Description du produit
| chose | décrire |
| Conception/Dimensions | D'après les dessins ou échantillons du client |
| Matériel |
Aluminium : 6061, 6063, 6082, 7075, 5052, A380, etc. Acier inoxydable : SS201, SS301, SS303, SS304 (SS304 de qualité alimentaire), SS316, SS316L, SUS430, SS416 Acier : acier à faible teneur en carbone, acier au carbone, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acier allié (15Cr, 20Cr, 42CrMo), etc. Laiton : HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cuivre, bronze, cuivre, etc. Titane : TC4 (TiAl6v4, Grade f5) Plastiques : ABS, PC, PE, POM, Delrin, Nylon, PP, PEI, Peek, etc. |
| processus | Usinage CNC, tournage, fraisage, estampage, découpe, etc. |
| Délai de livraison | Les échantillons sont généralement préparés sous 3 à 7 jours ouvrables, et la production en série sera effectuée en fonction de la quantité précise après approbation de l'échantillon. |
| Traitement de surface | Anodisation transparente, anodisation colorée, revêtement chimique, brossage, passivation, polissage, chromage, sablage, gravure laser, zingage, oxydation noire, nickelage, cémentation, traitement thermique, peinture |
| Équipement de test | Machine à mesurer tridimensionnelle (MMT), instrument de mesure 2D, projecteur, altimètre, micromètre, jauge de filetage, testeur de dureté, pied à coulisse, jauge à broches, testeur de brouillard salin, instrument de mesure de concentricité, spectromètre. |
| Système de gestion de la qualité |
ISO 9001:2015 ISO 13485:2016 |
| application | Pièces automobiles, pièces de machines, pièces informatiques, pièces médicales, pièces d'appareils électroménagers, pièces électriques, pièces de produits électroniques, pièces électroniques, pièces de générateurs, pièces d'alternateurs, articles de papeterie, interrupteurs de puissance, micro-interrupteurs, matériel de construction, marchandises et équipements audiovisuels. |
| Format de fichier | Solidworks, Pro/Engineer, CAO, PDF, JPG, DXF, IGS |
| Emballer | Sac intérieur en plastique, carton extérieur standard, ou selon les exigences du client |
| Expédition | Fret maritime, fret aérien, transport express international (DHL, FedEx, TNT, UPS). |
| Servir | L'équipe professionnelle de commerce extérieur offre des services réactifs et dynamiques. Rapport de contrôle dimensionnel / Certificat de matière première / Rapport de traitement de surface / Plan technique Rapport RoHS / Rapport de test au brouillard salin / Rapport de test de dureté |
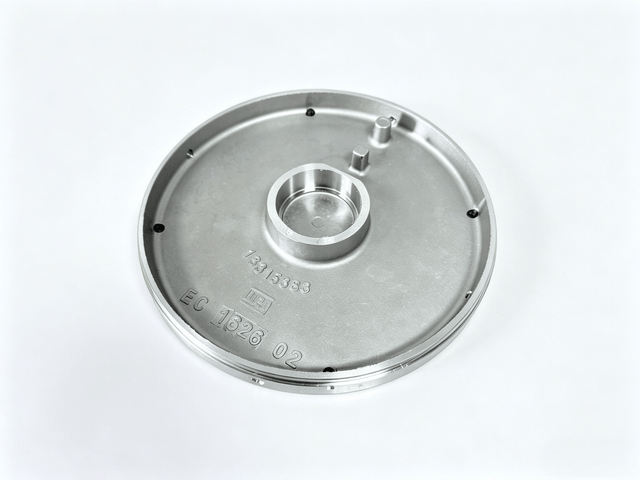
Support de plaque à rayons X - Détails de traitement et solutions techniques
En tant qu'atelier d'usinage de précision spécialisé dans les procédés non standard, nous sommes heureux de vous présenter les détails de traitement et les solutions techniques pour ce support de plaque à rayons X :
Présentation du produit
Ce composant est un support de carte de circuit imprimé de haute précision utilisé dans les appareils de radiographie médicale. Afin de répondre aux exigences strictes de stabilité et d'environnement électromagnétique des équipements médicaux, il est moulé en alliage d'aluminium de haute qualité et usiné avec précision par commande numérique (CNC), puis anodisé. Ce support intègre de multiples fonctions, notamment le support de la carte de circuit imprimé, la gestion de la dissipation thermique et un positionnement mécanique précis, et constitue un élément structurel essentiel des équipements d'imagerie médicale.
Processus de fabrication
Pour ces pièces sur mesure non standard de haute précision, nous avons mis en place un processus de production rigoureux :
-
Tout d'abord, l'ébauche de fonderie subit un contrôle des défauts afin de garantir une structure interne dense.
-
Par la suite, un usinage d'ébauche est effectué pour éliminer la majeure partie du surépaisseur, combiné à un traitement de vieillissement pour éliminer efficacement les contraintes internes du matériau et prévenir les déformations mineures du produit fini.
-
Lors de l'étape d'usinage de précision, tous les trous de haute précision et les surfaces de positionnement sont usinés sur des centres d'usinage multi-axes.
-
Enfin, une anodisation est appliquée pour améliorer la dureté superficielle et la résistance à la corrosion du produit.
Difficultés d'usinage
Au cours du processus de production, nous nous concentrons sur la résolution des défis techniques suivants :
-
Contrôle de la déformation des structures à parois minces : En raison de la grande taille et de la faible épaisseur du produit, les vibrations pendant l'usinage peuvent facilement affecter sa planéité.
-
Exigences extrêmement élevées en matière de cohérence de positionnement des trous : Le support comporte de nombreux trous taraudés et de positionnement de spécifications différentes, et une précision de positionnement relative extrêmement élevée doit être garantie pour assurer une installation sans problème de la carte de circuit imprimé.
-
Exigences élevées en matière de qualité de surface : Les multiples surfaces de contact doivent atteindre un très haut niveau de lissage pour répondre aux exigences de conductivité thermique ou d'étanchéité après assemblage.
-
Structure interne complexe de la cavité : Cela impose des exigences élevées en matière de planification des trajectoires d'usinage et de sélection des outils.
Solutions techniques
Pour surmonter les difficultés susmentionnées, nous avons adopté des mesures d'amélioration ciblées :
-
Nous concevons des dispositifs de fixation sur mesure dédiés pour supprimer les vibrations d'usinage des pièces à parois minces grâce à des méthodes de serrage appropriées.
-
L'usinage de précision est réalisé dans un atelier à température constante afin de contrôler strictement l'impact des différences de température ambiante sur les dimensions de l'alliage d'aluminium.
-
La technologie de fraisage de précision à grande vitesse est utilisée, associée à des outils haute performance, pour garantir la formation précise en une seule étape de surfaces courbes et de fentes complexes.
-
Un contrôle qualité complet du processus est mis en œuvre, utilisant des équipements de mesure de haute précision pour vérifier les caractéristiques clés, garantissant ainsi que le produit est pleinement conforme aux spécifications techniques.
Nous savons que la précision des accessoires médicaux est directement liée aux performances globales de la machine. Forts d'une vaste expérience en usinage non standard et d'un système de contrôle qualité rigoureux, nous nous engageons à vous fournir des produits d'une fiabilité irréprochable et un support technique complet.

Tél. : +86 187 5714 8656
Courriel : zhouli@chinaliqin.com
WhatsApp : +86 187 5714 8656
Site web : https://www.cncliq.com/
Courriel : zhouli@chinaliqin.com
WhatsApp : +86 187 5714 8656
Site web : https://www.cncliq.com/