


وصف المنتج
| شيء | يصف |
| التصميم/الحجم | وفقًا لرسومات أو عينات العميل |
| مادة |
الألومنيوم: 6061، 6063، 6082، 7075، 5052، A380، إلخ. الفولاذ المقاوم للصدأ: SS201، SS301، SS303، SS304 (SS304 صالح للاستخدام مع الطعام)، SS316، SS316L، SUS430، SS416 الفولاذ: الفولاذ منخفض الكربون، الفولاذ الكربوني، 4140، 4340، Q235، Q345B، 20#، 45#، إلخ. الفولاذ السبائكي (15Cr، 20Cr، 42CrMo)، إلخ. النحاس الأصفر: HPb63، HPb62، HPb61، HPb59، H59، H68، H80، H90، إلخ. النحاس، البرونز، النحاس، إلخ. التيتانيوم: TC4 (TiAl6v4، الدرجة f5) البلاستيك: ABS، PC، PE، POM، Delrin، النايلون، البلاستيك، PP، PEI، Peek، إلخ. |
| عملية | التصنيع باستخدام الحاسوب (CNC)، الخراطة، الطحن، التشكيل، الخراطة، القطع، إلخ. |
| موعد التسليم | تستغرق العينات عادةً من 3 إلى 7 أيام عمل، وسيتم تنفيذ الإنتاج الضخم وفقًا للكمية المحددة بعد الموافقة على العينة. |
| معالجة السطح | الأنودة الشفافة، الأنودة الملونة، الطلاء الكيميائي، الصقل بالفرشاة، التخميل، التلميع، طلاء الكروم، السفع الرملي، النقش بالليزر، طلاء الزنك، أكسيد أسود، طلاء النيكل، طلاء الكروم، الكربنة، المعالجة الحرارية، الطلاء |
| معدات الاختبار | آلة قياس الإحداثيات (CMM)، أداة قياس ثنائية الأبعاد، جهاز عرض، مقياس ارتفاع، ميكرومتر، مقياس خيوط، جهاز اختبار الصلابة، فرجار، مقياس دبوس، جهاز اختبار رذاذ الملح، أداة قياس التمركز، مطياف. |
| نظام إدارة الجودة |
ISO 9001:2015 ISO 13485:2016 |
| طلب | قطع غيار السيارات، قطع غيار الآلات، قطع غيار الكمبيوتر، قطع غيار الأجهزة الطبية، قطع غيار الأجهزة المنزلية، قطع غيار كهربائية، قطع غيار المنتجات الإلكترونية، قطع غيار إلكترونية، قطع غيار المولدات، قطع غيار المولدات الكهربائية، قطع غيار المولدات، القرطاسية، مفاتيح الطاقة، المفاتيح الصغيرة، مواد البناء، البضائع ومعدات الصوت والفيديو. |
| تنسيق الملف | Solidworks، Pro/Engineer، CAD، PDF، JPG، DXF، IGS |
| طَرد | كيس بلاستيكي داخلي، كرتون خارجي قياسي، أو حسب متطلبات العميل |
| شحن | الشحن البحري، الشحن الجوي، الشحن السريع الدولي (DHL، FedEx، TNT، UPS). |
| يخدم | يقدم فريق التجارة الخارجية المحترف خدمات سريعة الاستجابة وحماسية. تقرير فحص الأبعاد / شهادة المواد الخام / تقرير معالجة السطح / الرسم الهندسي تقرير RoHS / تقرير اختبار رذاذ الملح / تقرير اختبار الصلابة |
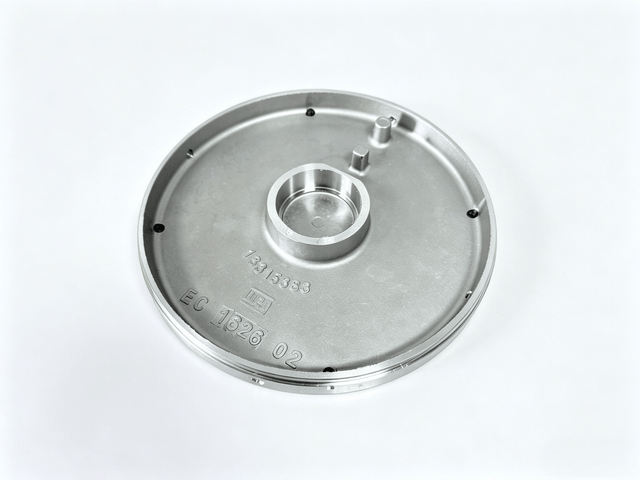
غطاء الطرف الخلفي للمحرك - الصب والتشغيل الدقيق
مقدمة المنتج
هذا غطاء خلفي مصنوع من سبائك الألومنيوم المصبوبة للمحركات الكهربائية ، وهو عنصر هيكلي أساسي للدعم، ومنع التسرب، وتحديد الموضع، وتبديد الحرارة. يتم تصنيعه بتقنية الصب الدقيق ومعالجة التقسية الكاملة ، مما يمنحه قوة عالية، وأبعادًا ثابتة، وتبديدًا ممتازًا للحرارة. يتم صنفرة السطح للحصول على لمسة نهائية متجانسة وخالية من عيوب الصب. يتم التحكم بدقة في الأبعاد الحرجة لضمان تجميع موثوق للمحرك.
عملية التصنيع
- الصب الدقيق مصبوبة وفقًا للشكل الهندسي النهائي مع سمك جدار موحد، مما يزيل الثقوب والشوائب الرملية والنتوءات.
- علاج الشيخوخة الكامل يخفف من إجهاد الصب ويعزز استقرار الأبعاد على المدى الطويل.
- فحص الفراغ فحص كامل للمظهر وجودة الصب ومواد التشغيل الآلي.
- إعداد وتجهيزات مرجعية تثبيت دقيق يعتمد على بيانات الصب لضمان المحاذاة.
- تشطيب خشن ← تشطيب نصف نهائي ← تشطيب نهائي القطع التدريجي لتحقيق الخطوط الخارجية، والأخاديد، والزوايا المشطوفة، والحواف المشطوفة.
- إزالة النتوءات وتشطيب الأسطح إزالة النتوءات بلطف + السفع الرملي المعياري.
- فحص الأبعاد الكاملة فحص بنسبة 100% للأبعاد الحرجة والمتماثلة.
- تغليف وتوصيل آمنان
التحديات الرئيسية في التصنيع
- عدم توازن مخزون الصب وتشوه الأجزاء تؤثر اختلافات الصب على تحديد الموقع والاستقرار البُعدي.
- لا تسامح مطلقاً مع عيوب الصب تتسبب العيوب في حدوث ضوضاء أو تسريبات أو تلف مبكر للمحامل.
- زوايا سحب ضيقة وأخاديد عميقة عرضة للانحراف والأبعاد غير المتناسقة.
- متطلبات عالية من التمركز والتناظر يؤثر بشكل مباشر على اهتزاز المحرك والضوضاء وعمر الخدمة.
- تشطيب سطحي متناسق يؤدي السفع الرملي غير المتساوي إلى تدهور المظهر وتبديد الحرارة.
حلولنا
- ثبات الصب تحسين عملية التشكيل والقولبة؛ فرز القطع الفارغة بنسبة 100%؛ برمجة CNC تكيفية.
- مكافحة العيوب انضباط صارم في عملية الصب + فحص المواد الواردة لمنع دخول الأجزاء غير المطابقة للمواصفات.
- التصنيع الدقيق نظام تحكم رقمي عالي الدقة، قواطع مخصصة، أعماق قطع صغيرة، سرعة دوران عالية، وتعويض أثناء العملية.
- دقة التجميع تشغيل أحادي الإعداد للأسطح الحرجة؛ التحقق من الأبعاد المتناظرة.
- اتساق السطح معايير موحدة لعملية السفع الرملي لضمان جودة موحدة.
مزايانا
- خدمة متكاملة للصب والتشغيل الدقيق
- متخصص في مكونات المحركات، ويفهم متطلبات التجميع
- مراقبة الجودة الشاملة للعملية، أبعاد ثابتة، معدل رفض منخفض
- يدعم الإنتاج بكميات صغيرة، ومتعدد الأصناف، والمخصص
- أوقات تسليم موثوقة تتناسب مع جداول تجميع المحركات