
Every week at Ningbo Liqin Industrial & Trading Co., Ltd., our engineering team opens hundreds of STEP files. On a high-resolution monitor, the CAD models look perfect. But when we translate them into Mastercam toolpaths for our DMG MORI 5-axis setups, the reality of the machine shop floor takes over: tight internal corners that demand hours of slow EDM, deep pockets destined to snap carbide cutters, and threads modeled with zero clearance for chip escape.
By adjusting these features to match the physical limits of rotating cutting tools, you can easily shave 30% off your machining invoice. Here is how we do it, stripped of theoretical fluff.
1. The Internal Radius Penalty: Why Your R-Angles Cost Fortune
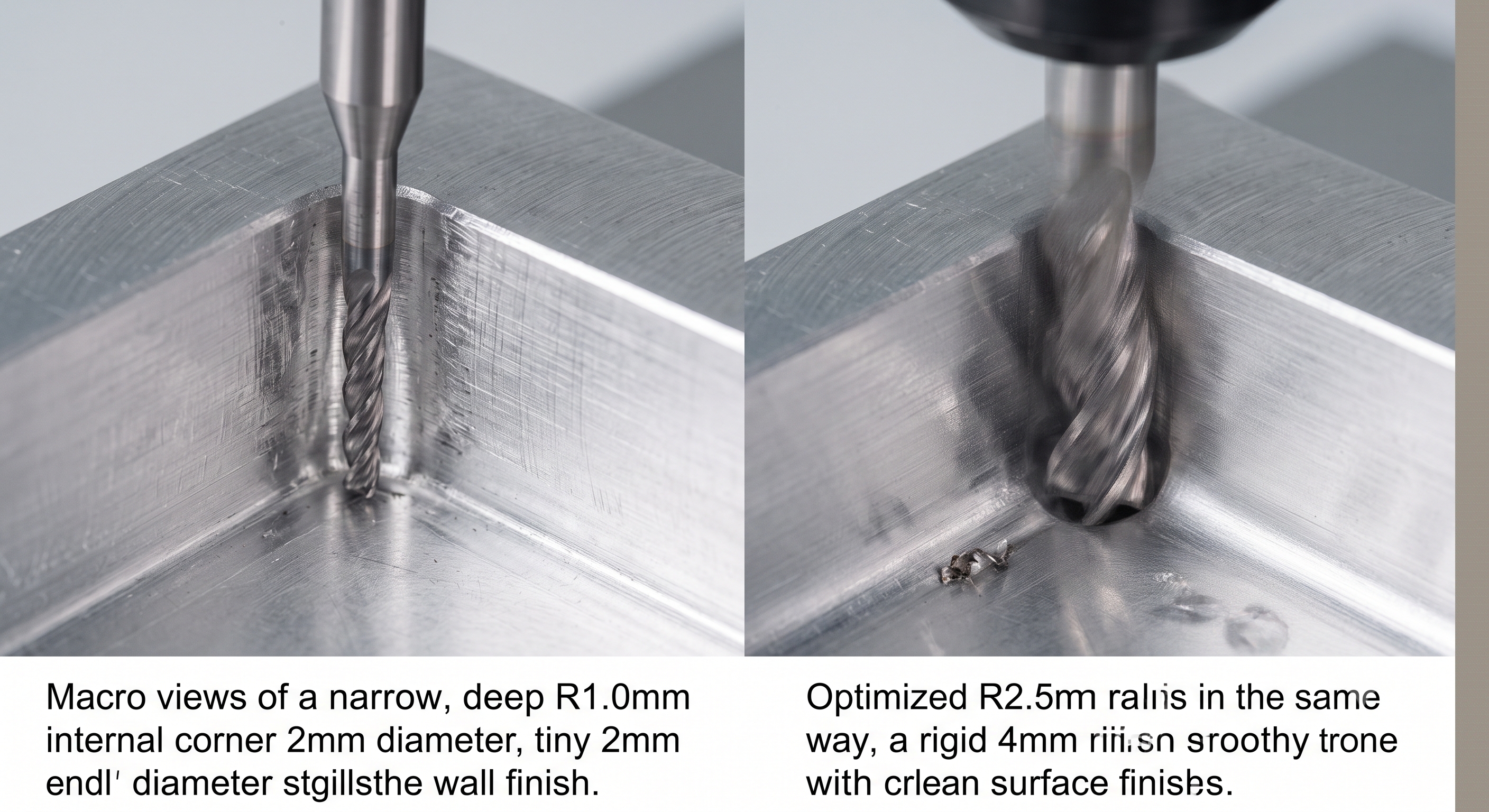
Stick a 30mm deep pocket with a tight R1.0mm corner on a print, and you force us to drop from a rigid 10mm rougher down to a fragile 2mm long-reach micro-end mill. Tool stiffness scales with the fourth power of its diameter (d^4). That 2mm tool has 625 times less stiffness than a standard 10mm cutter.
Stiffness drop = (10)^4 / (2)^4 = 10000 / 16 = 625x less rigid
To prevent the tool from snapping like a toothpick, our operators have to choke the feed rate down to a sluggish 150mm/min. If you let us open that corner to R2.5mm (allowing a 4mm mill), we can run faster tool paths, save 55% in cycle time, and eliminate tool deflection that ruins wall finishes.
-
Rule of thumb: Keep R≥1.1×Rtool. This gives the cutter breathing room in the corner, preventing a sudden spike in tool engagement from 90 to 180 degrees that causes intense vibration and micro-chipping.
2. Pockets, Aspect Ratios, and Thin-Wall Resonance
Deep, narrow slots invite trouble. When the pocket depth-to-diameter ratio crosses L/D>4, standard carbide tooling deflects under lateral cutting forces according to the classic cantilever beam equation:
To counter this deflection (> 0.012mm), we must slow down machine operations or use expensive, long-reach tapered neck tools. Keep roughing depths within 3×D. For deep cavities, design a stepped pocket or split the part into a multi-piece assembly.
Vibration also plagues thin walls. Machining aluminum (like AL6061-T6) below 0.8mm releases internal stresses and causes the metal to push away from the cutter. This leaves a wavy surface or cracks the material.
To bypass this without adding process cost, we use a progressive step-down method on the floor. We alternate cuts on both sides, stepping down 1.5mm at a time to let the unmachined bulk act as a support. We run sharp single-flute aluminum cutters over 20,000 rpm to keep cutting forces light.
3. The Setup Trap: Why Part Rotations Drain Budgets
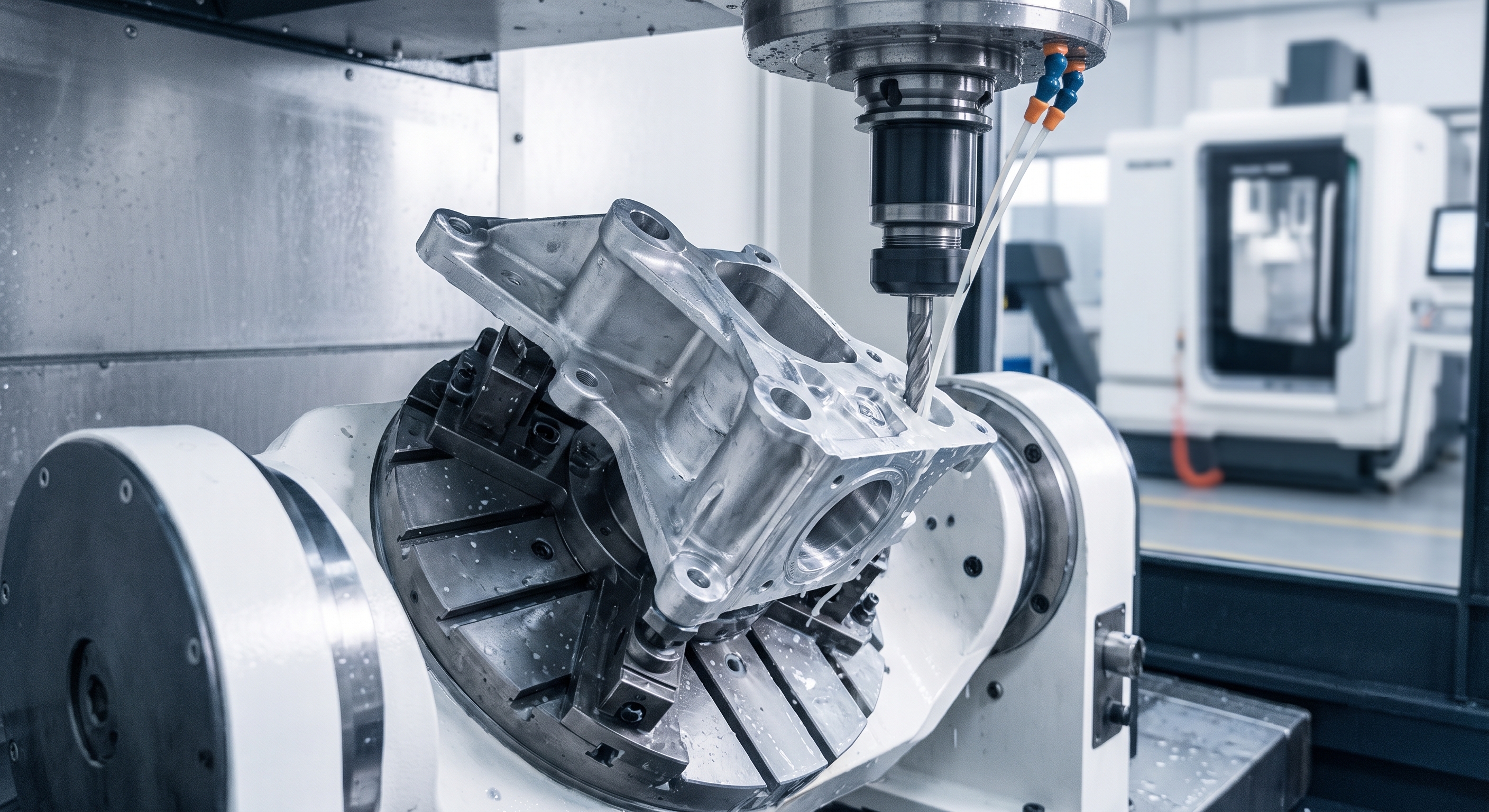
Many designers assume cost is purely about material volume. They overlook the manual labor of fixture setups and indicator alignments. Every face requiring rotation forces the machine operator to stop, unclamp, flip, re-clamp, and re-probe the workpiece coordinate system. In low-volume production, setup and alignment make up over 70% of total labor hours.
Moreover, each re-clamping introduces micro-level alignment errors that threaten cross-face geometric dimensions like perpendicularity and coaxiality.
-
Actionable DFM: Design critical mating features (locating pinholes, bearing seats) on the same axial plane.
-
Alternative: Let us run the part on our 5-axis machining centers to finish 5-sided machining in a single setup, saving you 30% in manual labor costs.
4. Blind Holes and Shallow Threads
We see this often on automotive housings: an M6 thread specified to a depth of 12mm in a blind hole that is only 14mm deep. A standard spiral flute tap cannot thread to the absolute bottom of a hole because of the chamfer lead on the tool (typically 2 to 3 pitches). Forcing the tap down compresses packed aluminum chips at the bottom, spikes cutting torque, and snaps the tool.
Minimum Drilling Depth = Usable Thread Length + (3 x Pitch)
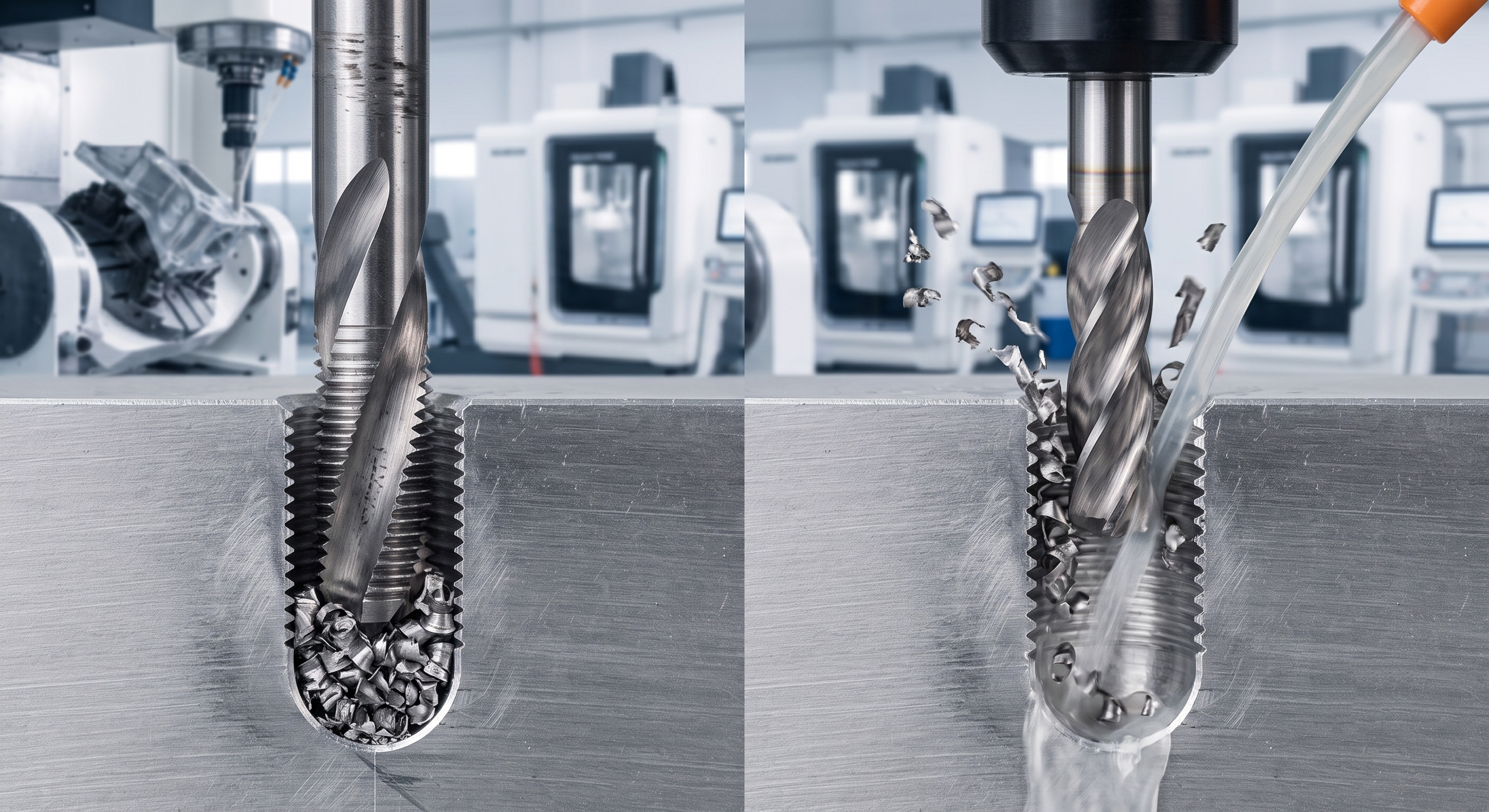
Always guarantee a drilling depth margin of at least 3×Pitch beyond the usable thread length. If structural walls are too thin for a deeper hole, we switch to CNC thread milling rather than physical tapping. Because a thread mill is smaller than the pre-drilled hole and cuts helically, pressurized coolant easily blasts chips out of the cavity, saving the part from a trapped, broken tap.
5. The Real Cost of ±0.005mm Tolerances
Over-specifying non-mating faces to ±0.005mm when a standard ±0.02mm or DIN ISO 2768-m (medium) is perfectly fine forces unnecessary manufacturing steps.
At ±0.005mm, simple milling will not work. We must introduce micro-finishing, continuous tool offset probing, or secondary cylindrical grinding. Aluminum's thermal expansion coefficient (23 ×10^{-6}/K) means a temperature drift of just 2°C in the workshop alters your part's dimensions by several microns. This forces us to run temperature-controlled setups and perform 100% inspection on our Coordinate Measuring Machine (CMM).
Shop-Floor Geometric Impact Matrix
Below are real metrics from our production floor comparing unoptimized designs with DFM-compliant variations processed on our high-speed lines.
| Geometric Feature | Unoptimized Design | DFM Optimized Design | Cycle Time Impact | Scrap Rate | Cost Reduction % |
| Internal Corner Radius |
R 1.0mm (Depth: 25mm) |
R 2.5mm (Using 4mm Mill) |
Reduced by 55% |
From 6.2% to 0.1% |
34.5%
|
| Pocket Aspect Ratio |
L/D = 6:1 (Deep Slot) |
L/D = 3.5:1 (Stepped Pocket) |
Reduced by 40% |
From 4.5% to 0.0% |
28.0%
|
| Dimensional Tolerance |
±0.005mm (Linear) |
±0.020mm (ISO 2768-m) |
Reduced by 65% |
From 8.8% to 0.3% |
42.0%
|
| Blind Hole Threading |
M5 Thread to Bottom |
M5 + 2.5mm Drill Clearance |
Reduced by 15% |
From 3.1% to 0.0% |
12.5%
|
FAQs
Q1: Why not just use a smaller tool to clear tight corners?
A: Because tool rigidity drops exponentially (d^4). Forcing a tiny 2mm cutter into a deep corner means it will flex, drift, and rub against the wall instead of shearing the metal, which ruins the surface finish and triggers premature tool breakage.ol paths, save 55% in cycle time, and completely eliminate tool deflection that ruins wall finishes.
Q2: What if our design absolutely requires thin walls under 0.8mm?
A: We must implement "step-down" support. We never mill one side to final thickness first; instead, we machine both sides in shallow 1.5mm steps, letting the thicker unmachined metal below absorb the cutting forces and vibrations.
Q3: How do setup orientations impact the final part's geometric tolerance?
A: Every time we flip a part, micro-level alignment errors creep in. If critical matching features are on different planes, achieving tight perpendicularity or coaxiality becomes highly risky and expensive due to these cumulative stacking errors.
Design critical mating features (locating pinholes, bearing seats) on the same axial plane. Alternatively, let us run the part on our 5-axis machining centers to finish 5-sided machining in a single setup, saving you 30% in manual labor costs.
Q4: Can we use thread milling for all blind holes instead of tapping?
A: Yes, and we prefer it for shallow holes. A thread mill is smaller than the pre-drilled hole and cuts helically, letting pressurized coolant easily blast chips out of the cavity, eliminating the risk of a broken tap ruining the part.
Q5: How does material choice affect these DFM rules?
A: Harder metals like 316 stainless steel or titanium amplify every DFM error. A tight corner or deep pocket that is merely slow to machine in aluminum becomes a tool-shattering, high-scrap-rate nightmare in titanium due to work hardening.
Summary
In short, shaving 30% off your CNC machining invoice does not mean compromising on your product's functional performance; it simply means aligning your CAD geometry with the physical limits of our cutting tools. By making minor adjustments to corner radii, keeping cavity depths within practical aspect ratios, minimizing setup rotations, and using realistic tolerances like DIN ISO 2768-m, you directly eliminate tool deflection, broken taps, and wasted machine setups. DFM is not about lowering your standards—it is about designing out the manufacturing friction that unnecessarily inflates your production bill.
Before releasing your next RFQ to Ningbo Liqin Industrial & Trading Co., Ltd., open up those internal radii, check your linear tolerances against ISO 2768-m, and verify your blind hole clearance. Send us the updated CAD files, and watch your machining invoices drop while your parts arrive faster and ready for assembly.
Contact Information
Disclaimer
The technical advice, machining parameters, and cost-reduction data presented in this article are based on standard industry practices and typical shop-floor outcomes at Ningbo Liqin Industrial & Trading Co., Ltd. Because every custom project involves unique geometric constraints, operating environments, and material behaviors, this content is intended for informational and design-reference purposes only. It does not constitute a formal engineering guarantee or contractual technical binding. All active designs should undergo a formal DFM review by our engineering team prior to production.