
Material selection directly dictates the service life, operational safety, and overall assembly cost of high-stress industrial components. For years, design and procurement teams have faced a classic material dilemma for extreme-load, thermal-fatigue, and corrosive applications: titanium alloy or high-grade stainless steel?
Key Takeaways
-
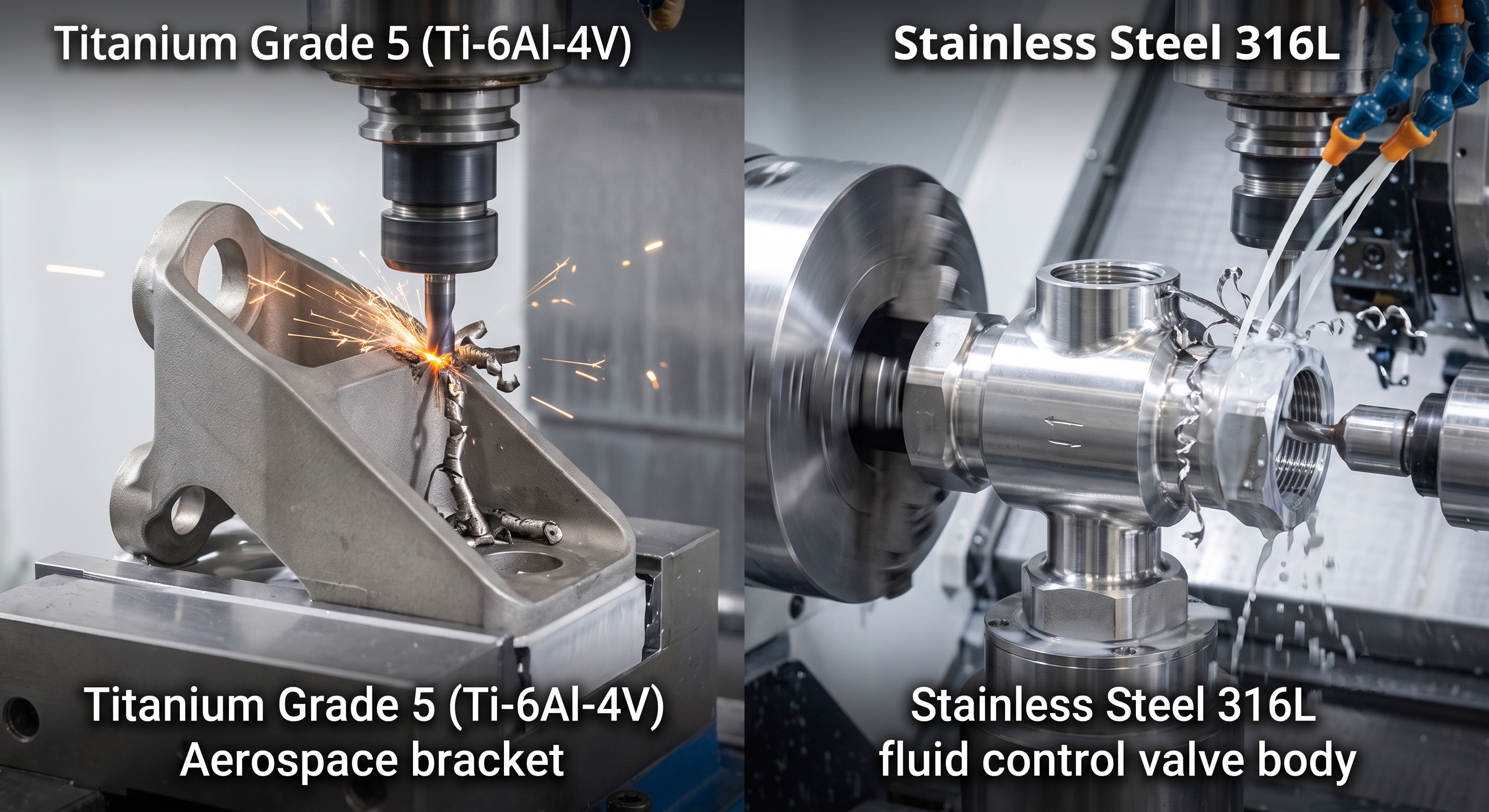
Titanium (Ti-6Al-4V Grade 5) excels in strength-to-weight ratios and high-temperature environments, but demands specialized, low-velocity rigid cutting setups to avoid structural heat damage. This alloy generates concentrated cutting heat and is prone to thermal deformation. Only customized low-speed, high-rigidity machining processes can preserve its structural integrity and precision.
-
Stainless Steel (SS316L & 17-4 PH) provides excellent cost-efficiency and superior absolute shear strength, making it the industry benchmark for heavy industrial equipment and food processing fluid lines. Compared with titanium alloys, these stainless steel grades feature stable mechanical properties and lower processing costs, ideal for high-load, corrosion-resistant industrial scenarios.
-
Tool Deflection Management is Critical: Titanium's low modulus of elasticity causes it to flex away from the cutting tool during processing. To lock in precise ±0.01 mm dimensional tolerances, we adopt optimized aggressive feed rates and ultra-rigid clamping fixtures to suppress workpiece deflection and eliminate dimensional deviation.
-
Surface Integrity Rules Lifespan: High-stress industrial components rely entirely on flawless surface quality for long service life. All critical load-bearing parts require a finished surface roughness of Ra ≤ 0.8 μm. We highly recommend post-machining stress-relief annealing or electropolishing to erase microscopic surface strains and prevent subsequent stress cracking.
Why Trust Our Engineering Guide? Hands-on CNC Manufacturing Expertise

Most online articles simplify CNC machining as a standard set-and-run process. They overlook the real cutting physics and dynamic machining variations that actually decide part quality. Our shop operates differently. We align every engineering and production procedure with ISO 9001:2015 and aerospace-level quality standards.
When we confirm a part is fully machinable per your drawings, it means the entire process route is traceable, monitored, and finally verified by professional CMM inspection.
We have delivered more than 45,000 high-stress precision components across diverse industrial scenarios. Our production portfolio covers aerospace thermal-cycle brackets and 24/7 continuous-duty food-grade dosing valves.
Process and Mechanical Comparison: Titanium Grade 5 vs. Industrial Stainless Steels
The inherent machinability of an alloy directly impacts machine cycle times and final component cost. Every alloy cuts differently, shifting your runtime and total manufacturing expense. Titanium holds very low thermal conductivity. Heat built up during milling or turning cannot escape via metal chips; all high temperature lingers on the cutter edge and wears tools fast. Stainless steels, particularly precipitation-hardening grades like 17-4 PH, work-harden rapidly. Slow feed rates will form a hard surface layer on the workpiece and worsen tool abrasion drastically.
| Evaluation Metric | Titanium Grade 5 (Ti-6Al-4V) | Stainless Steel 316L | Stainless Steel 17-4 PH |
| Tensile Strength (Yield) | ≥ 880 MPa | ≥ 290 MPa | ≥ 1000 MPa (H900 condition) |
| Density (Weight Impact) | 4.43 g/cm³ (Lightweight) | 8.00 g/cm³ (Heavy) | 7.75 g/cm³ (Heavy) |
| Cutting Velocity ($V_c$) | Low (45 – 60 m/min) | Moderate (120 – 160 m/min) | Low-Moderate (70 – 100 m/min) |
| Achievable CNC Tolerance | ±0.010 mm (Requires high rigidity) | ±0.005 mm (Highly stable) | ±0.008 mm (Post-heat treat control) |
| Corrosion Resistance | Exceptional (Chloride & acid immune) | Excellent (Pitting resistant, food grade) | Good (Industrial atmospheric resistant) |
| Relative Machining Cost | High (approx. 2.5x – 3x of SS316) | Baseline (Standard industrial benchmark) | Moderate-High (Due to tool wear) |
📌 Engineering Insight: Choosing Titanium solely based on its "premium" reputation is a common B2B procurement pitfall. Many buyers pick titanium blindly just for its high-end label. If your equipment does not demand lightweight design — such as fixed food production equipment or heavy oil and gas manifolds — 17-4 PH and SS316L deliver matching or even better yield strength. Their overall processing cost stays under half of titanium’s.
How Automated DFM Optimizes Machined Components
Most cost inflation in precision machining stems from component designs that are non-optimized for traditional CNC cutting tool geometries. Many original models fail to fit standard cutter shapes, driving up tool loss and processing hours. Tweaking basic structural limits on your 3D STEP files cuts vibration chatter and slows tool abrasion, slashing overall production costs by as much as 30%.
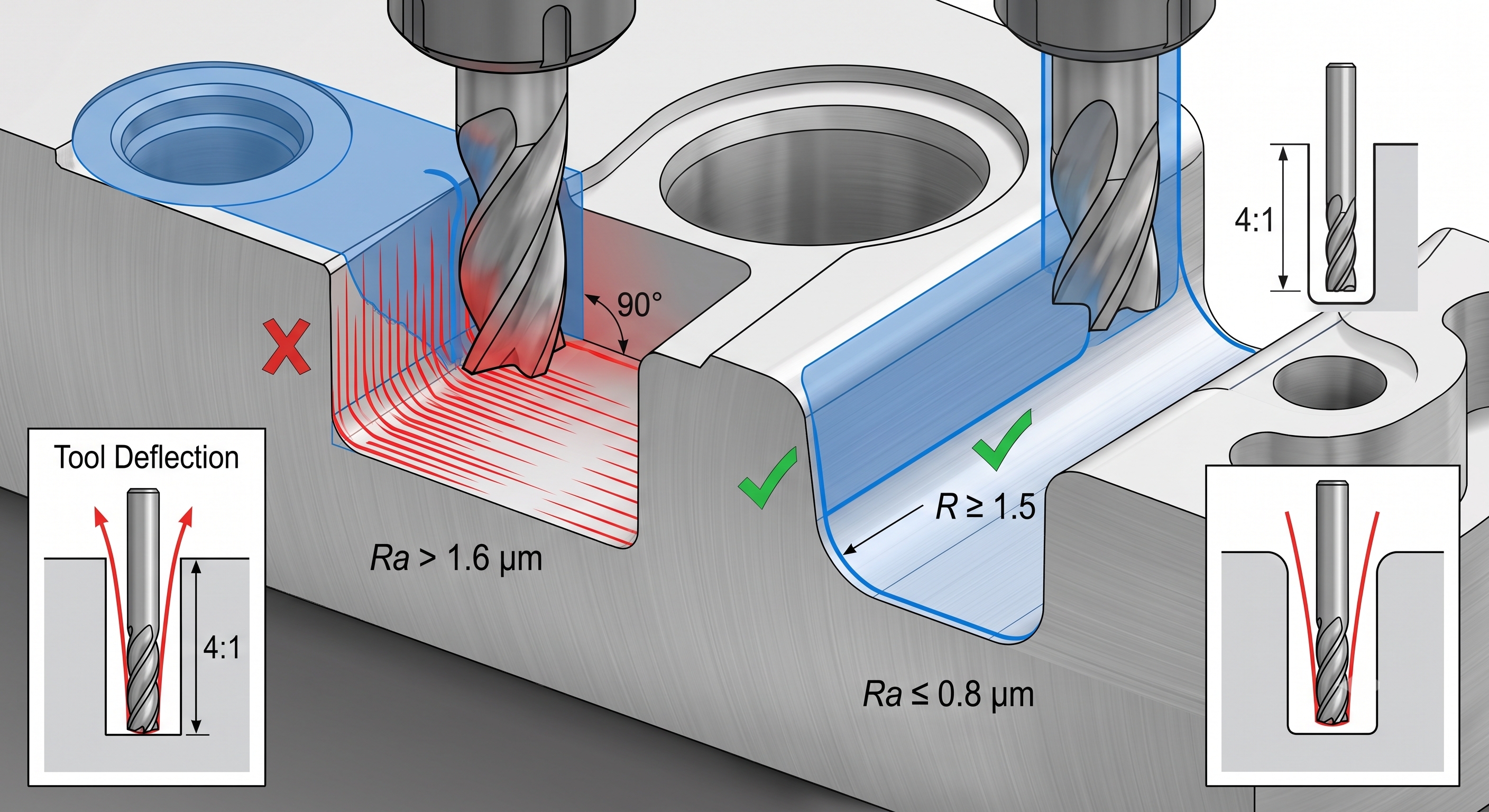
1. Internal Corner Radius Design
CNC milling cutters are inherently cylindrical. Sharp internal 90° corners can’t be finished with standard mills, so extra EDM work becomes mandatory — machining time will nearly double.
Set your internal corner radius larger than 1.5× cutter radius on all drawings. The tool runs along smooth continuous paths without frequent dwells, cutting concentrated heat and workpiece deformation effectively.
2. Limiting Aspect Ratios for Deep Cavities
Deep, narrow slots require long-overhang end mills for full-depth machining. Based on years of precision machining experience, we adhere to a reliable depth-to-diameter ratio standard: the maximum pocket depth is 4 times the tool diameter for stainless steel, and 3 times for titanium alloy.
FAQs
1. Why does CNC machining Titanium cost so much more than Stainless Steel?
Titanium’s high machining cost mainly stems from its low thermal conductivity and low elasticity. It retains cutting heat extremely well, so friction heat accumulates heavily on the tool edge instead of dissipating with chips, resulting in fast and severe tool wear. Meanwhile, its elastic characteristic causes obvious material spring-back and tool deflection. To stabilize precision, we have to adopt lower cutting speeds, high-rigidity fixturing and dedicated carbide tools, which greatly prolongs machining cycle times and pushes up production costs.
2. Can Stainless Steel components be used as direct, lower-cost drop-in replacements for Titanium parts?
Yes, stainless steel can serve as a cost-effective drop-in alternative, but only for non-weight-critical scenarios. Precipitation-hardened grades like 17-4 PH (H900 condition) deliver a yield strength of ≥1000 MPa, outperforming Grade 5 titanium’s ≥880 MPa. However, stainless steel is approximately 75% heavier. It is an ideal budget-friendly replacement for stationary machinery, fluid valves and heavy industrial components, yet unsuitable for aerospace structural parts and high-speed rotating components that require lightweight performance.
3. What is the best surface post-processing method to improve the fatigue life of high-stress Stainless Steel and Titanium parts?
Different targeted post-processing methods apply to the two materials. For titanium parts, shot peening or stress-relief annealing effectively eliminates CNC-induced residual tensile stress, strengthening fatigue resistance. For stainless steel — especially sanitary 316L for fluid pipeline systems — electropolishing is the optimal solution. It removes microscopic surface peaks and tool marks to achieve a ultra-smooth surface of Ra ≤ 0.4 μm, eliminating micro-notch stress concentration and preventing micro-crack initiation under cyclic loads.
4. How does our factory prevent tool chatter when milling deep slots in Titanium Grade 5?
To combat tool chatter caused by Titanium’s low damping capacity, our CNC machining facility utilizes variable-helix end mills and specialized trochoindal milling techniques. This reduces radial tool engagement while maintaining a high axial depth of cut. Furthermore, we employ hydraulic chucks and high-pressure through-spindle cooling (>70 bar) to instantly evacuate chips and stabilize the cutting zone, ensuring strict dimensional tolerances.
5. What standard manufacturing formats do you accept for automated DFM analysis and quoting?
Streamlining Your Procurement Workflow with Automated DFM Analysis
To eliminate back-and-forth email loops that delay production by weeks, our smart factory leverages automated Design for Manufacturability (DFM) audits. Upon receiving your 3D CAD files (STEP, IGS, or X_T), our engineers analyze the geometries within 2 hours to spot un-machinable features, tight tolerance mismatches, and material inefficiencies.
By conducting proactive digital DFM reviews before manufacturing begins, 87% of initial drawing errors are corrected on the first iteration. This streamlined workflow reduces standard lead times from the industry average of 14 days down to just 5 to 7 business days, providing quick-turn commercial CNC quotes with full cost transparency.
Conclusion: Balancing Performance and Procurement Budgets
Maximizing the lifespan of high-stress industrial components does not inherently require choosing the most expensive alloy. While Titanium Grade 5 remains irreplaceable for aerospace and high-temperature medical applications due to its unmatched strength-to-weight profile, precision-engineered Stainless Steels like 17-4 PH and 316L frequently offer a more cost-effective, rigid alternative for heavy machinery and sanitary fluid lines.
The true differentiator in multi-axis CNC manufacturing lies in proactive engineering optimization. By aligning your component geometries with standardized cutting tool paths and leveraging automated DFM protocols during the earliest quoting stages, you can eliminate structural risks, secure strict dimensional tolerances, and substantially accelerate your product's speed-to-market.
Contact Information
Disclaimer
All technical data, material properties and machining parameters in this article serve only as general reference. Actual machining outcomes depend on workshop equipment, coolant formulas and alloy batch differences. This content is not a performance guarantee. Engineers shall conduct independent verification and stress tests for their unique projects.