
La selección de materiales determina directamente la vida útil, la seguridad operativa y el costo total de ensamblaje de componentes industriales sometidos a altas tensiones. Durante años, los equipos de diseño y compras se han enfrentado a un dilema clásico en cuanto a materiales para aplicaciones de carga extrema, fatiga térmica y corrosión: ¿ aleación de titanio o acero inoxidable de alta calidad?
Conclusiones clave
-
El titanio (Ti-6Al-4V Grado 5) destaca por su excelente relación resistencia-peso y su resistencia a altas temperaturas, pero requiere procesos de corte especializados, de baja velocidad y alta rigidez para evitar daños estructurales por calor. Esta aleación genera calor de corte concentrado y es propensa a la deformación térmica. Solo los procesos de mecanizado personalizados, de baja velocidad y alta rigidez, pueden preservar su integridad estructural y precisión.
-
El acero inoxidable (SS316L y 17-4 PH) ofrece una excelente relación costo-beneficio y una resistencia al corte absoluta superior, lo que lo convierte en el referente del sector para equipos industriales pesados y líneas de fluidos en el procesamiento de alimentos. En comparación con las aleaciones de titanio, estos grados de acero inoxidable presentan propiedades mecánicas estables y menores costos de procesamiento, ideales para entornos industriales de alta carga y resistentes a la corrosión.
-
La gestión de la deflexión de la herramienta es fundamental: el bajo módulo de elasticidad del titanio provoca que se flexione separándose de la herramienta de corte durante el proceso. Para lograr tolerancias dimensionales precisas de ±0,01 mm , utilizamos velocidades de avance optimizadas y agresivas, así como dispositivos de sujeción ultrarrígidos que minimizan la deflexión de la pieza y eliminan la desviación dimensional.
-
La integridad superficial es clave para la vida útil: Los componentes industriales sometidos a altas tensiones dependen por completo de una calidad superficial impecable para una larga vida útil. Todas las piezas críticas que soportan carga requieren una rugosidad superficial final de Ra ≤ 0,8 μm. Recomendamos encarecidamente un recocido de alivio de tensiones o un electropulido posterior al mecanizado para eliminar las tensiones superficiales microscópicas y prevenir el agrietamiento por tensión.
¿Por qué confiar en nuestra guía de ingeniería? Experiencia práctica en fabricación CNC.

La mayoría de los artículos en línea simplifican el mecanizado CNC como un proceso estándar de configuración y funcionamiento. Ignoran la física real del corte y las variaciones dinámicas del mecanizado que, en última instancia, determinan la calidad de la pieza. En nuestro taller, trabajamos de manera diferente. Alineamos cada procedimiento de ingeniería y producción con la norma ISO 9001:2015 y los estándares de calidad aeroespaciales.
Cuando confirmamos que una pieza es totalmente mecanizable según sus planos, significa que todo el proceso es rastreable, supervisado y, finalmente, verificado mediante una inspección profesional con máquina de medición por coordenadas (CMM).
Hemos suministrado más de 45 000 componentes de precisión sometidos a altas exigencias en diversos sectores industriales. Nuestra cartera de productos abarca soportes para ciclos térmicos aeroespaciales y válvulas dosificadoras de grado alimenticio para funcionamiento continuo 24/7.
Comparación de procesos y propiedades mecánicas: Titanio grado 5 frente a aceros inoxidables industriales
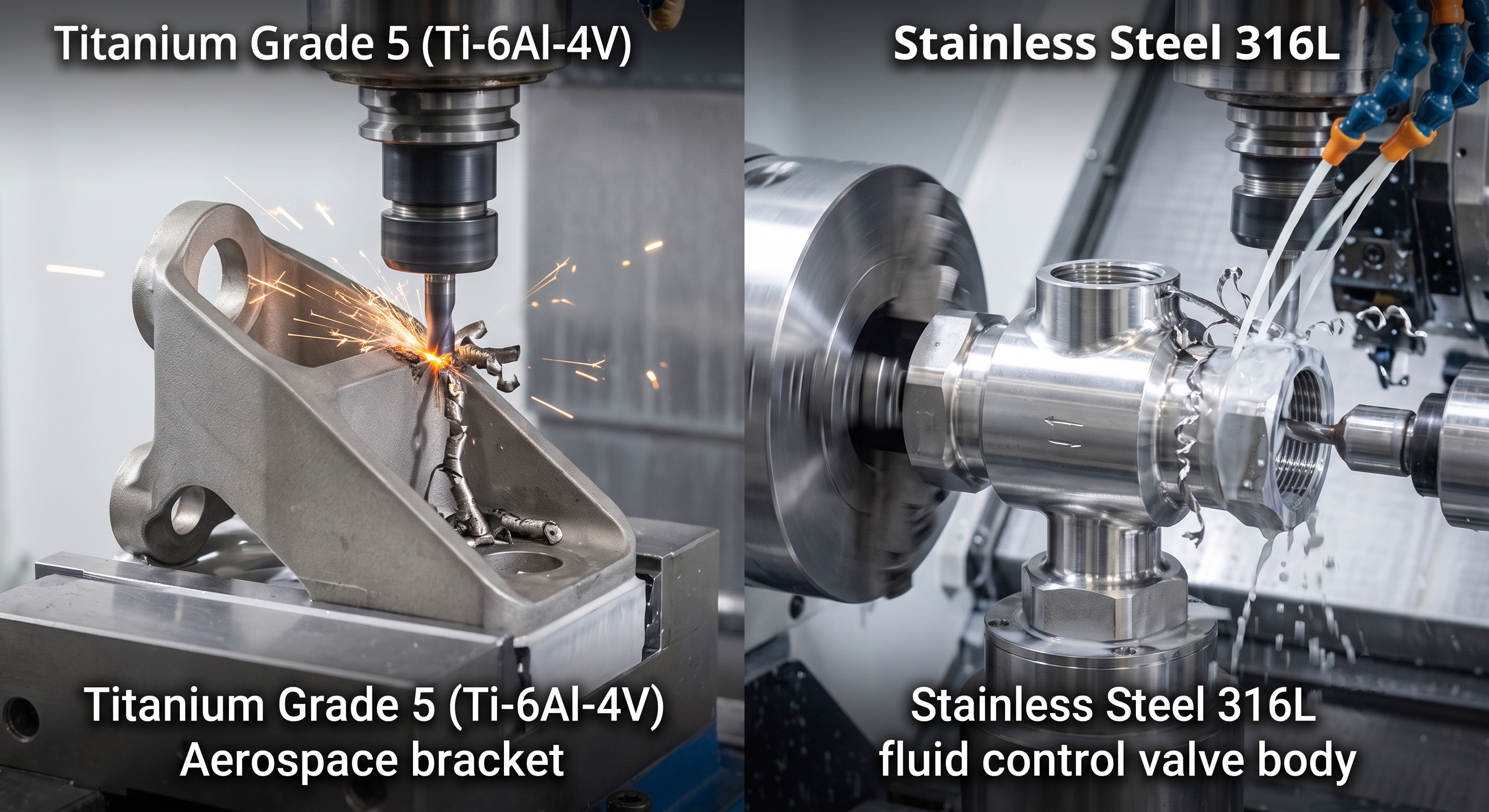
La maquinabilidad inherente de una aleación influye directamente en los tiempos de ciclo de la máquina y en el costo final del componente. Cada aleación se corta de manera diferente, lo que modifica el tiempo de operación y el costo total de fabricación. El titanio tiene una conductividad térmica muy baja. El calor acumulado durante el fresado o el torneado no puede disiparse mediante virutas metálicas; toda la alta temperatura permanece en el filo de la herramienta y la desgasta rápidamente. Los aceros inoxidables , en particular los de endurecimiento por precipitación como el 17-4 PH, se endurecen rápidamente por deformación. Las velocidades de avance lentas forman una capa superficial dura en la pieza de trabajo y empeoran drásticamente la abrasión de la herramienta.
| Métrica de evaluación | Titanio grado 5 (Ti-6Al-4V) | Acero inoxidable 316L | Acero inoxidable 17-4 PH |
| Resistencia a la tracción (límite elástico) | ≥ 880 MPa | ≥ 290 MPa | ≥ 1000 MPa (condición H900) |
| Densidad (Impacto del peso) | 4,43 g/cm³ (Ligero) | 8,00 g/cm³ (Pesado) | 7,75 g/cm³ (Pesado) |
| Velocidad de corte ( $V_c$ ) | Baja (45 – 60 m/min) | Moderada (120 – 160 m/min) | Velocidad baja-moderada (70 – 100 m/min) |
| Tolerancia CNC alcanzable | ±0,010 mm (Requiere alta rigidez) | ±0,005 mm (Altamente estable) | ±0,008 mm (Control posterior al tratamiento térmico) |
| Resistencia a la corrosión | Excepcional (inmune al cloruro y al ácido) | Excelente (resistente a la corrosión, apto para uso alimentario) | Bueno (resistente a la atmósfera industrial) |
| Costo relativo de mecanizado | Alto (aproximadamente 2,5x – 3x de SS316) | Línea base (referencia industrial estándar) | Moderado-Alto (Debido al desgaste de la herramienta) |
📌 Consejo de ingeniería: Elegir titanio basándose únicamente en su reputación de "alta gama" es un error común en las compras B2B. Muchos compradores lo eligen a ciegas solo por su etiqueta de lujo. Si su equipo no requiere un diseño ligero, como en el caso de equipos fijos para la producción de alimentos o colectores pesados para petróleo y gas, el acero inoxidable 17-4 PH y el SS316L ofrecen una resistencia a la fluencia igual o incluso superior. Su coste total de procesamiento es inferior a la mitad del del titanio.
Cómo el DFM automatizado optimiza los componentes mecanizados
La mayor parte del aumento de costes en el mecanizado de precisión se debe a diseños de componentes que no están optimizados para las geometrías de las herramientas de corte CNC tradicionales. Muchos modelos originales no se ajustan a las formas de fresa estándar, lo que incrementa el desgaste de la herramienta y las horas de procesamiento. Ajustar los límites estructurales básicos de los archivos STEP 3D reduce las vibraciones y la abrasión de la herramienta, disminuyendo los costes generales de producción hasta en un 30 %.
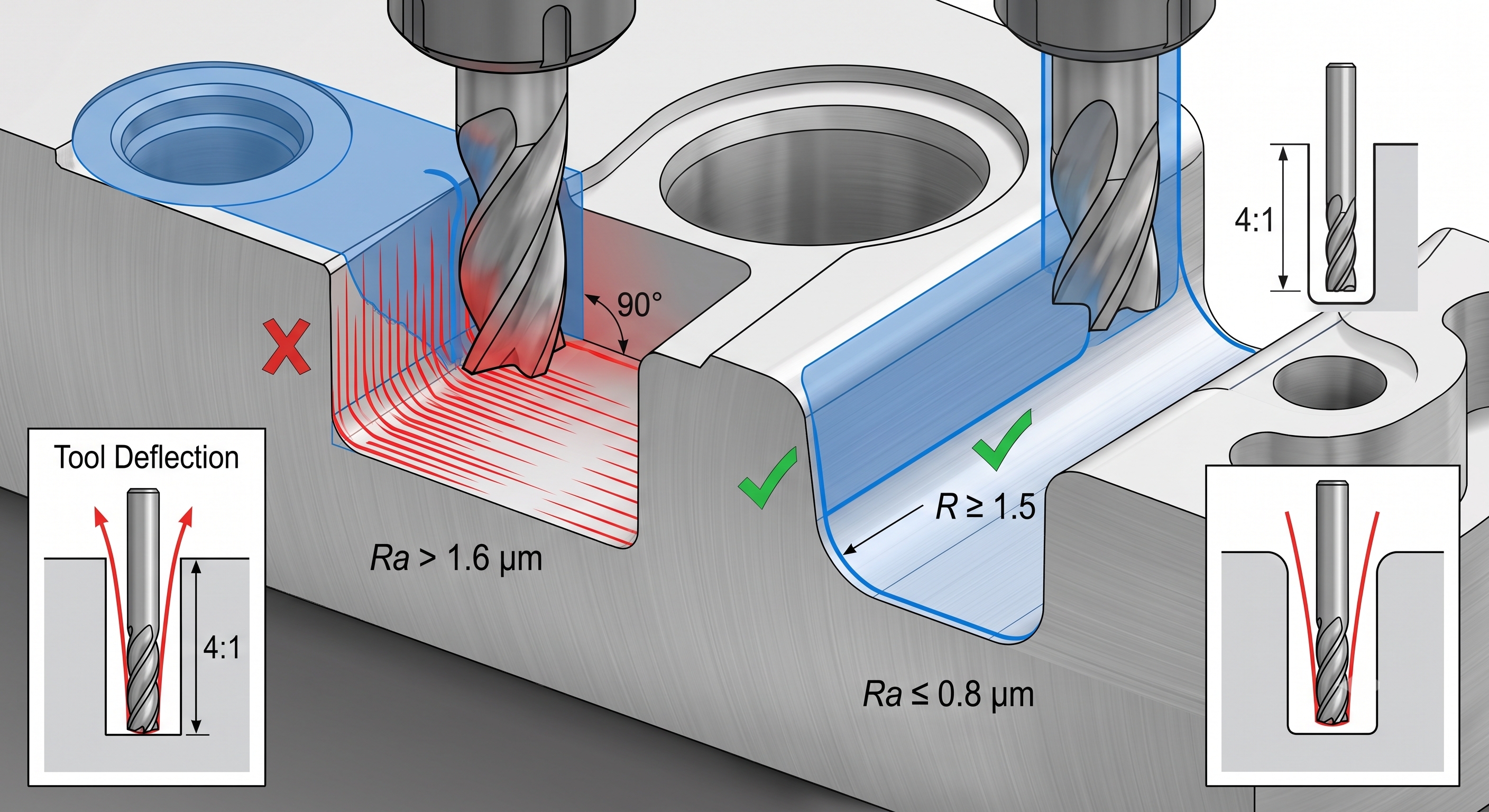
1. Diseño de radio de esquina interna
Las fresas CNC son inherentemente cilíndricas. Las esquinas internas afiladas de 90° no se pueden mecanizar con fresas estándar, por lo que se requiere un trabajo adicional de electroerosión, lo que prácticamente duplica el tiempo de mecanizado.
Configure el radio de la esquina interna a un valor superior a 1,5 veces el radio de la fresa en todos los planos. La herramienta se desplaza a lo largo de trayectorias suaves y continuas sin paradas frecuentes, cortando eficazmente el calor concentrado y la deformación de la pieza.
2. Limitación de las relaciones de aspecto para cavidades profundas
Las ranuras profundas y estrechas requieren fresas de extremo con voladizo largo para un mecanizado de profundidad completa. Basándonos en años de experiencia en mecanizado de precisión, nos adherimos a un estándar fiable de relación profundidad-diámetro: la profundidad máxima de la cavidad es 4 veces el diámetro de la herramienta para acero inoxidable y 3 veces para aleación de titanio.
Haz clic aquí para tu consulta 👆
Preguntas frecuentes
1. ¿Por qué el mecanizado CNC del titanio es mucho más caro que el del acero inoxidable?
El elevado coste de mecanizado del titanio se debe principalmente a su baja conductividad térmica y escasa elasticidad. Retiene el calor de corte de forma excepcional, por lo que el calor de fricción se acumula en el filo de la herramienta en lugar de disiparse con las virutas, lo que provoca un desgaste rápido y severo. Además, su elasticidad causa una notable recuperación elástica del material y una deformación de la herramienta. Para estabilizar la precisión, es necesario adoptar velocidades de corte más bajas, fijaciones de alta rigidez y herramientas de carburo específicas, lo que prolonga considerablemente los tiempos de ciclo de mecanizado y eleva los costes de producción.
2. ¿Se pueden utilizar componentes de acero inoxidable como sustitutos directos y de menor coste de las piezas de titanio?
Sí, el acero inoxidable puede ser una alternativa rentable, pero solo para aplicaciones donde el peso no es un factor crítico. Los grados endurecidos por precipitación, como el 17-4 PH (H900), ofrecen una resistencia a la fluencia de ≥1000 MPa, superando los ≥880 MPa del titanio de grado 5. Sin embargo, el acero inoxidable es aproximadamente un 75 % más pesado. Es un reemplazo ideal y económico para maquinaria estacionaria, válvulas de fluidos y componentes industriales pesados, pero no es adecuado para piezas estructurales aeroespaciales ni componentes giratorios de alta velocidad que requieren un rendimiento ligero.
3. ¿Cuál es el mejor método de postprocesamiento de superficie para mejorar la vida útil a la fatiga de piezas de acero inoxidable y titanio sometidas a altas tensiones?
Para ambos materiales se aplican diferentes métodos de postprocesamiento específicos. En el caso de las piezas de titanio, el granallado o el recocido de alivio de tensiones eliminan eficazmente las tensiones residuales de tracción inducidas por el mecanizado CNC , mejorando así la resistencia a la fatiga. Para el acero inoxidable, especialmente el 316L sanitario utilizado en sistemas de tuberías de fluidos, el electropulido es la solución óptima. Este proceso elimina las microestructuras superficiales y las marcas de herramientas para lograr una superficie ultrasuave con una rugosidad superficial Ra ≤ 0,4 μm, eliminando la concentración de tensiones en microhendiduras y previniendo la formación de microfisuras bajo cargas cíclicas.
4. ¿Cómo evita nuestra fábrica la vibración de la herramienta al fresar ranuras profundas en titanio de grado 5?
Para combatir las vibraciones de la herramienta causadas por la baja capacidad de amortiguación del titanio, nuestra planta de mecanizado CNC utiliza fresas de extremo de hélice variable y técnicas especializadas de fresado troconal. Esto reduce el contacto radial de la herramienta al tiempo que mantiene una alta profundidad de corte axial. Además, empleamos mandriles hidráulicos y refrigeración a través del husillo a alta presión (> 70 bar ) para evacuar instantáneamente las virutas y estabilizar la zona de corte, garantizando así estrictas tolerancias dimensionales. .
5. ¿Qué formatos de fabricación estándar aceptan para el análisis y la elaboración de presupuestos DFM automatizados?
Optimice su flujo de trabajo de adquisiciones con el análisis DFM automatizado.
Para eliminar los intercambios interminables de correos electrónicos que retrasan la producción durante semanas, nuestra fábrica inteligente utiliza auditorías automatizadas de Diseño para la Fabricación (DFM). Al recibir sus archivos CAD 3D (STEP, IGS o X_T), nuestros ingenieros analizan las geometrías en un plazo de 2 horas para detectar características imposibles de mecanizar, discrepancias en las tolerancias y deficiencias en el uso de materiales.
Al realizar revisiones digitales proactivas de DFM antes de que comience la fabricación, el 87 % de los errores iniciales de los planos se corrigen en la primera iteración . Este flujo de trabajo optimizado reduce los plazos de entrega estándar del promedio de la industria de 14 días a tan solo 5 a 7 días hábiles , lo que permite obtener cotizaciones comerciales de CNC con rapidez y total transparencia de costos.
Haz clic aquí para tu consulta 👆
Conclusión: Equilibrio entre los presupuestos de rendimiento y de adquisiciones.
Para maximizar la vida útil de los componentes industriales sometidos a altas tensiones, no es necesario elegir la aleación más cara. Si bien el titanio de grado 5 sigue siendo insustituible para aplicaciones aeroespaciales y médicas de alta temperatura debido a su inigualable relación resistencia-peso, los aceros inoxidables de ingeniería de precisión, como el 17-4 PH y el 316L, suelen ofrecer una alternativa más rentable y rígida para maquinaria pesada y tuberías de fluidos sanitarios.
La clave del éxito en la fabricación CNC multieje reside en la optimización proactiva de la ingeniería. Al alinear las geometrías de los componentes con trayectorias de corte estandarizadas y aprovechar los protocolos DFM automatizados durante las primeras fases de cotización, se pueden eliminar los riesgos estructurales, garantizar tolerancias dimensionales estrictas y acelerar considerablemente el lanzamiento del producto al mercado.
Información del contacto
Descargo de responsabilidad
Todos los datos técnicos, propiedades de los materiales y parámetros de mecanizado que se presentan en este artículo son solo de referencia general. Los resultados reales del mecanizado dependen del equipo del taller, las fórmulas del refrigerante y las diferencias entre lotes de aleación. Este contenido no constituye una garantía de rendimiento. Los ingenieros deberán realizar verificaciones independientes y pruebas de resistencia para sus proyectos específicos.