
Выбор материала напрямую определяет срок службы, безопасность эксплуатации и общую стоимость сборки высоконагруженных промышленных компонентов. На протяжении многих лет проектные и закупочные группы сталкиваются с классической дилеммой выбора материала для применений, подверженных экстремальным нагрузкам, термической усталости и коррозии: титановый сплав или высококачественная нержавеющая сталь?
Основные выводы
-
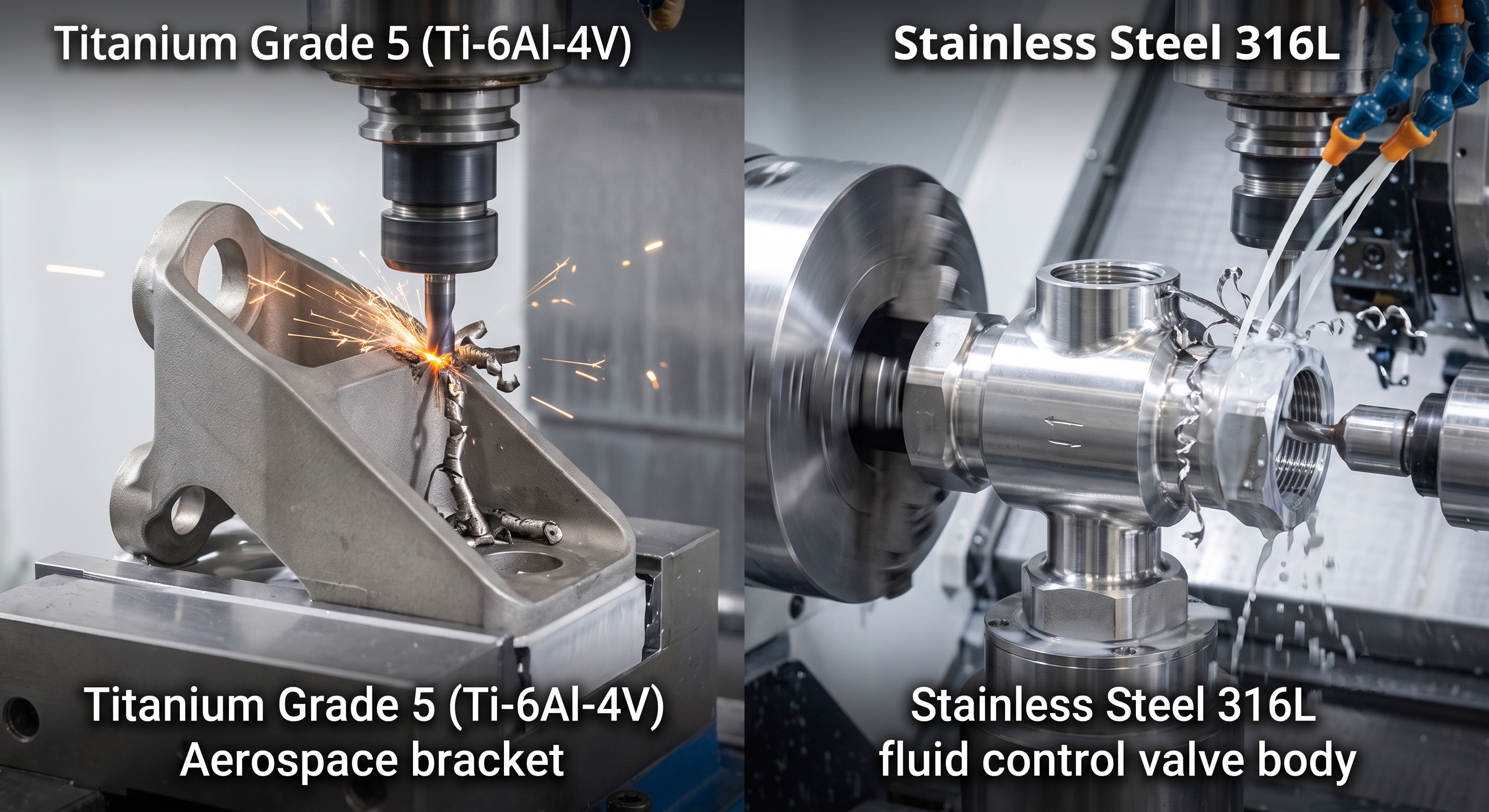
Титан (Ti-6Al-4V Grade 5) отличается превосходным соотношением прочности к весу и способностью работать в высокотемпературных условиях, но требует специальных низкоскоростных жестких режущих установок для предотвращения повреждения конструкции от перегрева. Этот сплав генерирует концентрированное тепло при резке и склонен к термической деформации. Только специально разработанные низкоскоростные высокоточные процессы обработки могут сохранить его структурную целостность и точность.
-
Нержавеющая сталь (SS316L и 17-4 PH) обеспечивает превосходную экономичность и исключительную абсолютную прочность на сдвиг, что делает ее отраслевым эталоном для тяжелого промышленного оборудования и трубопроводов для транспортировки жидкостей в пищевой промышленности. По сравнению с титановыми сплавами, эти марки нержавеющей стали отличаются стабильными механическими свойствами и более низкими затратами на обработку, что идеально подходит для промышленных условий с высокими нагрузками и высокой коррозионной стойкостью.
-
Контроль деформации инструмента имеет решающее значение: низкий модуль упругости титана приводит к его изгибанию в сторону от режущего инструмента во время обработки. Для обеспечения точных допусков по размерам ±0,01 мм мы используем оптимизированные агрессивные скорости подачи и сверхжесткие зажимные приспособления, чтобы подавить деформацию заготовки и исключить отклонения размеров.
-
Целостность поверхности определяет срок службы: для длительной эксплуатации высоконагруженных промышленных компонентов безупречное качество поверхности имеет первостепенное значение. Все критически важные несущие детали требуют шероховатости поверхности Ra ≤ 0,8 мкм. Мы настоятельно рекомендуем после механической обработки проводить отжиг для снятия напряжений или электрополировку, чтобы устранить микроскопические поверхностные деформации и предотвратить последующее растрескивание под напряжением.
Почему стоит доверять нашему инженерному консультанту? Практический опыт в области производства с ЧПУ.

Большинство статей в интернете упрощают обработку на станках с ЧПУ, сводя её к стандартному процессу «настроил и запустил». Они упускают из виду реальную физику резания и динамические вариации обработки, которые на самом деле определяют качество деталей. Наш цех работает иначе. Мы приводим каждую инженерную и производственную процедуру в соответствие со стандартами ISO 9001:2015 и стандартами качества аэрокосмической отрасли.
Когда мы подтверждаем, что деталь полностью обрабатываема в соответствии с вашими чертежами, это означает, что весь технологический процесс отслеживается, контролируется и, наконец, проверяется профессиональным контролем с помощью координатно-измерительной машины (КИМ).
Мы поставили более 45 000 высокоточных компонентов для различных промышленных задач. Наш производственный портфель включает в себя кронштейны для термоциклирования в аэрокосмической отрасли и дозирующие клапаны для пищевой промышленности, работающие круглосуточно и без выходных.
Сравнительный анализ технологических и механических свойств: титан марки 5 против промышленных нержавеющих сталей.
Врожденная обрабатываемость сплава напрямую влияет на время цикла обработки и стоимость конечного компонента. Каждый сплав обрабатывается по-разному, что влияет на время выполнения операции и общие производственные затраты. Титан обладает очень низкой теплопроводностью. Тепло, накопленное во время фрезерования или токарной обработки, не может отводиться через металлическую стружку; вся высокая температура остается на режущей кромке и быстро изнашивает инструмент. Нержавеющие стали , особенно марки с дисперсионным упрочнением, такие как 17-4 PH, быстро упрочняются при обработке. Низкие скорости подачи образуют твердый поверхностный слой на заготовке и значительно ухудшают абразивный износ инструмента.
| Метрика оценки | Титан марки 5 (Ti-6Al-4V) | Нержавеющая сталь 316L | Нержавеющая сталь 17-4 PH |
| Предел прочности на растяжение (предел текучести) | ≥ 880 МПа | ≥ 290 МПа | ≥ 1000 МПа (условия H900) |
| Плотность (вес при ударе) | 4,43 г/см³ (легкий вес) | 8,00 г/см³ (Тяжелый) | 7,75 г/см³ (Тяжелый) |
| Скорость резания ( $V_c$ ) | Низкая скорость (45–60 м/мин) | Умеренная скорость (120–160 м/мин) | Низкая-умеренная скорость (70–100 м/мин) |
| Достижимая точность ЧПУ | ±0,010 мм (требуется высокая жесткость) | ±0,005 мм (высокая стабильность) | ±0,008 мм (контроль после термообработки) |
| Коррозионная стойкость | Исключительные качества (устойчивость к хлоридам и кислотам) | Отлично (устойчив к образованию ямок, пригоден для контакта с пищевыми продуктами) | Хороший (устойчив к промышленным атмосферным воздействиям) |
| Относительная стоимость обработки | Высокая прочность (примерно в 2,5–3 раза выше, чем у нержавеющей стали SS316) | Базовый уровень (стандартный промышленный эталон) | Умеренно-высокий (из-за износа инструмента) |
📌 Инженерный анализ: Выбор титана исключительно на основании его «премиальной» репутации — распространенная ошибка при закупках в сегменте B2B. Многие покупатели выбирают титан вслепую, просто из-за его высокого класса. Если ваше оборудование не требует облегченной конструкции — например, стационарное оборудование для пищевой промышленности или тяжелые коллекторы для нефтегазовой отрасли — сплавы 17-4 PH и SS316L обеспечивают сопоставимую или даже более высокую прочность на разрыв. При этом общая стоимость их обработки остается менее чем вдвое ниже, чем у титана.
Как автоматизированный DFM оптимизирует обработку компонентов
Большая часть инфляции затрат в области прецизионной обработки обусловлена конструкцией компонентов, не оптимизированной для традиционных геометрических форм режущих инструментов станков с ЧПУ. Многие исходные модели не подходят для стандартных форм фрез, что приводит к увеличению потерь инструмента и времени обработки. Корректировка основных структурных ограничений в ваших 3D STEP-файлах снижает вибрацию и замедляет износ инструмента, сокращая общие производственные затраты на целых 30%.
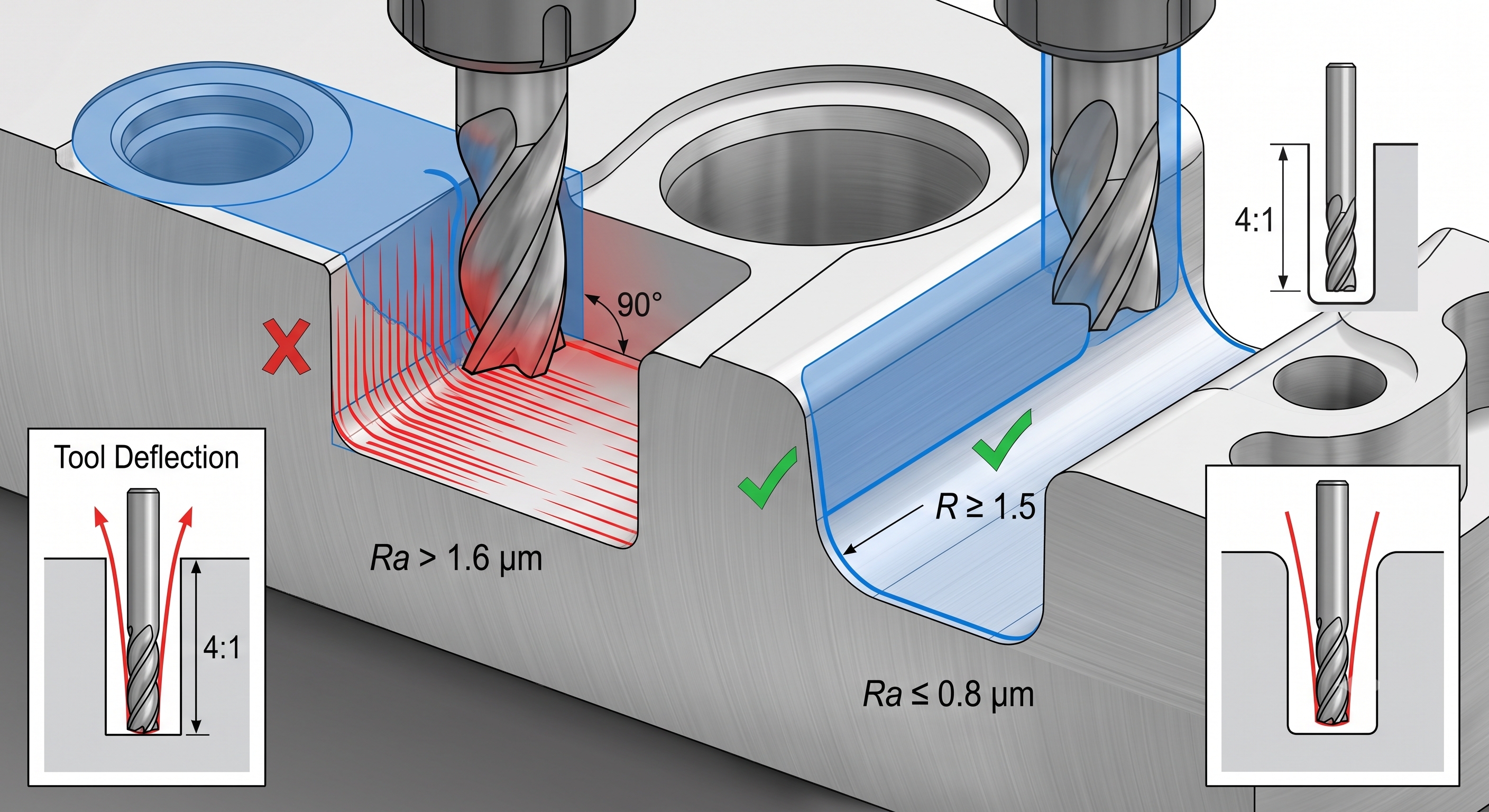
1. Конструкция с внутренним радиусом закругления углов
Фрезы для станков с ЧПУ по своей природе имеют цилиндрическую форму. Острые внутренние углы в 90° невозможно обработать стандартными фрезами, поэтому требуется дополнительная электроэрозионная обработка — время обработки увеличится почти вдвое.
На всех чертежах задайте внутренний радиус скругления углов больше, чем 1,5 радиуса резца. Инструмент будет двигаться по плавным непрерывным траекториям без частых остановок, эффективно срезая концентрированное тепло и деформацию заготовки.
2. Ограничивающие соотношения сторон для глубоких полостей
Для обработки глубоких и узких пазов на всю глубину требуются концевые фрезы с большим вылетом. Основываясь на многолетнем опыте в области высокоточной обработки, мы придерживаемся надежного стандарта соотношения глубины и диаметра: максимальная глубина паза составляет 4 диаметра инструмента для нержавеющей стали и 3 диаметра для титановых сплавов.
Нажмите здесь для отправки запроса 👆
Часто задаваемые вопросы
1. Почему обработка титана на станках с ЧПУ обходится намного дороже, чем обработка нержавеющей стали?
Высокая стоимость обработки титана в основном обусловлена его низкой теплопроводностью и низкой эластичностью. Он очень хорошо удерживает тепло резания, поэтому тепло от трения накапливается в основном на режущей кромке инструмента, а не рассеивается со стружкой, что приводит к быстрому и сильному износу инструмента. В то же время, его эластичные свойства вызывают заметное упругое возвращение материала в исходное положение и деформацию инструмента. Для стабилизации точности приходится использовать более низкие скорости резания, высокопрочные зажимные приспособления и специальные твердосплавные инструменты, что значительно увеличивает время цикла обработки и повышает себестоимость производства.
2. Можно ли использовать компоненты из нержавеющей стали в качестве прямой, более дешевой замены титановых деталей?
Да, нержавеющая сталь может служить экономически выгодной альтернативой, но только в случаях, когда вес не является критически важным. Упрочненные осаждением марки, такие как 17-4 PH (состояние H900), обеспечивают предел текучести ≥1000 МПа, превосходя по этому показателю титан марки 5 (≥880 МПа). Однако нержавеющая сталь примерно на 75% тяжелее. Она является идеальной бюджетной заменой для стационарного оборудования, гидравлических клапанов и тяжелых промышленных компонентов, но не подходит для конструкционных деталей аэрокосмической отрасли и высокоскоростных вращающихся компонентов, требующих малого веса.
3. Какой метод постобработки поверхности является наилучшим для повышения усталостной долговечности деталей из высоконагруженной нержавеющей стали и титана?
Для этих двух материалов применяются разные целевые методы постобработки. Для титановых деталей дробеструйная обработка или отжиг для снятия напряжений эффективно устраняют остаточные растягивающие напряжения, возникающие при обработке на станках с ЧПУ , повышая усталостную прочность. Для нержавеющей стали — особенно для санитарной стали 316L, используемой в системах трубопроводов для жидкостей — оптимальным решением является электрополировка. Она удаляет микроскопические поверхностные неровности и следы от инструмента, обеспечивая сверхгладкую поверхность с шероховатостью Ra ≤ 0,4 мкм, устраняя концентрацию напряжений в микронадрезах и предотвращая образование микротрещин при циклических нагрузках.
4. Как на нашем заводе предотвращается вибрация инструмента при фрезеровании глубоких пазов в титане марки Grade 5?
Для борьбы с вибрацией инструмента, вызванной низкой демпфирующей способностью титана, в нашем цехе обработки на станках с ЧПУ используются концевые фрезы с изменяемой спиралью и специализированные методы трохоиндального фрезерования. Это уменьшает радиальное зацепление инструмента, сохраняя при этом большую осевую глубину резания. Кроме того, мы используем гидравлические патроны и охлаждение шпинделя под высоким давлением (> 70 бар ) для мгновенного удаления стружки и стабилизации зоны резания, обеспечивая строгие допуски по размерам. .
5. Какие стандартные форматы производства вы принимаете для автоматизированного анализа DFM и составления коммерческих предложений?
Оптимизация процесса закупок с помощью автоматизированного анализа DFM (проектирование, производство, изготовление).
Чтобы исключить бесконечную переписку по электронной почте, задерживающую производство на недели, наша «умная фабрика» использует автоматизированные аудиты технологичности производства (DFM). После получения ваших 3D CAD-файлов (STEP, IGS или X_T) наши инженеры анализируют геометрию в течение 2 часов, чтобы выявить необрабатываемые элементы, несоответствия жестким допускам и неэффективное использование материалов.
Проведение упреждающих цифровых проверок DFM до начала производства позволяет исправить 87% ошибок в исходных чертежах уже на первой итерации . Этот оптимизированный рабочий процесс сокращает стандартные сроки выполнения заказов со средних по отрасли 14 дней до всего лишь 5-7 рабочих дней , обеспечивая быстрое получение коммерческих предложений по ЧПУ-оборудованию с полной прозрачностью затрат.
Нажмите здесь для отправки запроса 👆
Заключение: Баланс между бюджетами, ориентированными на результаты деятельности, и бюджетами на закупки.
Для максимального увеличения срока службы высоконагруженных промышленных компонентов необязательно выбирать самый дорогой сплав. Хотя титан марки 5 остается незаменимым для аэрокосмической отрасли и высокотемпературной медицинской промышленности благодаря своему непревзойденному соотношению прочности и веса, высокоточные нержавеющие стали, такие как 17-4 PH и 316L, часто предлагают более экономичную и жесткую альтернативу для тяжелого оборудования и санитарных трубопроводов.
Истинное конкурентное преимущество многоосевого ЧПУ-производства заключается в проактивной оптимизации проектирования. Согласовывая геометрию компонентов со стандартизированными траекториями режущего инструмента и используя автоматизированные протоколы DFM на самых ранних этапах составления сметы, вы можете исключить структурные риски, обеспечить строгие допуски по размерам и существенно ускорить вывод продукции на рынок.
Контактная информация
Отказ от ответственности
Все технические данные, свойства материалов и параметры обработки, приведенные в данной статье, носят исключительно общий справочный характер. Фактические результаты обработки зависят от оборудования цеха, состава охлаждающей жидкости и особенностей партии сплава. Данная информация не является гарантией качества. Инженеры должны проводить независимую проверку и испытания на прочность для своих уникальных проектов.