
Le choix des matériaux détermine directement la durée de vie, la sécurité d'exploitation et le coût global d'assemblage des composants industriels soumis à de fortes contraintes. Depuis des années, les équipes de conception et d'approvisionnement sont confrontées à un dilemme classique concernant les matériaux pour les applications à charges extrêmes, à fatigue thermique et à corrosion : alliage de titane ou acier inoxydable de haute qualité ?
Points clés à retenir
-
Le titane (Ti-6Al-4V Grade 5) présente un excellent rapport résistance/poids et une grande résistance aux hautes températures, mais exige des procédés d'usinage rigides à basse vitesse spécifiques afin d'éviter tout dommage structurel dû à la chaleur. Cet alliage génère une chaleur de coupe concentrée et est sujet à la déformation thermique. Seuls des procédés d'usinage sur mesure, à basse vitesse et haute rigidité, permettent de préserver son intégrité structurelle et sa précision.
-
L'acier inoxydable (SS316L et 17-4 PH) offre un excellent rapport coût-efficacité et une résistance au cisaillement absolue supérieure, ce qui en fait la référence du secteur pour les équipements industriels lourds et les circuits de fluides de l'industrie agroalimentaire. Comparés aux alliages de titane, ces aciers inoxydables présentent des propriétés mécaniques stables et des coûts de transformation inférieurs, ce qui les rend idéaux pour les applications industrielles exigeant une forte charge et une résistance à la corrosion.
-
La gestion de la déformation de l'outil est cruciale : le faible module d'élasticité du titane entraîne une flexion de celui-ci sous l'effet de l'outil de coupe pendant l'usinage. Afin de garantir des tolérances dimensionnelles précises de ±0,01 mm , nous utilisons des vitesses d'avance optimisées et des dispositifs de serrage ultra-rigides pour limiter la déformation de la pièce et éliminer les écarts dimensionnels.
-
L'intégrité de surface est essentielle à la durée de vie : les composants industriels soumis à de fortes contraintes dépendent entièrement d'une qualité de surface irréprochable pour une longue durée de vie. Toutes les pièces critiques supportant des charges importantes doivent présenter une rugosité de surface finie Ra ≤ 0,8 μm. Nous recommandons vivement un recuit de détente ou un électropolissage après usinage afin d'éliminer les contraintes microscopiques de surface et de prévenir la fissuration ultérieure.
Pourquoi faire confiance à notre guide d'ingénierie ? Expertise pratique en fabrication CNC

La plupart des articles en ligne simplifient l'usinage CNC en le réduisant à un processus standardisé. Ils négligent la physique réelle de la coupe et les variations dynamiques d'usinage qui déterminent pourtant la qualité des pièces. Notre atelier fonctionne différemment. Nous alignons chaque procédure d'ingénierie et de production sur la norme ISO 9001:2015 et les standards de qualité de l'industrie aérospatiale.
Lorsque nous confirmons qu'une pièce est entièrement usinable conformément à vos plans, cela signifie que l'ensemble du processus est traçable, contrôlé et finalement vérifié par une inspection CMM professionnelle.
Nous avons livré plus de 45 000 composants de précision soumis à de fortes contraintes dans divers secteurs industriels. Notre gamme de produits comprend des supports pour cycles thermiques destinés à l'aérospatiale et des vannes de dosage alimentaires à fonctionnement continu 24 h/24 et 7 j/7.
Comparaison des procédés et des propriétés mécaniques : Titane de grade 5 vs. Aciers inoxydables industriels
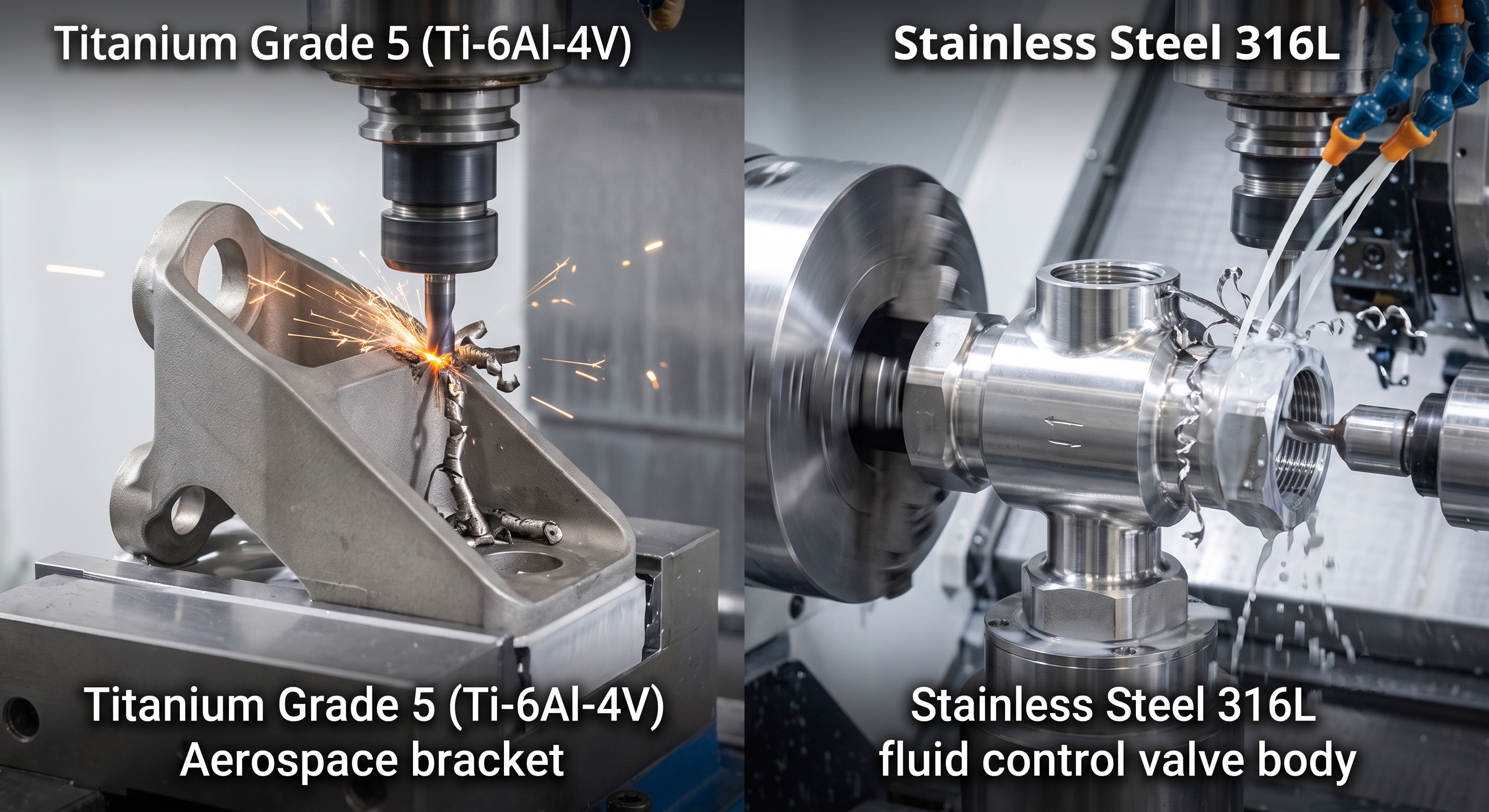
L'usinabilité intrinsèque d'un alliage influe directement sur les temps de cycle machine et le coût final de la pièce. Chaque alliage se comporte différemment en usinage, ce qui modifie la durée des cycles et le coût total de fabrication. Le titane possède une très faible conductivité thermique. La chaleur accumulée lors du fraisage ou du tournage ne peut s'évacuer par les copeaux ; la température reste élevée sur l'arête de coupe et use rapidement les outils. Les aciers inoxydables , en particulier les nuances à durcissement structural comme le 17-4 PH, s'écrouissent rapidement. Des vitesses d'avance faibles entraînent la formation d'une couche superficielle dure sur la pièce et accentuent considérablement l'abrasion de l'outil.
| Métrique d'évaluation | Titane de grade 5 (Ti-6Al-4V) | Acier inoxydable 316L | Acier inoxydable 17-4 PH |
| Résistance à la traction (limite d'élasticité) | ≥ 880 MPa | ≥ 290 MPa | ≥ 1000 MPa (condition H900) |
| Densité (Impact du poids) | 4,43 g/cm³ (Léger) | 8,00 g/cm³ (Lourd) | 7,75 g/cm³ (Lourd) |
| Vitesse de coupe ( $V_c$ ) | Faible (45 – 60 m/min) | Modérée (120 – 160 m/min) | Faible à modérée (70 – 100 m/min) |
| Tolérance CNC réalisable | ±0,010 mm (Nécessite une rigidité élevée) | ±0,005 mm (Très stable) | ±0,008 mm (Contrôle après traitement thermique) |
| résistance à la corrosion | Exceptionnel (Immunité au chlorure et à l'acide) | Excellent (Résistant aux piqûres, qualité alimentaire) | Bon (Résistant aux intempéries industrielles) |
| Coût d'usinage relatif | Haute (environ 2,5x – 3x de SS316) | Référence (norme industrielle standard) | Modérée à élevée (en raison de l'usure des outils) |
📌 Conseil d'ingénierie : Choisir le titane uniquement pour sa réputation de « haut de gamme » est une erreur fréquente dans les achats B2B. Nombreux sont les acheteurs qui optent pour le titane sans se soucier de son image prestigieuse. Si votre équipement ne requiert pas une conception légère (comme les équipements fixes de production alimentaire ou les collecteurs lourds pour l'industrie pétrolière et gazière), les aciers 17-4 PH et SS316L offrent une limite d'élasticité équivalente, voire supérieure. Leur coût de transformation global reste inférieur à la moitié de celui du titane.
Comment la conception automatisée pour la fabrication (DFM) optimise les composants usinés
L'inflation des coûts dans l'usinage de précision provient principalement de la conception de composants non optimisés pour les géométries d'outils de coupe CNC classiques. De nombreux modèles d'origine ne sont pas adaptés aux formes d'outils standard, ce qui entraîne une augmentation de l'usure des outils et des temps de traitement. L'ajustement des limites structurelles de base de vos fichiers STEP 3D permet de réduire les vibrations et l'usure des outils, diminuant ainsi les coûts de production globaux jusqu'à 30 %.
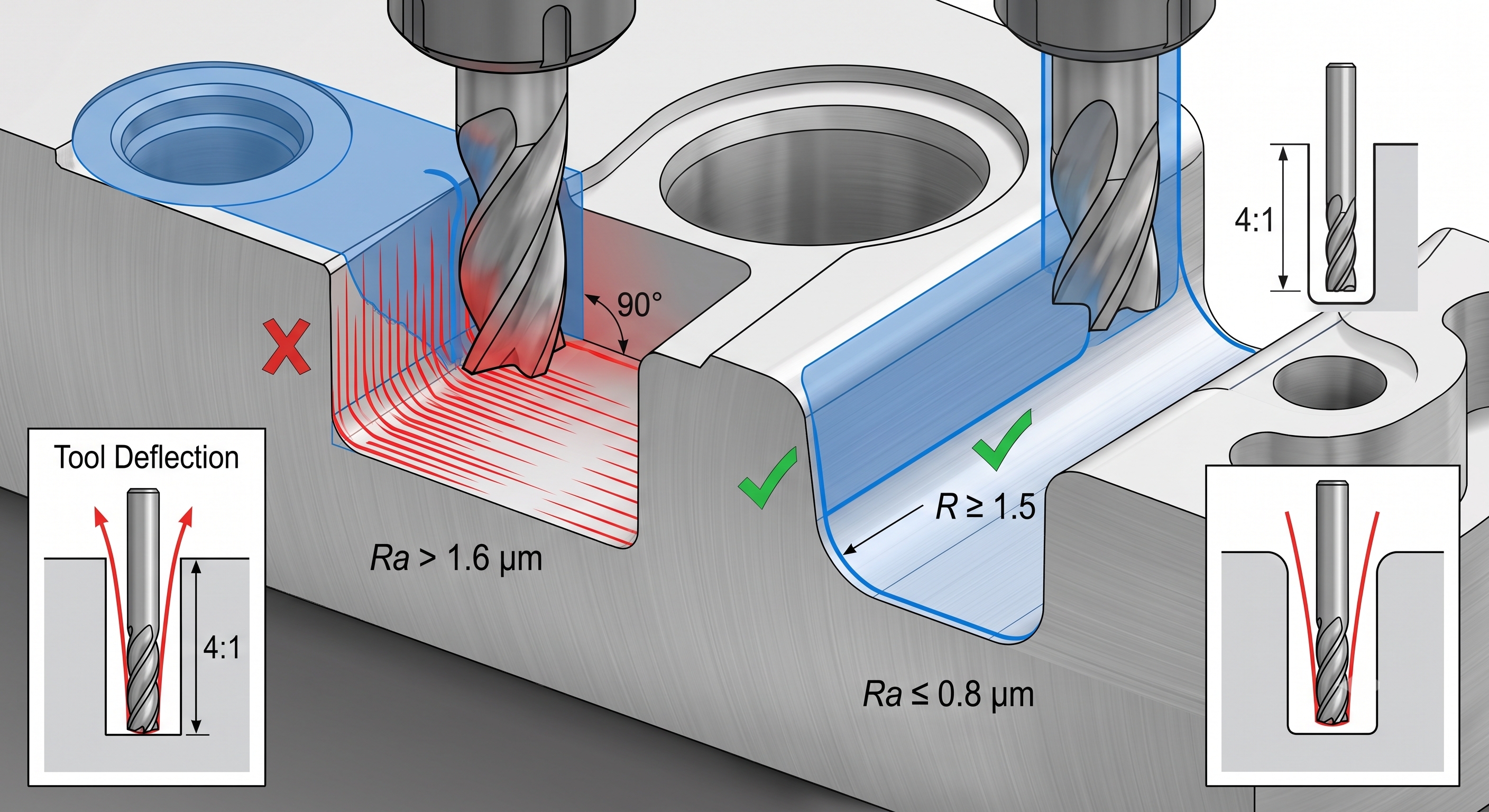
1. Conception du rayon d'angle interne
Les fraises CNC sont par nature cylindriques. Les angles internes aigus à 90° ne peuvent être réalisés avec des fraiseuses standard ; un travail d'électroérosion supplémentaire est donc indispensable, ce qui double quasiment le temps d'usinage.
Sur tous les dessins, définissez un rayon d'angle interne supérieur à 1,5 fois le rayon de l'outil de coupe. L'outil se déplace ainsi de manière fluide et continue, sans arrêts fréquents, ce qui permet d'éliminer efficacement la chaleur concentrée et les déformations de la pièce.
2. Limites des rapports d'aspect pour les cavités profondes
Pour usiner des rainures profondes et étroites, il est nécessaire d'utiliser des fraises à long porte-à-faux. Forts de nombreuses années d'expérience dans l'usinage de précision, nous appliquons une norme fiable de rapport profondeur/diamètre : la profondeur maximale de la poche est égale à quatre fois le diamètre de l'outil pour l'acier inoxydable et à trois fois pour l'alliage de titane.
Cliquez ici pour toute demande 👆
FAQ
1. Pourquoi l'usinage CNC du titane coûte-t-il beaucoup plus cher que celui de l'acier inoxydable ?
Le coût élevé d'usinage du titane est principalement dû à sa faible conductivité thermique et à sa faible élasticité. Ce matériau retient extrêmement bien la chaleur de coupe, ce qui provoque une forte accumulation de chaleur de frottement sur l'arête de coupe au lieu de sa dissipation par les copeaux, entraînant une usure rapide et importante de l'outil. Par ailleurs, son élasticité induit un retour élastique marqué et une déformation de l'outil. Pour garantir la précision, il est nécessaire d'utiliser des vitesses de coupe réduites, des montages rigides et des outils en carbure spécifiques, ce qui allonge considérablement les temps de cycle d'usinage et augmente les coûts de production.
2. Les composants en acier inoxydable peuvent-ils être utilisés comme des pièces de rechange directes et moins coûteuses pour les pièces en titane ?
Oui, l'acier inoxydable peut constituer une alternative économique et facile à utiliser, mais uniquement pour les applications où le poids n'est pas un facteur critique. Les nuances à durcissement structural, comme le 17-4 PH (état H900), offrent une limite d'élasticité supérieure ou égale à 1 000 MPa, surpassant ainsi le titane de grade 5 (≥ 880 MPa). Cependant, l'acier inoxydable est environ 75 % plus lourd. Il représente une solution idéale et économique pour les machines stationnaires, les vannes et les composants industriels lourds, mais ne convient pas aux pièces structurelles aérospatiales ni aux composants rotatifs à grande vitesse qui exigent une grande légèreté.
3. Quelle est la meilleure méthode de post-traitement de surface pour améliorer la durée de vie en fatigue des pièces en acier inoxydable et en titane soumises à de fortes contraintes ?
Différentes méthodes de post-traitement ciblées s'appliquent aux deux matériaux. Pour les pièces en titane, le grenaillage ou le recuit de détente éliminent efficacement les contraintes résiduelles de traction induites par l'usinage CNC , renforçant ainsi la résistance à la fatigue. Pour l'acier inoxydable, et plus particulièrement pour l'acier inoxydable sanitaire 316L utilisé dans les systèmes de canalisations de fluides, l'électropolissage est la solution optimale. Il élimine les aspérités microscopiques et les marques d'outils pour obtenir une surface ultra-lisse (Ra ≤ 0,4 μm), supprimant ainsi la concentration des contraintes dans les micro-entailles et prévenant l'amorçage des microfissures sous charges cycliques.
4. Comment notre usine empêche-t-elle les vibrations de l'outil lors du fraisage de rainures profondes dans du titane de grade 5 ?
Pour lutter contre les vibrations de l'outil dues à la faible capacité d'amortissement du titane, notre atelier d'usinage CNC utilise des fraises à hélice variable et des techniques de fraisage trochoindales spécialisées. Cela réduit l'engagement radial de l'outil tout en maintenant une profondeur de coupe axiale élevée. De plus, nous utilisons des mandrins hydrauliques et un refroidissement à haute pression par la broche (> 70 bar ) pour évacuer instantanément les copeaux et stabiliser la zone de coupe, garantissant ainsi des tolérances dimensionnelles strictes. .
5. Quels formats de fabrication standard acceptez-vous pour l'analyse DFM automatisée et l'établissement des devis ?
Rationalisez votre flux de travail d'approvisionnement grâce à l'analyse DFM automatisée
Pour éliminer les échanges de courriels interminables qui retardent la production de plusieurs semaines, notre usine intelligente utilise des audits automatisés de conception pour la fabrication (DFM). Dès réception de vos fichiers CAO 3D (STEP, IGS ou X_T), nos ingénieurs analysent les géométries en moins de deux heures afin de repérer les éléments non usinables, les écarts de tolérance importants et les inefficacités liées aux matériaux.
En réalisant des analyses de fabricabilité (DFM) numériques proactives avant le lancement de la production, 87 % des erreurs de dessin initiales sont corrigées dès la première itération . Ce flux de travail optimisé réduit les délais de livraison standard de 14 jours (moyenne du secteur) à seulement 5 à 7 jours ouvrés , permettant ainsi d'obtenir rapidement des devis pour l'usinage CNC commercial avec une transparence totale des coûts.
Cliquez ici pour toute demande 👆
Conclusion : Équilibrer les budgets de performance et d'approvisionnement
Pour maximiser la durée de vie des composants industriels soumis à de fortes contraintes, il n'est pas forcément nécessaire de choisir l'alliage le plus coûteux. Si le titane de grade 5 demeure irremplaçable pour les applications aérospatiales et médicales à haute température grâce à son rapport résistance/poids inégalé, les aciers inoxydables de précision comme le 17-4 PH et le 316L offrent souvent une alternative plus économique et rigide pour les machines lourdes et les circuits de fluides sanitaires.
Le véritable atout de la fabrication CNC multiaxes réside dans l'optimisation proactive de l'ingénierie. En alignant les géométries de vos composants sur des trajectoires d'outils de coupe standardisées et en tirant parti des protocoles DFM automatisés dès les premières étapes de devis, vous pouvez éliminer les risques structurels, garantir des tolérances dimensionnelles strictes et accélérer considérablement la mise sur le marché de votre produit.
Coordonnées
Clause de non-responsabilité
Toutes les données techniques, propriétés des matériaux et paramètres d'usinage présentés dans cet article sont fournis à titre indicatif uniquement. Les résultats d'usinage réels dépendent de l'équipement de l'atelier, de la formulation du liquide de refroidissement et des variations entre les lots d'alliage. Ce contenu ne constitue pas une garantie de performance. Il est recommandé aux ingénieurs de réaliser des vérifications et des essais de contrainte indépendants pour leurs projets spécifiques.