
يؤثر اختيار المواد بشكل مباشر على عمر الخدمة والسلامة التشغيلية والتكلفة الإجمالية لتجميع المكونات الصناعية عالية الإجهاد. ولسنوات، واجهت فرق التصميم والمشتريات معضلة كلاسيكية تتعلق بالمواد في التطبيقات التي تتعرض لأحمال قصوى وإجهاد حراري وتآكل: هل نستخدم سبائك التيتانيوم أم الفولاذ المقاوم للصدأ عالي الجودة؟
أهم النقاط
-
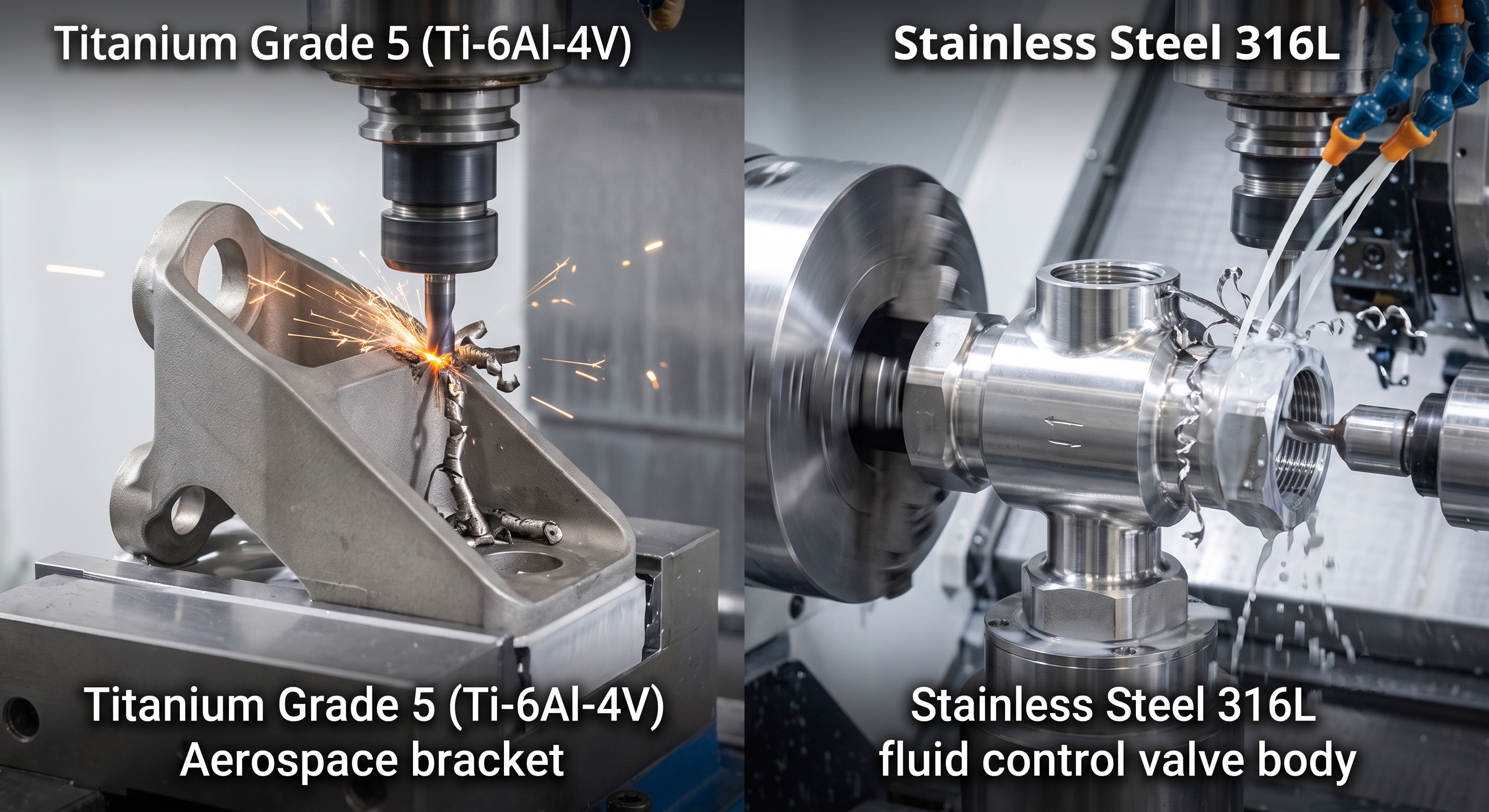
يتميز التيتانيوم (Ti-6Al-4V Grade 5) بنسبة قوة إلى وزن عالية وقدرة فائقة على العمل في بيئات ذات درجات حرارة مرتفعة، ولكنه يتطلب تجهيزات قطع متخصصة ومنخفضة السرعة وصلبة لتجنب التلف الهيكلي الناتج عن الحرارة. تولد هذه السبيكة حرارة قطع مركزة، وهي عرضة للتشوه الحراري. ولا يمكن الحفاظ على سلامتها الهيكلية ودقتها إلا من خلال عمليات تشغيل مخصصة منخفضة السرعة وعالية الصلابة.
-
يُوفر الفولاذ المقاوم للصدأ (SS316L و17-4 PH) كفاءةً عالية من حيث التكلفة وقوة قص مطلقة فائقة، مما يجعله المعيار الصناعي الأمثل للمعدات الصناعية الثقيلة وخطوط سوائل معالجة الأغذية. وبالمقارنة مع سبائك التيتانيوم، تتميز هذه الأنواع من الفولاذ المقاوم للصدأ بخصائص ميكانيكية مستقرة وتكاليف تصنيع أقل، مما يجعلها مثالية للبيئات الصناعية ذات الأحمال العالية والمقاومة للتآكل.
-
يُعدّ التحكم في انحراف أداة القطع أمرًا بالغ الأهمية: فمعامل المرونة المنخفض للتيتانيوم يجعله ينثني بعيدًا عن أداة القطع أثناء عملية التصنيع. وللحفاظ على دقة أبعاد تصل إلى ±0.01 مم ، نعتمد معدلات تغذية عالية مُحسّنة وتجهيزات تثبيت فائقة الصلابة لكبح انحراف قطعة العمل والقضاء على أي انحراف في الأبعاد.
-
سلامة السطح تحدد العمر الافتراضي: تعتمد المكونات الصناعية عالية الإجهاد كليًا على جودة سطح مثالية لضمان عمر خدمة طويل. تتطلب جميع الأجزاء الحاملة للأحمال الحرجة خشونة سطح نهائية لا تتجاوز 0.8 ميكرومتر (Ra ≤ 0.8 ميكرومتر). نوصي بشدة بإجراء معالجة حرارية لتخفيف الإجهاد أو تلميع كهربائي بعد التصنيع لإزالة الإجهادات السطحية المجهرية ومنع حدوث تشققات لاحقة ناتجة عن الإجهاد.
لماذا تثق بدليلنا الهندسي؟ خبرة عملية في التصنيع باستخدام الحاسوب (CNC)

تُبسّط معظم المقالات المنشورة على الإنترنت عملية التصنيع باستخدام الحاسوب (CNC) باعتبارها عملية تشغيل قياسية. وتتجاهل هذه المقالات فيزياء القطع الحقيقية والتغيرات الديناميكية في عملية التصنيع التي تُحدد جودة القطعة. أما ورشتنا، فتعمل بطريقة مختلفة. فنحن نُطابق جميع إجراءات الهندسة والإنتاج مع معيار ISO 9001:2015 ومعايير الجودة المُستخدمة في صناعة الطيران.
عندما نؤكد أن جزءًا ما قابل للتشغيل الآلي بالكامل وفقًا لرسوماتك، فهذا يعني أن مسار العملية بأكمله قابل للتتبع والمراقبة والتحقق منه في النهاية عن طريق فحص CMM احترافي.
لقد قمنا بتوريد أكثر من 45,000 قطعة دقيقة عالية التحمل في مختلف القطاعات الصناعية. تشمل منتجاتنا دعامات دورات التبريد والتدفئة المستخدمة في صناعة الطيران، وصمامات الجرعات الغذائية التي تعمل على مدار الساعة طوال أيام الأسبوع.
مقارنة بين العمليات والخصائص الميكانيكية: التيتانيوم من الدرجة 5 مقابل الفولاذ المقاوم للصدأ الصناعي
تؤثر قابلية تشكيل السبيكة بشكل مباشر على أوقات دورات التشغيل وتكلفة المكون النهائي. تختلف كل سبيكة في خصائص قطعها، مما يؤثر على وقت التشغيل وتكلفة التصنيع الإجمالية. يتميز التيتانيوم بموصلية حرارية منخفضة للغاية. لا يمكن للحرارة المتراكمة أثناء عمليات الخراطة أو الطحن أن تتسرب عبر الرايش المعدني؛ إذ تبقى جميع درجات الحرارة العالية على حافة أداة القطع، مما يؤدي إلى تآكلها بسرعة. أما الفولاذ المقاوم للصدأ ، وخاصة الأنواع التي تتصلب بالترسيب مثل 17-4 PH، فتتصلب بالتشكيل بسرعة. تؤدي معدلات التغذية البطيئة إلى تكوين طبقة سطحية صلبة على قطعة العمل، مما يزيد من تآكل الأداة بشكل كبير.
| مقياس التقييم | التيتانيوم من الدرجة الخامسة (Ti-6Al-4V) | الفولاذ المقاوم للصدأ 316L | الفولاذ المقاوم للصدأ 17-4 PH |
| قوة الشد (الخضوع) | ≥ 880 ميجا باسكال | ≥ 290 ميجا باسكال | ≥ 1000 ميجا باسكال (حالة H900) |
| الكثافة (تأثير الوزن) | 4.43 جم/سم³ (خفيف الوزن) | 8.00 جم/سم³ (ثقيل) | 7.75 جم/سم³ (ثقيل) |
| سرعة القطع ( $V_c$ ) | منخفض (45 - 60 م/دقيقة) | متوسط (120 - 160 م/دقيقة) | منخفض إلى متوسط (70 - 100 متر/دقيقة) |
| التفاوتات الممكنة في التصنيع باستخدام الحاسوب | ±0.010 مم (يتطلب صلابة عالية) | ±0.005 مم (مستقر للغاية) | ±0.008 مم (التحكم بعد المعالجة الحرارية) |
| مقاومة التآكل | استثنائي (مقاوم للكلوريد والحموضة) | ممتاز (مقاوم للتآكل، صالح للاستخدام مع الطعام) | جيد (مقاوم للظروف الجوية الصناعية) |
| تكلفة التشغيل النسبية | عالي (حوالي 2.5x - 3x من SS316) | خط الأساس (المعيار الصناعي القياسي) | متوسط إلى مرتفع (بسبب تآكل الأدوات) |
📌 رؤية هندسية: يُعدّ اختيار التيتانيوم بناءً على سمعته "الممتازة" فقط خطأً شائعًا في عمليات الشراء بين الشركات. يختار العديد من المشترين التيتانيوم دون تفكير لمجرد كونه منتجًا فاخرًا. إذا لم تتطلب معداتك تصميمًا خفيف الوزن - مثل معدات إنتاج الأغذية الثابتة أو مشعبات النفط والغاز الثقيلة - فإنّ الفولاذ المقاوم للصدأ 17-4 PH وSS316L يوفران قوة تحمل مماثلة أو حتى أفضل. وتبقى تكلفة معالجتهما الإجمالية أقل من نصف تكلفة التيتانيوم.
كيف تعمل تقنية التصميم الآلي للتصنيع على تحسين المكونات المصنعة آلياً
ينجم معظم ارتفاع تكاليف التصنيع الدقيق عن تصميمات المكونات غير المُحسّنة لتتوافق مع أشكال أدوات القطع التقليدية في آلات CNC. تفشل العديد من النماذج الأصلية في التوافق مع أشكال أدوات القطع القياسية، مما يزيد من فقدان الأدوات وساعات المعالجة. يُقلل تعديل الحدود الهيكلية الأساسية في ملفات STEP ثلاثية الأبعاد من اهتزازات الأدوات ويُبطئ تآكلها، مما يُخفض تكاليف الإنتاج الإجمالية بنسبة تصل إلى 30%.
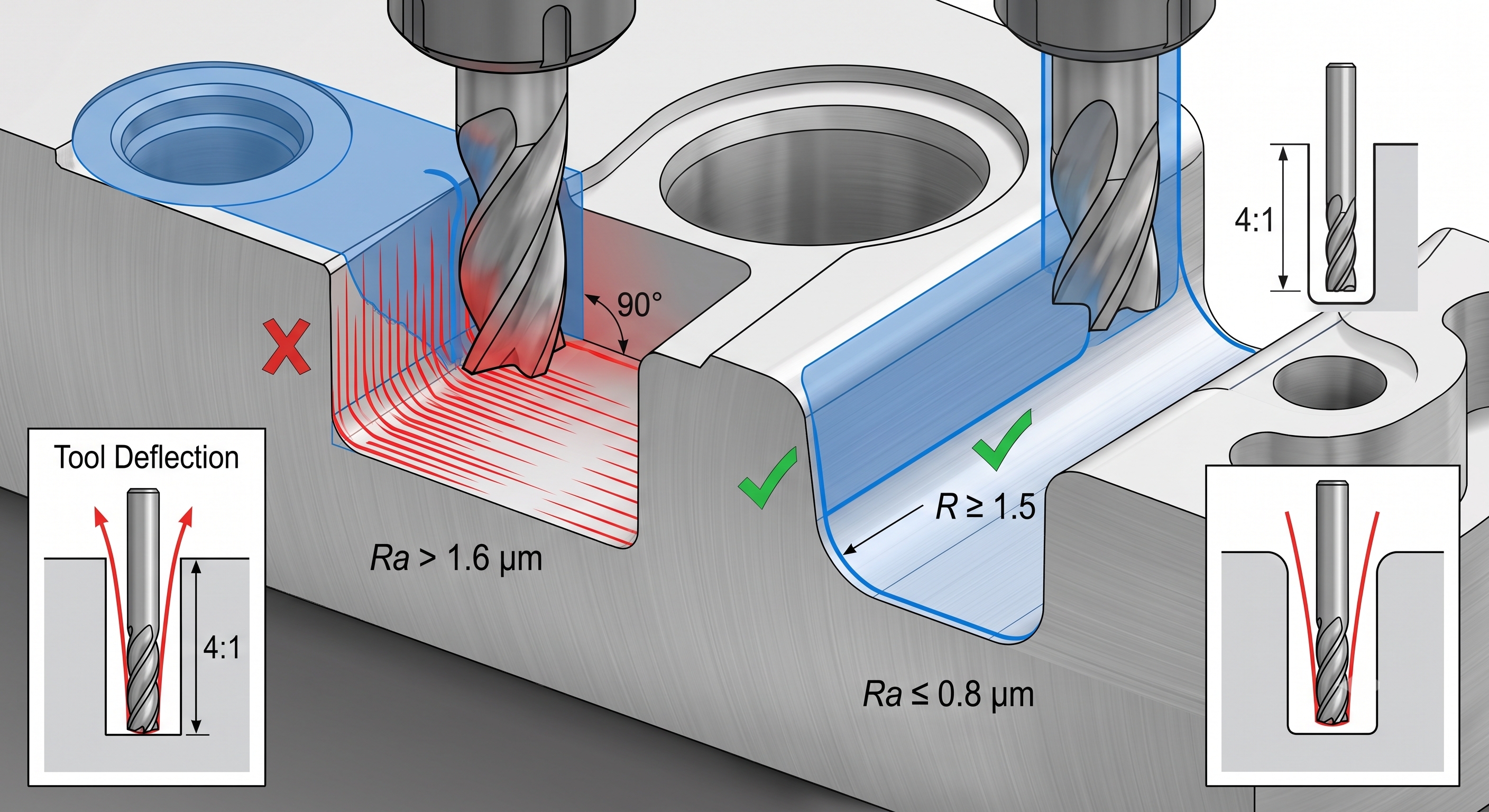
1. تصميم نصف قطر الزاوية الداخلية
تتميز قواطع التفريز CNC بأنها أسطوانية الشكل بطبيعتها. لا يمكن تشطيب الزوايا الداخلية الحادة بزاوية 90 درجة باستخدام قواطع التفريز القياسية، لذا يصبح العمل الإضافي بتقنية EDM ضروريًا - وسيتضاعف وقت التشغيل تقريبًا.
اضبط نصف قطر الزاوية الداخلية على جميع الرسومات بحيث يكون أكبر من 1.5 ضعف نصف قطر القطع. تتحرك الأداة بسلاسة على مسارات متصلة دون توقفات متكررة، مما يقلل من الحرارة المركزة وتشوه قطعة العمل بكفاءة.
2. تحديد نسب الأبعاد للتجاويف العميقة
تتطلب الفتحات العميقة والضيقة استخدام قواطع طرفية ذات بروز طويل لإجراء عمليات التشغيل على كامل العمق. واستنادًا إلى سنوات من الخبرة في مجال التشغيل الدقيق، نلتزم بمعيار موثوق لنسبة العمق إلى القطر: يبلغ أقصى عمق للتجويف 4 أضعاف قطر الأداة للفولاذ المقاوم للصدأ، و3 أضعاف لسبائك التيتانيوم.
الأسئلة الشائعة
1. لماذا تكلف عملية تصنيع التيتانيوم باستخدام آلات CNC أكثر بكثير من عملية تصنيع الفولاذ المقاوم للصدأ؟
يعود ارتفاع تكلفة تشغيل التيتانيوم بشكل رئيسي إلى انخفاض موصليته الحرارية ومرونته. فهو يحتفظ بحرارة القطع بشكل ممتاز، مما يؤدي إلى تراكم حرارة الاحتكاك بكثافة على حافة الأداة بدلاً من تبديدها مع الرايش، وبالتالي تآكل الأداة بسرعة وبشكل حاد. في الوقت نفسه، تتسبب مرونته في ارتداد واضح للمادة وانحراف الأداة. ولتحقيق دقة ثابتة، نضطر إلى استخدام سرعات قطع منخفضة، وتثبيتات عالية الصلابة، وأدوات كربيد مخصصة، مما يطيل بشكل كبير من أوقات دورة التشغيل ويرفع تكاليف الإنتاج.
2. هل يمكن استخدام مكونات الفولاذ المقاوم للصدأ كبدائل مباشرة ومنخفضة التكلفة لأجزاء التيتانيوم؟
نعم، يُمكن استخدام الفولاذ المقاوم للصدأ كبديل اقتصادي وفعّال، ولكن فقط في التطبيقات التي لا تُعدّ فيها قلة الوزن عاملاً حاسماً. تُوفّر الأنواع المُقسّاة بالترسيب، مثل 17-4 PH (حالة H900)، قوة خضوع تبلغ ≥1000 ميجا باسكال، متفوقةً بذلك على التيتانيوم من الدرجة 5 الذي تبلغ قوة خضوعه ≥880 ميجا باسكال. مع ذلك، يُعدّ الفولاذ المقاوم للصدأ أثقل بنسبة 75% تقريبًا. وهو بديل مثالي واقتصادي للآلات الثابتة وصمامات السوائل والمكونات الصناعية الثقيلة، ولكنه غير مناسب للأجزاء الهيكلية في صناعة الطيران والمكونات الدوارة عالية السرعة التي تتطلب أداءً خفيف الوزن.
3. ما هي أفضل طريقة للمعالجة اللاحقة للسطح لتحسين عمر الإجهاد لأجزاء الفولاذ المقاوم للصدأ والتيتانيوم عالية الإجهاد؟
تُطبَّق طرق معالجة لاحقة مُستهدفة مُختلفة على المادتين. بالنسبة لأجزاء التيتانيوم، يُزيل التشكيل بالدق أو التلدين لتخفيف الإجهاد بفعالية إجهاد الشد المُتبقّي الناتج عن التصنيع باستخدام الحاسوب ، مما يُعزز مقاومة التعب. أما بالنسبة للفولاذ المقاوم للصدأ - وخاصةً الفولاذ الصحي 316L لأنظمة أنابيب السوائل - فإن التلميع الكهربائي هو الحل الأمثل. فهو يُزيل النتوءات السطحية المجهرية وآثار الأدوات للحصول على سطح فائق النعومة بمعامل خشونة سطحي Ra ≤ 0.4 ميكرومتر، مما يُزيل تركيز الإجهاد في الشقوق الدقيقة ويمنع بدء التشققات الدقيقة تحت الأحمال الدورية.
4. كيف يمنع مصنعنا اهتزاز الأدوات عند طحن الفتحات العميقة في التيتانيوم من الدرجة 5؟
للتغلب على اهتزاز الأدوات الناتج عن قدرة التخميد المنخفضة للتيتانيوم، يستخدم مرفق التصنيع باستخدام الحاسب الآلي لدينا قواطع طرفية متغيرة الحلزون وتقنيات طحن حلزونية متخصصة يقلل هذا من تلامس الأداة الشعاعي مع الحفاظ على عمق قطع محوري عالٍ علاوة على ذلك، نستخدم ظروف تثبيت هيدروليكية ونظام تبريد عالي الضغط عبر المغزل (أكثر من 70 بار ) لإخراج الرقائق على الفور وتثبيت منطقة القطع، مما يضمن دقة عالية في الأبعاد. .
5. ما هي تنسيقات التصنيع القياسية التي تقبلونها لتحليل DFM الآلي وتقديم عروض الأسعار؟
تبسيط سير عمل المشتريات باستخدام تحليل DFM الآلي
لتجنب المراسلات المتكررة عبر البريد الإلكتروني التي تؤخر الإنتاج لأسابيع، يعتمد مصنعنا الذكي على عمليات تدقيق آلية للتصميم من أجل التصنيع (DFM). بمجرد استلام ملفات التصميم ثلاثي الأبعاد (STEP أو IGS أو X_T)، يقوم مهندسونا بتحليل الأشكال الهندسية في غضون ساعتين لتحديد العناصر غير القابلة للتصنيع، وحالات عدم تطابق التفاوتات الدقيقة، وهدر المواد.
من خلال إجراء مراجعات رقمية استباقية للتصميم من أجل التصنيع قبل بدء الإنتاج، يتم تصحيح 87% من أخطاء الرسم الأولية في المحاولة الأولى . يقلل هذا النهج المبسط من فترات التسليم القياسية من متوسط الصناعة البالغ 14 يومًا إلى 5 إلى 7 أيام عمل فقط، مما يوفر عروض أسعار سريعة لماكينات CNC التجارية مع شفافية كاملة في التكاليف.
الخلاصة: الموازنة بين ميزانيات الأداء والمشتريات
لا يتطلب إطالة عمر المكونات الصناعية عالية الإجهاد بالضرورة اختيار أغلى أنواع السبائك. فبينما يبقى التيتانيوم من الدرجة الخامسة خيارًا لا غنى عنه في تطبيقات الفضاء والطيران والتطبيقات الطبية ذات درجات الحرارة العالية نظرًا لنسبة قوته إلى وزنه الاستثنائية، غالبًا ما توفر أنواع الفولاذ المقاوم للصدأ المصممة بدقة، مثل 17-4 PH و316L، بديلاً أكثر فعالية من حيث التكلفة وأكثر صلابة للآلات الثقيلة وخطوط السوائل الصحية.
يكمن العامل الحاسم في التصنيع باستخدام الحاسوب متعدد المحاور في التحسين الهندسي الاستباقي. فمن خلال مواءمة هندسة مكوناتك مع مسارات أدوات القطع القياسية والاستفادة من بروتوكولات التصميم للتصنيع الآلية خلال المراحل الأولى من عملية التسعير، يمكنك التخلص من المخاطر الهيكلية، وضمان دقة الأبعاد، وتسريع طرح منتجك في السوق بشكل ملحوظ.
معلومات الاتصال
تنصل
جميع البيانات الفنية وخصائص المواد ومعايير التشغيل الواردة في هذه المقالة هي لأغراض مرجعية عامة فقط. وتعتمد نتائج التشغيل الفعلية على معدات الورشة، وتركيبات سائل التبريد، والاختلافات بين دفعات السبائك. هذا المحتوى ليس ضمانًا للأداء. يجب على المهندسين إجراء اختبارات تحقق وإجهاد مستقلة لمشاريعهم الخاصة.