
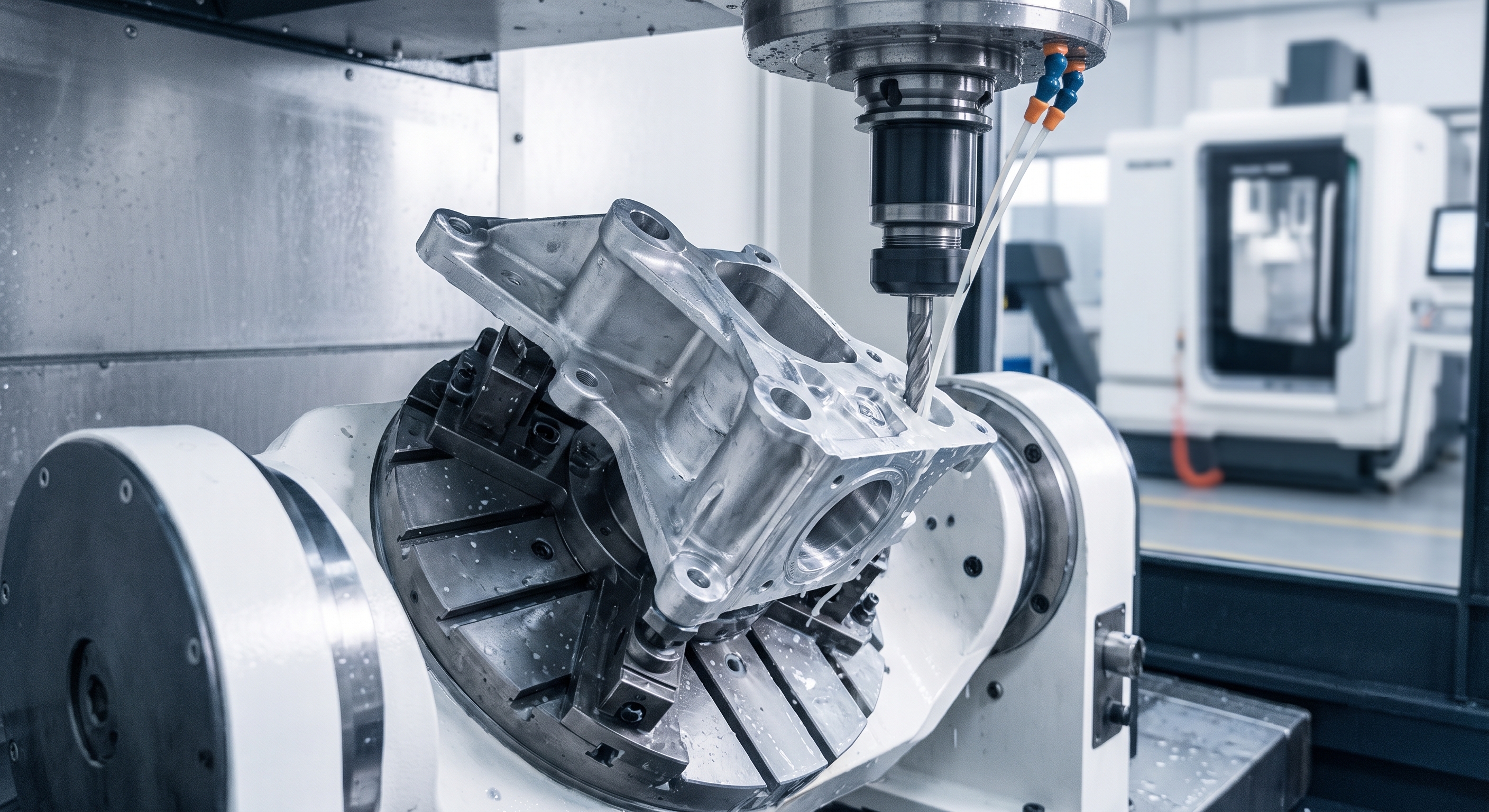
Jede Woche öffnet unser Engineering-Team bei Ningbo Liqin Industrial & Trading Co., Ltd. Hunderte von STEP-Dateien . Auf einem hochauflösenden Monitor sehen die CAD-Modelle perfekt aus. Aber wenn wir sie in Mastercam-Werkzeugwege für unsere DMG MORI 5-Achsen-Setups übersetzen, übernimmt die Realität der Maschinenwerkstatt die Oberhand: enge Innenecken, die stundenlanges langsames Erodieren erfordern, tiefe Taschen, die zum Einrasten von Hartmetallfräsern bestimmt sind, und Gewinde, die so modelliert sind, dass kein Spiel für den Spanaustritt besteht data-path-to-node="1,3"> .
Durch die Anpassung dieser Funktionen an die physischen Grenzen rotierender Schneidwerkzeuge können Sie Ihre Bearbeitungsrechnung ganz einfach um 30 % einsparen . Hier ist, wie wir es machen, ohne theoretischen Schnickschnack.
1. Die Strafe für den Innenradius: Warum Ihre R-Winkel ein Vermögen kosten
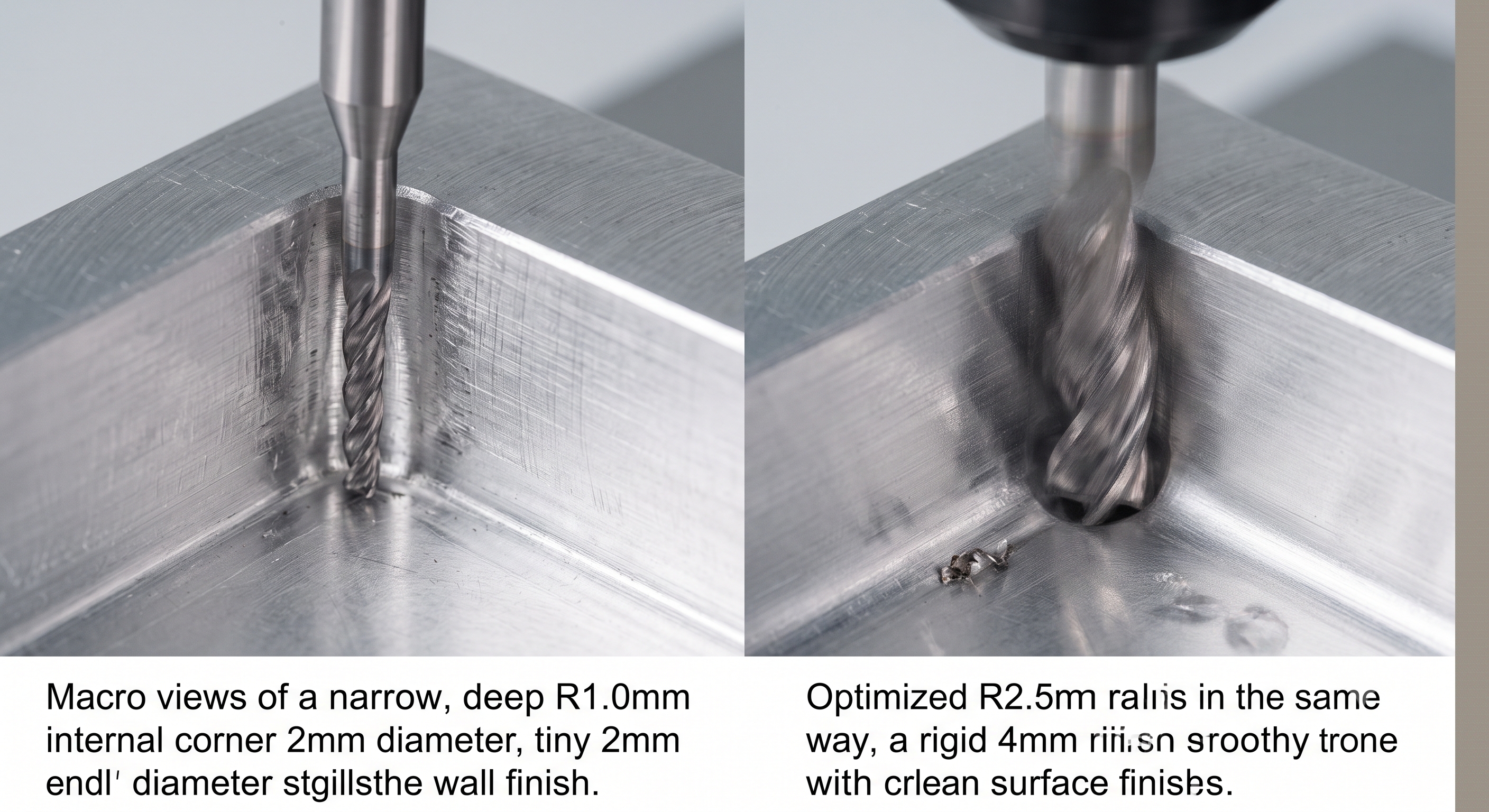
Stecken Sie eine 30 mm tiefe Tasche mit einem engen R1.0mm Ecke auf einem Druck, und Sie zwingen uns, von einem starren 10mm gröberen zu einem fragileren 2mm Mikro-Schaftfräser mit großer Reichweite . Die Werkzeugsteifigkeit skaliert mit der vierten Potenz seines Durchmessers (d^4). Dieses 2mm Werkzeug hat 625-mal weniger Steifigkeit als ein Standard-10mm Fräser.
Steifigkeitsabfall = (10)^4 / (2)^4 = 10000 / 16 = 625x weniger steif
Um zu verhindern, dass das Werkzeug wie ein Zahnstocher bricht, müssen unsere Bediener die Vorschubgeschwindigkeit auf einen langsamen 150 mm/min. Wenn Sie uns erlauben, diese Ecke auf R2,5mm zu öffnen (was einen 4mm Fräser ermöglicht), können wir schnellere Werkzeugwege ausführen und 55 % im Zyklus einsparen Zeit und verhindern Sie Werkzeugablenkungen, die die Wandoberfläche beeinträchtigen. .
-
Faustregel: Behalten Sie R≥1.1×Rtool. Dies gibt dem Fräser in der Ecke Luft zum Atmen und verhindert einen plötzlichen Anstieg des Werkzeugeingriffs von 90 auf 180 Grad, der starke Vibrationen und Mikroausbrüche verursacht.
2. Taschen, Seitenverhältnisse und Dünnwandresonanz
Tiefe, schmale Schlitze laden zu Problemen ein. Wenn das Verhältnis von Taschentiefe zu Durchmesser L/D>4 überschreitet, verformen sich Standard-Hartmetallwerkzeuge unter seitlichen Schnittkräften gemäß der klassischen Auslegergleichung:
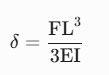
Um dieser Ablenkung entgegenzuwirken (> 0.012mm), müssen wir den Maschinenbetrieb verlangsamen oder teure Werkzeuge mit konischem Hals und großer Reichweite verwenden . Halten Sie die Schrupptiefen innerhalb von 3×D. Entwerfen Sie für tiefe Hohlräume eine abgestufte Tasche oder teilen Sie das Teil in eine mehrteilige Baugruppe auf .
Vibrationen machen auch dünnen Wänden zu schaffen. Die Bearbeitung von Aluminium (wie AL6061-T6) unter 0,8 mm löst innere Spannungen und führt dazu, dass das Metall vom Fräser weggedrückt wird. Dadurch entsteht eine wellige Oberfläche oder das Material reißt.
Um dies ohne zusätzliche Prozesskosten zu umgehen, verwenden wir eine progressive Step-Down-Methode auf der Etage. Wir wechseln die Schnitte auf beiden Seiten ab und nehmen jeweils 1,5 mm ab, damit die unbearbeitete Masse als Stütze dient. Wir betreiben scharfe einschneidige Aluminiumfräser mit über 20.000 U/min, um die Schnittkräfte gering zu halten.
3. Die Setup-Falle: Warum Teilerotationen Budgets belasten
Viele Designer gehen davon aus, dass es bei den Kosten nur um das Materialvolumen geht. Sie übersehen die manuelle Arbeit beim Einrichten von Vorrichtungen und Anzeigenausrichtungen. Jede Fläche, die gedreht werden muss, zwingt den Maschinenbediener zum Anhalten, Lösen, Umdrehen, erneuten Spannen und erneuten Messen des Werkstückkoordinatensystems. In der Kleinserienproduktion machen das Einrichten und Ausrichten über 70 % der gesamten Arbeitsstunden aus.
Darüber hinaus führt jedes erneute Einspannen zu Ausrichtungsfehlern auf Mikroebene, die die geometrischen Abmessungen der Querflächen wie Rechtwinkligkeit und Koaxialität gefährden.
-
Umsetzbares DFM: Entwerfen Sie kritische Passmerkmale (Lokalisierung von Nadellöchern, Lagersitzen) auf derselben axialen Ebene.
-
Alternative: Lassen Sie uns das Teil auf unseren 5-Achsen-Bearbeitungszentren bearbeiten, um die 5-Seiten-Bearbeitung in einer einzigen Aufspannung fertigzustellen, wodurch Sie 30 % an manuellen Arbeitskosten sparen.
4. Sacklöcher und flache Gewinde
Wir sehen dies häufig bei Automobilgehäusen: ein M6-Gewinde mit einer Tiefe von 12mm in einem Sackloch, das nur 14mm tief . Ein Standard-Gewindebohrer mit Spiralnut kann aufgrund der Fasensteigung am Werkzeug (typischerweise 2 bis 3 Steigungen) nicht bis zum absoluten Boden einer Bohrung gewindeschneiden. . Wenn Sie den Gewindebohrer nach unten drücken, werden die Aluminiumspäne an der Unterseite komprimiert, das Schneiddrehmoment erhöht und das Werkzeug bricht ein.
Mindestbohrtiefe = Nutzbare Gewindelänge + (3 x Tonhöhe)
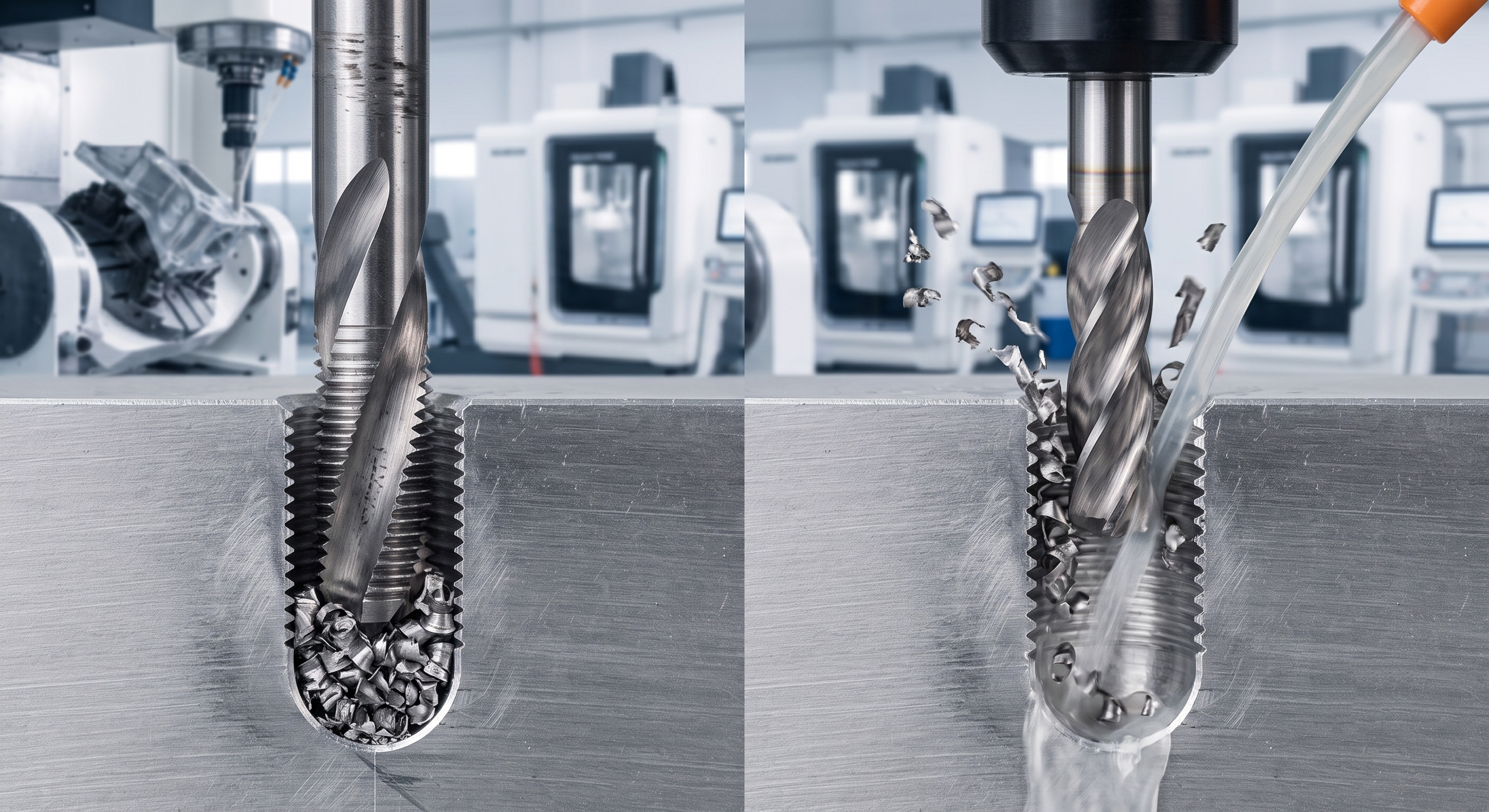
Gewährleisten Sie immer einen Bohrtiefenspielraum von mindestens 3×Pitch über der nutzbaren Gewindelänge . Wenn die Strukturwände für ein tieferes Loch zu dünn sind, wechseln wir zum CNC-Gewindefräsen statt zum physischen Gewindeschneiden. Da ein Gewindefräser kleiner als das vorgebohrte Loch ist und spiralförmig schneidet, bläst unter Druck stehendes Kühlmittel die Späne leicht aus der Kavität und schützt so das Teil vor einem eingeklemmten, gebrochenen Gewindebohrer.
5. Die tatsächlichen Kosten von ±0,005 mm Toleranzen
Übermäßige Angabe nicht passender Flächen zu ±0,005 mm, wenn ein Standard ±0,02 mm oder DIN ISO 2768-m (mittel) vollkommen in Ordnung ist, erzwingt dies unnötige Fertigungsschritte .
Bei ±0,005mm, einfach Fräsen wird nicht funktionieren. Wir müssen Mikrofinishen, kontinuierliche Werkzeugversatzmessung oder sekundäres Rundschleifen einführen . Wärmeausdehnungskoeffizient von Aluminium (23 ×10^{-6}/K) bedeutet, dass eine Temperaturabweichung von nur 2 °C in der Werkstatt die Abmessungen Ihres Teils um mehrere Mikrometer verändert. Dies zwingt uns dazu, temperaturgesteuerte Aufbauten zu betreiben und eine 100-prozentige Prüfung auf unserer Koordinatenmessmaschine (KMG) durchzuführen.
Matrix zur geometrischen Auswirkung auf die Werkstattebene
Unten finden Sie reale Kennzahlen aus unserer Produktion, die nicht optimierte Designs mit DFM-konformen Varianten vergleichen, die auf unseren Hochgeschwindigkeitslinien verarbeitet werden .
| Geometrisches Merkmal | Nicht optimiertes Design | DFM-optimiertes Design | Auswirkungen auf die Zykluszeit | Ausschussrate | Kostenreduzierung % |
| Interner Eckenradius |
R 1,0 mm (Tiefe: 25 mm) < !----> |
R 2,5 mm (mit 4-mm-Fräse) < !----> |
Um 55 % reduziert < !----> |
Von 6,2 % auf 0,1 % < !----> |
34,5 % < !----> |
| Pocket-Seitenverhältnis |
L/D = 6:1 (Deep Slot) < !----> |
L/D = 3,5:1 (Stufentasche) < !----> |
Um 40 % reduziert < !----> |
Von 4,5 % bis 0,0 % < !----> |
28,0 % < !----> |
| Abmessungstoleranz |
±0,005mm (Linear) < !----> |
±0,020 mm (ISO 2768-m) < !----> |
Um 65 % reduziert < !----> |
Von 8,8 % auf 0,3 % < !----> |
42,0 % < !----> |
| Sacklochgewindeschneiden |
M5-Gewinde nach unten < !----> |
M5 + 2,5 mm Bohrerabstand < !----> |
Um 15 % reduziert < !----> |
Von 3,1 % auf 0,0 % < !----> |
12,5 % < !----> |
Klicken Sie hier für Ihre Anfrage 👆
FAQs
F1: Warum nicht einfach ein kleineres Werkzeug verwenden, um enge Ecken zu beseitigen?
A: Weil-Tool Die Steifigkeit nimmt exponentiell ab (d^4) . Wenn man einen winzigen 2mm Fräser in eine tiefe Ecke drückt, bedeutet dies, dass er sich biegt, driftet und an der Wand reibt, anstatt das Metall abzuscheren, was die Oberflächenbeschaffenheit ruiniert und einen vorzeitigen Werkzeugbruch auslöst .ol-Pfade, sparen 55 % der Zykluszeit und eliminieren vollständig die Werkzeugablenkung, die die Wandoberfläche ruiniert .
F2: Was ist, wenn unser Design unbedingt dünne Wände unter 0,8 mm erfordert?
A: Wir müssen „Step-Down“-Unterstützung implementieren. Wir fräsen nie zuerst eine Seite auf die endgültige Dicke; Stattdessen bearbeiten wir beide Seiten in flachen Schritten von 1,5 mm, sodass das dickere, unbearbeitete Metall darunter die Schnittkräfte und Vibrationen absorbieren kann.
F3: Wie wirken sich Setup-Ausrichtungen auf die geometrische Toleranz des endgültigen Teils aus?
A: Jedes Mal, wenn wir ein Teil umdrehen, schleichen sich Ausrichtungsfehler auf Mikroebene ein. Wenn kritische Übereinstimmungsmerkmale auf verschiedenen Ebenen liegen, wird das Erreichen einer engen Rechtwinkligkeit oder Koaxialität aufgrund dieser kumulativen Stapelfehler sehr riskant und teuer.
Entwerfen Sie kritische Passmerkmale (Lokalisierung von Nadellöchern, Lagersitzen) auf derselben axialen Ebene. Alternativ lassen Sie uns das Teil auf unseren 5-Achsen-Bearbeitungszentren bearbeiten, um die 5-Seiten-Bearbeitung in einer einzigen Aufspannung fertigzustellen, wodurch Sie 30 % der manuellen Arbeitskosten sparen.
F4: Können wir für alle Sacklöcher Gewindefräsen statt Gewindeschneiden verwenden?
A: Ja, und wir bevorzugen es für flache Löcher. Ein Gewindefräser ist kleiner als das vorgebohrte Loch und schneidet spiralförmig, sodass unter Druck stehendes Kühlmittel die Späne leicht aus dem Hohlraum blasen kann, wodurch das Risiko beseitigt wird, dass ein gebrochener Gewindebohrer das Teil ruiniert.
F5: Wie wirkt sich die Materialauswahl auf diese DFM-Regeln aus?
A: Härtere Metalle wie 316 Edelstahl oder Titan verstärken jeden DFM-Fehler. Eine enge Ecke oder tiefe Tasche, die sich in Aluminium nur langsam bearbeiten lässt, wird bei Titan aufgrund der Kaltverfestigung zu einem Albtraum, bei dem das Werkzeug zerbricht und eine hohe Ausschussrate anfällt.
Klicken Sie hier für Ihre Anfrage 👆
Zusammenfassung
Kurz gesagt: 30 % Ihrer CNC-Bearbeitungsrechnung einzusparen bedeutet nicht, dass Sie Kompromisse bei der Funktionsleistung Ihres Produkts eingehen; Es bedeutet lediglich, dass Sie Ihre CAD-Geometrie an den physikalischen Grenzen unserer Schneidwerkzeuge ausrichten . Durch geringfügige Anpassungen der Eckradien , Halten der Hohlraumtiefen innerhalb praktischer Seitenverhältnisse, Minimieren von Setup-Rotationen und Verwenden realistischer Toleranzen wie DIN ISO 2768-m , Sie eliminieren direkt Werkzeugablenkungen, gebrochene Gewindebohrer und verschwendete Maschineneinstellungen . Bei DFM geht es nicht darum, Ihre Standards zu senken – es geht darum, die Reibungsverluste bei der Herstellung zu beseitigen, die Ihre Produktionsrechnung unnötig in die Höhe treiben.
Bevor Sie Ihre nächste Ausschreibung an Ningbo Liqin Industrial & Trading Co., Ltd. freigeben, öffnen Sie diese internen Radien, überprüfen Sie Ihre linearen Toleranzen anhand von ISO 2768-m und verifizieren Sie Ihre Sacklochabstand . Senden Sie uns die aktualisierten CAD-Dateien und beobachten Sie, wie Ihre Bearbeitungsrechnungen sinken, während Ihre Teile schneller und montagebereit ankommen .
Kontaktinformationen
Haftungsausschluss
Die in diesem Artikel vorgestellten technischen Ratschläge, Bearbeitungsparameter und Daten zur Kostenreduzierung basieren auf branchenüblichen Praktiken und typischen Ergebnissen in der Werkstatt bei Ningbo Liqin Industrial & Trading Co., Ltd. Da jedes kundenspezifische Projekt einzigartige geometrische Einschränkungen, Betriebsumgebungen und Materialverhalten mit sich bringt, dient dieser Inhalt nur zu Informations- und Design-Referenzzwecken. Es stellt keine formelle technische Garantie oder vertragliche technische Bindung dar. Alle aktiven Designs sollten vor der Produktion einer formellen DFM-Prüfung durch unser Ingenieursteam unterzogen werden.