



Product Description
| thing | describe |
| Design/Size | According to customer's drawings or samples |
| Material |
Aluminum: 6061, 6063, 6082, 7075, 5052, A380, etc. Stainless steel: SS201, SS301, SS303, SS304, (SS304 food grade), SS316, SS316L, SUS430, SS416 Steel: low carbon steel, carbon steel, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Alloy steel (15Cr, 20Cr, 42CrMo), etc. Brass: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Copper, bronze, copper, etc. Titanium: TC4 (TiAl6v4, Grade f5) Plastic: ABS, PC, PE, POM, Delrin, Nylon, Plastic, PP, PEI, Peek, etc. |
| process | CNC machining, turning, milling, stamping, turning, cutting, etc. |
| Delivery time | Samples usually take 3-7 working days, and mass production will be carried out according to the detailed quantity after sample approval. |
| Surface treatment | Transparent anodizing, color anodizing, chemical coating, brushing, passivation, polishing, chrome plating, sandblasting, laser engraving, zinc plating, black oxide, nickel plating, chrome plating, carburizing, heat treatment, painting |
| Test equipment | Coordinate measuring machine (CMM), 2D measuring instrument, projector, altimeter, micrometer, thread gauge, hardness tester, caliper, pin gauge, salt spray tester, concentricity measuring instrument, spectrometer. |
| Quality Management System |
ISO 9001:2015 ISO 13485:2016 |
| application | Auto parts, machinery parts, computer parts, medical parts, home appliance parts, electrical parts, electronic product parts, electronic parts, generator parts, alternator parts, generator parts, stationery, power switches, micro switches, construction, merchandise and A/V equipment. |
| File Format | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Package | Inner plastic bag, outer standard carton, or as per customer's requirements |
| Shipping | Sea freight, air freight, international express (DHL, FedEx, TNT, UPS). |
| Serve | The professional foreign trade team provides enthusiastic and fast response services. Dimensional inspection report/Raw material certificate/Surface treatment report/Engineering drawing RoHS report/Salt spray test report/Hardness test report |
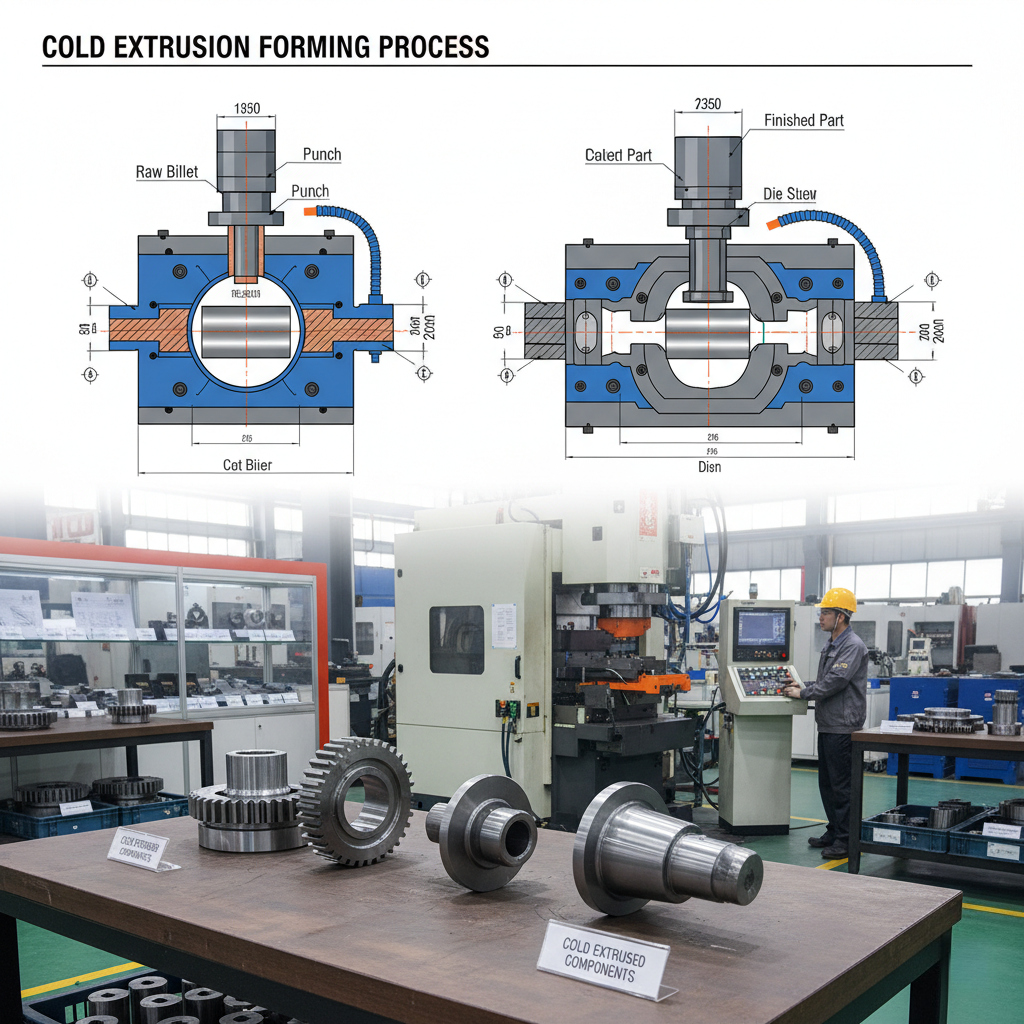
Processing Introduction of Lightning Arrester Housing for 4G Signal Stations
This product is a custom shell for the core component of lightning arresters on 4G signal stations, a non-standard custom precision machined part specially designed for outdoor 4G signal station lightning protection devices, with stringent requirements for structural precision, material performance and surface technology. Our factory combines cold extrusion forming with precision machining technology, and relying on mature non-standard precision processing technology and a complete quality control system, we can perfectly realize the custom mass production of this product, balancing the product's structural strength and machining precision.
1. Core Product Parameters & Design Features
- Base Material: Aluminum alloy 6061-T6 is adopted, featuring high strength, excellent corrosion resistance, and superior cold extrusion formability and machinability, which adapts to the complex service environment of outdoor 4G signal stations and effectively resists wind, rain, temperature changes and other external impacts. Cold extrusion further improves the surface hardness and structural compactness of the base material, ensuring the structural stability of the lightning arrester.
- Surface Technology: A fine machined surface is adopted with the surface roughness controlled at Ra1.5-3.5μm without painting treatment. The surface is required to be free of oil stains, burrs, chips, dents and other processing defects. This not only ensures the product's appearance precision, but also avoids the paint layer affecting the conductivity and heat dissipation of the lightning arrester. The base surface formed by cold extrusion also lays a solid foundation for subsequent precision machining.
- Structural Design: The product has an integrated precision structure with designed slots, chamfers, threaded holes (5/16-18 Whitworth thread) and other features, and adopts symmetrical design in many parts with multiple sets of 2-piece structural characteristics. All surfaces are parallel to the datum plane A with strong structural correlation. The integrated forming of the main blank is completed by cold extrusion to replace the blank cutting of traditional pure machining, making it a typical non-standard structural part combined with high-precision cold extrusion and fine machining, which perfectly adapts to the modular assembly requirements of lightning arresters.
- Version Specification: The current production version is optimized after multiple rounds of design iterations including slot addition, slot chamfering and dimensional tolerance optimization. Our factory has synchronously upgraded the cold extrusion die and precision machining process to make the product structure and precision more in line with actual application scenarios of 4G signal stations.
2. Core Machining Process Flow
Combined with the product's structural characteristics, precision requirements and material properties of aluminum alloy 6061-T6, our factory adopts a combined scheme of cold extrusion forming + one-piece flow precision machining technology, following the third-angle projection drawing specification throughout the process. The core process is as follows:
- Raw Material Pretreatment: Select qualified aluminum alloy 6061-T6 bar, conduct straightening and fixed-length cutting, and remove oxide layer and surface defects; perform soft annealing, surface phosphating and saponification on the blank to improve cold extrusion formability, reduce die wear and ensure structural consistency, and finally conduct oil stain cleaning.
- Cold Extrusion Forming: Adopt customized high-precision cold extrusion die to complete the integrated forming of the product's main blank on a special cold extrusion machine, extruding the shell's basic contour, cavity, symmetrical structure prototype and other core features at one time to ensure compact structure and uniform wall thickness. A cold work hardening layer is formed on the base material surface to improve the product's overall structural strength and wear resistance, replacing a large number of rough cutting processes and greatly improving production efficiency.
- Blank Post-treatment: Conduct stress relief annealing on the cold-extruded blank to eliminate internal stress and prevent deformation in subsequent precision machining; perform surface grinding to remove flash and burrs from extrusion, and trim the datum plane to ensure clamping and positioning precision.
- CNC Milling Precision Machining: Clamp the cold-extruded blank on a high-precision CNC machining center, take the trimmed datum plane as the positioning datum to finish the precision machining of the core datum plane, then conduct finish milling on cold-extruded slots, outer contour, grooves and other structures to achieve precise control of plane parallelism and refine the dimensional size of all structural features.
- Hole System & Thread Machining: Complete precision drilling of through holes and counterbores by CNC drilling machine, then perform tapping on threaded holes. Conduct precise 45° chamfering on hole orifices before tapping to avoid thread crest cracking and ensure thread fit precision.
- Precision Chamfering & Fine Deburring: Conduct customized chamfering on all sharp edges such as slots, hole orifices and outer edges, then perform fine deburring by mechanical and manual methods to remove chips and fine burrs, ensuring no sharp edges and meeting assembly and use safety requirements.
- Dimensional & Geometric Accuracy Inspection: Adopt coordinate measuring machine, dial indicator, roughness meter and other precision testing instruments for all-dimensional inspection of datum plane parallelism, structural positional accuracy and surface roughness, focusing on checking dimensional consistency after cold extrusion forming + precision machining to ensure compliance with design specifications.
- Final Inspection & Cleaning Packaging: Conduct overall appearance and dimensional final inspection after all processing; remove processing oil stains and chips with special cleaning agent, perform ultrasonic cleaning + vacuum drying treatment, and finally use scratch-resistant packaging to ensure the product is free from secondary damage in delivery.
3. Main Machining Difficulties
As a non-standard precision machined part for 4G signal station lightning arresters, combined with the characteristics of cold extrusion forming + precision machining and product design requirements, the main machining difficulties are as follows:
- Cold Extrusion Die & Blank Forming Control: The product has symmetrical features and precision cavities, requiring extremely high die cavity design and dimensional accuracy. Problems such as die wear, insufficient blank filling and uneven wall thickness are prone to occur; aluminum alloy 6061-T6 is easy to deform during cold extrusion, making it difficult to ensure blank dimensional consistency, which directly affects the efficiency and precision of subsequent precision machining.
- Datum Unification & Geometric Accuracy Control: All product surfaces need to be parallel to the datum plane A. Slight deformation of cold-extruded blanks is prone to cause datum offset during clamping and positioning; tool wear and clamping errors in subsequent milling also affect geometric accuracy, putting forward strict requirements for full-process datum unification control.
- Whitworth Thread Machining Adaptability: The product adopts 5/16-18 Whitworth thread, which is different from conventional metric thread in profile and pitch. Conventional tapping tools cannot be adapted, leading to irregular thread profile and excessive fit clearance.
- Surface Roughness & Defect-free Machining: The fine machined surface requires Ra1.5-3.5μm and no burrs, chips or dents. Aluminum alloy has good plasticity, so tool adhesion and built-up edge are prone to occur during precision machining, resulting in surface scratches; surface defects of cold-extruded blanks will be amplified after precision machining, making it difficult to ensure roughness consistency.
- Unpainted Surface Cleanliness & Cold Extrusion Layer Protection: The product surface is directly exposed for use without painting, so oil stains and cutting fluid residues during processing must be completely removed; the surface hardening layer formed by cold extrusion is easy to be damaged by improper grinding and processing, affecting the product's structural strength.
- Process Adaptation After Design Iteration: Multiple product design changes require synchronous optimization of precision machining process and cold extrusion die structure. The die modification and commissioning cycle is short with high precision requirements, leading to great process adaptation difficulty.
4. Targeted Process Solutions
In view of the above machining difficulties, relying on years of non-standard machining experience in aluminum alloy cold extrusion + precision machining, our factory has formulated exclusive solutions to ensure machining quality from die, process, equipment and inspection aspects:
- Cold Extrusion Forming Control: Customize carbide high-precision cold extrusion dies, optimize die cavity runner design to ensure full blank filling; conduct polishing and nitriding treatment on die surface to improve wear resistance and service life; precisely control extrusion speed, pressure and other process parameters, and match with phosphating and saponification lubrication to reduce friction; conduct 100% appearance and basic dimension inspection on extruded blanks, eliminating unqualified ones to ensure forming quality from the source.
- Datum Accuracy Guarantee: Conduct precision milling and trimming on the datum plane of cold-extruded blanks to establish a unified pre-positioning datum; adopt integrated fixture clamping and positioning in precision machining, customize high-precision special fixtures to fit the datum plane with the machining center worktable accurately, and reduce clamping deformation through vacuum adsorption + pressure plate double clamping; regularly detect and compensate tool wear, and recheck datum plane accuracy for every 5 pieces processed to ensure full-process datum unification.
- Whitworth Thread Machining: Customize special taps and drilling tools adapted to 5/16-18 Whitworth thread, optimize tapping process parameters (reduce speed, improve feed uniformity), and conduct precise chamfering on hole orifices before tapping to ensure smooth thread entry; conduct 100% inspection with special thread plug gauges after machining to ensure qualified thread profile and fit precision.
- Surface Quality Control: Conduct fine grinding on cold-extruded blanks to remove surface defects and retain the cold work hardening layer; select special coated tools for aluminum alloy in precision machining to reduce tool adhesion, optimize milling and drilling cutting parameters (high-speed and low-feed process) to avoid built-up edge; conduct basic deburring with ultrasonic deburring device, then fine manual grinding by senior technicians, and finally detect surface roughness piece by piece with roughness meter to ensure Ra value within the design range.
- Unpainted Surface Cleaning & Hardening Layer Protection: Adopt special environmental protection cutting fluid throughout cold extrusion and precision machining to reduce oil stain residues; conduct high-pressure spray cleaning and ultrasonic deep cleaning after processing, then dry with compressed air and vacuum drying; wear dust-free gloves in all subsequent operations to avoid fingerprint contamination; use fine-grained abrasives for light grinding to effectively protect the cold extrusion hardening layer.
- Process Adaptation After Design Iteration: Set up a special team of die engineers, process engineers and CNC programmers to disassemble design change points one by one, quickly modify the core cavity structure of cold extrusion die, and recompile CNC machining program and optimize precision machining path synchronously; conduct full-dimensional inspection after die commissioning and first-piece trial processing, and start mass production only after the first piece is qualified to ensure the die and process are fully matched with the latest design.
5. Our Machining Advantages & Quality Control Assurance
- Combined Process Advantage: Our factory has a mature composite process system of aluminum alloy cold extrusion + precision machining. Cold extrusion realizes the integrated forming of the product main body to improve structural compactness and strength, reduce machining cutting amount and improve production efficiency; precision machining ensures the product's dimensional accuracy and surface quality, balancing product performance and machining precision, which is the core advantage of machining non-standard aluminum alloy structural parts for communication equipment.
- Equipment Advantage: We are equipped with special high-precision cold extrusion machines, customized cold extrusion die processing equipment, as well as a full set of precision machining and testing equipment such as high-precision CNC machining centers, coordinate measuring machines, ultrasonic deburring devices and surface roughness meters. The equipment accuracy can reach 0.005mm, fully meeting the requirements of product cold extrusion forming and all precision machining and inspection.
- Die & Process Advantage: We have a professional die design and processing team that can quickly customize and modify cold extrusion dies to adapt to product design iterations; with years of experience in cold extrusion and precision machining of aluminum alloy 6061-T6, we have mature process schemes for Whitworth thread machining and geometric accuracy control, and can quickly respond to customers' custom requirements for 4G signal station supporting parts.
- Quality Control Advantage: We have established a full-process quality control system for cold extrusion - precision machining. From incoming raw material inspection, 100% inspection of cold-extruded blanks, to first-piece inspection and patrol inspection in precision machining process, and finally to finished product final inspection, each link has detailed inspection records, and all products are accompanied by inspection reports. We strictly follow design requirements to ensure the product is free of processing defects and oil stains, and the cold extrusion hardening layer is intact.
- Custom Service Advantage: As a professional non-standard custom precision machining factory, we can quickly optimize the cold extrusion die and precision machining process scheme according to customers' subsequent design adjustments and batch demand changes, and flexibly adjust the production plan. We also provide professional suggestions on product structure optimization and process improvement to help customers further upgrade the performance of lightning protection equipment for 4G signal stations.
Through the combination of cold extrusion and precision machining processes, our factory can complete the high-precision and high-quality machining of this lightning arrester housing in strict accordance with design specifications, with full-process production detail control. We not only ensure the product's structural strength and outdoor service performance adapted to 4G signal stations, but also meet the dimensional requirements of precision assembly, making the product fully suitable for the assembly and outdoor use of 4G signal station lightning arresters, and providing customers with stable and reliable non-standard custom precision machining solutions.
Tel: +86 187 5714 8656
Email: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Website: https://www.cncliq.com/
