Описание продукта
| вещь | описывать |
| Дизайн/Размер | По чертежам или образцам заказчика. |
| Материал |
Алюминий: 6061, 6063, 6082, 7075, 5052, A380 и т. д. Нержавеющая сталь: SS201, SS301, SS303, SS304 (SS304 пищевая), SS316, SS316L, SUS430, SS416 Сталь: низкоуглеродистая сталь, углеродистая сталь, 4140, 4340, Q235, Q345B, 20#, 45# и т. д. Легированная сталь (15Cr, 20Cr, 42CrMo) и др. Латунь: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 и т. д. Медь, бронза, медь и т. д. Титан: TC4 (TiAl6v4, Grade f5) Пластик: ABS, PC, PE, POM, Delrin, нейлон, пластик, PP, PEI, Peek и др. |
| процесс | Обработка на станках с ЧПУ, токарная обработка, фрезерование, штамповка, токарная обработка, резка и т. д. |
| Срок поставки | Изготовление образцов обычно занимает 3-7 рабочих дней, а серийное производство будет осуществляться в соответствии с подробным объемом после утверждения образцов. |
| Обработка поверхности | Прозрачное анодирование, цветное анодирование, химическое покрытие, шлифовка, пассивация, полировка, хромирование, пескоструйная обработка, лазерная гравировка, цинкование, черное оксидирование, никелирование, хромирование, цементация, термообработка, покраска |
| Испытательное оборудование | Координатно-измерительная машина (КИМ), двухмерный измерительный прибор, проектор, высотомер, микрометр, резьбомер, твердомер, штангенциркуль, штифтовой калибр, прибор для испытания в солевом тумане, прибор для измерения концентричности, спектрометр. |
| Система управления качеством |
ISO 9001:2015 ISO 13485:2016 |
| приложение | Автозапчасти, детали машин, компьютерные детали, медицинские детали, детали бытовой техники, электротехнические детали, детали электронных изделий, электронные детали, детали генераторов, детали альтернаторов, канцелярские товары, силовые выключатели, микропереключатели, строительная техника, товары и аудио-видеооборудование. |
| Формат файла | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Упаковка | Внутренний полиэтиленовый пакет, внешняя стандартная картонная коробка или по требованию заказчика. |
| Перевозки | Морские перевозки, авиаперевозки, международная экспресс-доставка (DHL, FedEx, TNT, UPS). |
| Служить | Профессиональная команда специалистов по внешней торговле обеспечивает оперативное и внимательное обслуживание. Протокол контроля размеров/Сертификат на сырье/Отчет об обработке поверхности/Технический чертеж Отчет RoHS/Отчет об испытании на солевое распыление/Отчет об испытании на твердость |
Введение в продукцию: Нестандартные детали, изготовленные методом точного литья и механической обработки.
1. Обзор продукта
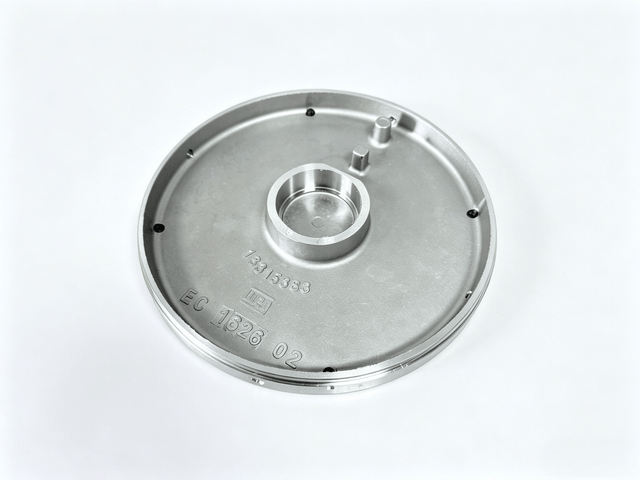
Данное изделие представляет собой компонент, изготовленный по индивидуальному заказу, сочетающий в себе прецизионное литье из нержавеющей стали и нестандартную чистовую обработку . Оно выполнено из нержавеющей стали серии 300. Заготовка формируется методом прецизионного литья, а затем подвергается высокоточной механической чистовой обработке. Изделие служит в качестве прецизионного торцевого защитного кожуха для промышленного оборудования.
Конструкция изделия включает в себя наклонные поверхности под разными углами, ступенчатые монтажные площадки, уплотнительные сопрягаемые поверхности, резьбовые отверстия для монтажа, направляющие канавки и рельефные элементы для нанесения логотипа. Это ключевой несущий, уплотнительный и позиционирующий компонент для полной сборки оборудования. Разработан в масштабе инженерного чертежа 1:5, все размеры соответствуют миллиметровому стандарту. Его вес нетто соответствует весу брутто. Благодаря компактной компоновке и сложной форме, он идеально подходит для высокотехнологичного промышленного оборудования.
Изделие имеет множество критически важных параметров (CTQ) , что предъявляет чрезвычайно высокие требования к точности подгонки, геометрическим допускам и качеству поверхности. Готовая деталь не имеет заусенцев и имеет полированную поверхность. Логотипы, номера деталей и номера отверстий выполнены с использованием технологии высокорельефного тиснения, соответствующей международным стандартам качества для высококачественных промышленных аксессуаров.
2. Производственный и механический процесс
2.1 Процесс изготовления заготовок: прецизионное литье
Применяется технология прецизионного литья из нержавеющей стали для формирования цельной заготовки. Основной контур, базовая полость и наклонный профиль предварительно отливаются с учетом разумного припуска на механическую обработку. В процессе литья строго контролируются температура заливки, точность полости формы и скорость усадки при охлаждении, чтобы избежать дефектов литья, таких как пористость, рыхлость при усадке, деформация и трещины. Это обеспечивает стабильные параметры заготовки, сохраняет равномерный и правильный припуск для последующей чистовой обработки, а также снижает объем резания и риск деформации.
2.2 Процесс чистовой обработки
- Предварительная обработка заготовки : литейная заготовка очищается от песка и литников, а затем подвергается старению для снятия внутренних напряжений, возникающих при литье, и предотвращения деформации во время чистовой обработки и применения.
- Эталонное выравнивание : Портальные станки с ЧПУ и обрабатывающие центры точно фрезеруют опорные плоскости и позиционирующие базовые элементы для установления единых технологических ориентиров для всех рабочих процессов.
- Черновая и чистовая профильная фрезеровка : обработка сложных контуров, многоугловых наклонных плоскостей, ступенчатых поверхностей, дугообразных переходов и специальных канавок поперечного сечения осуществляется раздельно с помощью черновой и чистовой фрезеровки.
- Прецизионная обработка отверстий : полная обработка контрольных отверстий для сборки, резьбовых отверстий в основании и нарезание резьбы для обеспечения соосности, точности позиционирования и совместимости сборки.
- Высокоточная расточка и токарная обработка поверхностей шпоночных соединений : Выполнение высокоточной расточки и токарной обработки поверхностей основных узлов для строгого контроля геометрической точности и зазоров при посадке.
- Рельефная и детальная обработка : Для создания рельефных изображений логотипов, номеров деталей и номеров ячеек используется высокоточная гравировка.
- Снятие заусенцев и финишная обработка : Снятие фаски и удаление заусенцев со всех кромок для обеспечения отсутствия заусенцев и острых углов.
- Полировка поверхности : Цельная полировка обеспечивает антикоррозионную защиту, эстетичный внешний вид и соответствие требованиям сборки.
- Полный контроль качества : Проводится полная проверка критически важных размеров, геометрических допусков, внешнего вида поверхности и работоспособности сборки. Все критически важные размеры контролируются в пределах допустимого диапазона перед отгрузкой.
3. Трудности обработки стержней
-
Нестабильное качество заготовок для литья Литье из нержавеющей стали обладает особыми свойствами текучести и усадки, что легко приводит к деформации заготовки, пористости, образованию песчаных отверстий и неравномерным припускам, что напрямую влияет на эталонные показатели и процент качества чистовой обработки.
-
Высокая сложность обработки сложных конструкций нестандартной формы. Изделие имеет многосекционные наклонные поверхности, дугообразные переходы, ступенчатые полости и канавки специальной формы. Его нерегулярная структура не может быть сформирована однократным зажимом на обычном оборудовании, что легко приводит к появлению следов инструмента и отклонению контура.
-
Требование высокой точности для критически важных положений фитингов. Многочисленные точки сборки стержней установлены в качестве критически важных точек контроля качества со строгими стандартами в отношении округлости, соосности, плоскостности и параллельности. Микродеформации легко возникают из-за напряжений резания и зажима во время обработки.
-
Сложно гарантировать точность позиционирования резьбовых отверстий. Для равномерного распределения резьбовых отверстий при монтаже необходимо точное равномерное распределение, вертикальность и правильное положение. Незначительное отклонение приведет к несоосности всего оборудования при сборке.
-
Сложный баланс между рельефными и поверхностными технологиями. Для создания рельефных узоров необходимы четкие контуры и равномерная высота, а готовая поверхность должна соответствовать стандартам полировки. Чрезмерная полировка легко может привести к образованию заусенцев по краям или повреждению контура рельефа.
-
Трудно контролируемые характеристики обработки сырья Нержавеющая сталь серии 300 отличается высокой прочностью, легким сцеплением с инструментом и сильным упрочнением при резании. Однако она приводит к значительным потерям инструмента, вибрационным линиям и некачественной шероховатости поверхности в процессе обработки.
4. Решение сложных задач и обеспечение бесперебойности производственных процессов.
-
Решение для контроля качества литейных заготовок Изготовление на заказ специализированных литейных форм и оптимизация процессов заливки и охлаждения. Внедрение системы обнаружения дефектов литья и полного контроля внешнего вида заготовок. Выпрямление деформированных заготовок и предварительный ремонт неравномерных припусков. Оснащено термической обработкой для снятия внутренних напряжений в литье и предотвращения деформаций при последующей механической обработке.
-
Оптимизация оснастки и технологии обработки Специально разработанные прецизионные зажимные приспособления позволяют выполнять обработку нескольких поверхностей и под разными углами за один зажим, уменьшая отклонения, вызванные многократным зажимом. Использование 4-осевых/5-осевых обрабатывающих центров позволяет обрабатывать наклонные поверхности и дугообразные структуры с помощью шарнирных соединений, что исключает ошибки соединения инструмента и обеспечивает однородность контура.
-
Точный контроль размеров Чистовая обработка осуществляется послойным резом с низкой скоростью и медленной подачей для снижения тепловыделения и напряжений при резке. Ключевые позиции крепления обрабатываются в процессе черновой обработки → снятия напряжений → чистовой обработки. Все размеры CTQ обрабатываются строго в соответствии со стандартами центров контроля допусков с использованием координатно-измерительной машины, индикаторов часового типа и внутренних диаметрометров для полного контроля.
-
Точный контроль обработки отверстий Примените программирование ЧПУ с фиксированными точками и специальное позиционирование зажимных приспособлений. Следуйте процессу сверления → развертывания → нарезания прецизионного резьбы с помощью единого эталонного позиционирования, обеспечивающего превосходную точность позиционирования, вертикальность и взаимозаменяемость всех резьбовых отверстий.
-
Скоординированная обработка рельефа и полировки Используйте специальные гравировальные инструменты с контролируемой глубиной резания, чтобы обеспечить четкие рельефные края без сколов. Применяйте комбинированную ручную и механическую сегментированную полировку, избегая зон рельефного контура, чтобы сохранить полную форму рельефа и обеспечить общую гладкость поверхности.
-
Адаптация процесса резки нержавеющей стали Для обработки нержавеющей стали используйте специальные твердосплавные инструменты в сочетании с профессиональной смазочно-охлаждающей жидкостью и системой охлаждения, чтобы предотвратить упрочнение материала и прилипание инструмента. Оптимизируйте параметры резания, чтобы уменьшить вибрационные линии и гарантировать стабильное качество поверхности и размерную стабильность.
5. Преимущества индивидуального обслуживания
Мы специализируемся на комплексном изготовлении прецизионного литья из нержавеющей стали и нестандартной чистовой обработке . Мы предоставляем услуги по индивидуальному заказу, такие как чистовая обработка сложных заготовок нестандартной формы, разработка чертежей и изготовление образцов. Весь процесс, включая разработку литейной формы, литье заготовок, механическую обработку, прецизионное фрезерование и расточку, обработку отверстий, рельефную гравировку и полировку поверхности, выполняется независимо, вплоть до окончательной проверки и отгрузки.
Мы изготавливаем на заказ высокоточные конструкционные детали для промышленного оборудования, трансмиссионных машин и гидравлического оборудования. Мы поддерживаем как мелкосерийное опытное производство, так и серийное. Строго контролируем критически важные характеристики качества, обеспечивая полную прослеживаемость версий чертежей, записей о модификациях и отчетов о проверке качества. Мы полностью удовлетворяем высокие стандарты и требования к точности, предъявляемые зарубежными независимыми заказчиками на нестандартные комплектующие.

Тел.: +86 187 5714 8656
Электронная почта: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Веб-сайт: https://www.cncliq.com/