
材料的选择直接决定了高应力工业部件的使用寿命、运行安全性和整体装配成本。多年来,设计和采购团队在应对极端载荷、热疲劳和腐蚀性应用时,一直面临着一个经典的材料难题: 钛合金还是高等级不锈钢?
要点总结
-
钛合金(Ti-6Al-4V 5级)具有优异的强度重量比和耐高温性能,但需要采用特殊的低速刚性切削工艺,以避免结构热损伤。这种合金切削时会产生集中的热量,容易发生热变形。只有定制的低速高刚性加工工艺才能保证其结构完整性和加工精度。
-
不锈钢(SS316L 和 17-4 PH)具有卓越的性价比和优异的绝对剪切强度,是重型工业设备和食品加工流体管路的行业标杆。与钛合金相比,这些不锈钢牌号具有更稳定的机械性能和更低的加工成本,是高负荷、耐腐蚀工业应用的理想之选。
-
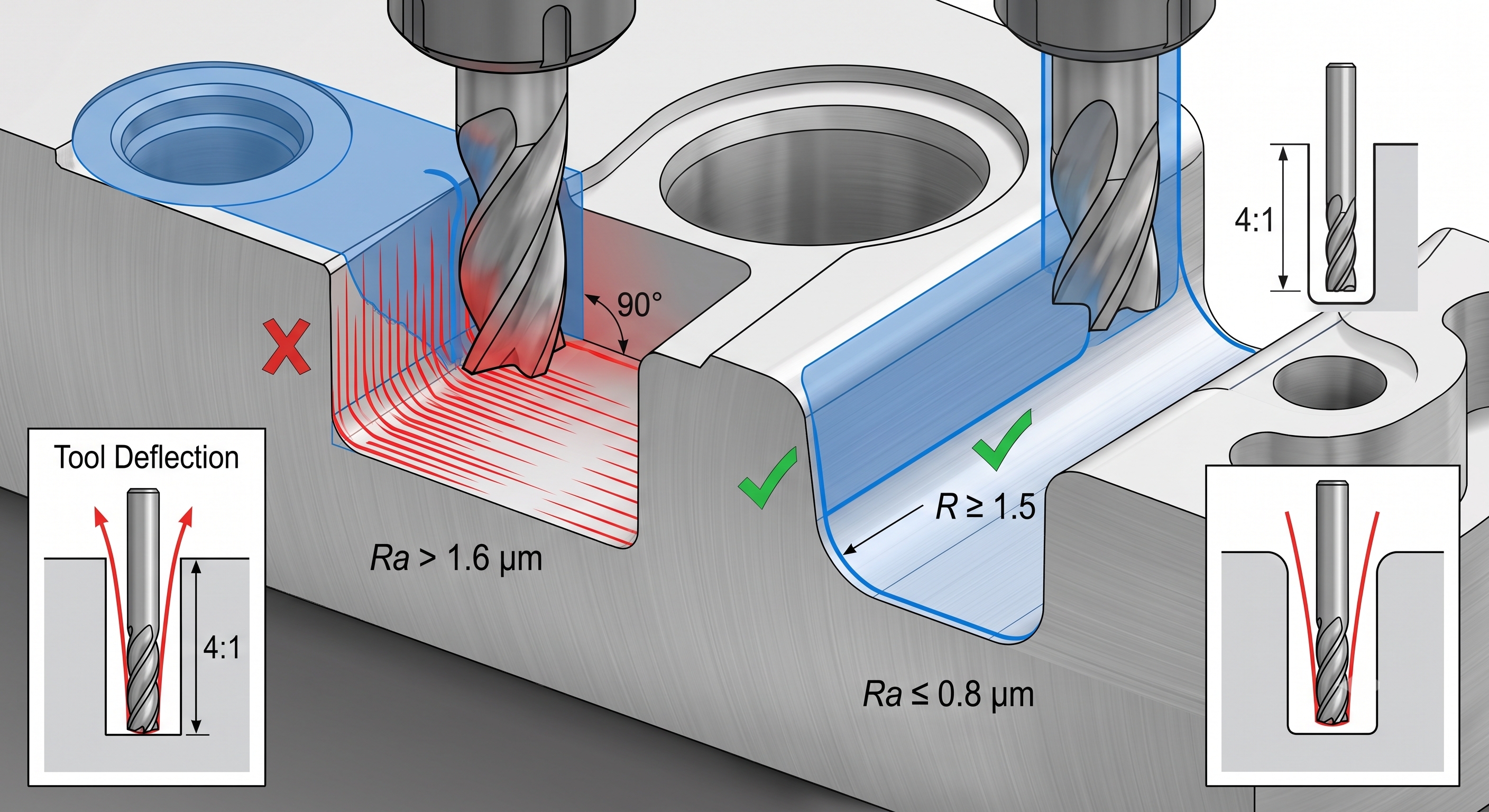
刀具挠曲控制至关重要:钛合金的低弹性模量导致其在加工过程中容易偏离切削刀具。为了实现±0.01毫米的精确尺寸公差,我们采用优化的快速进给速度和超刚性夹具来抑制工件挠曲,从而消除尺寸偏差。
-
表面完整性决定使用寿命:高应力工业部件的使用寿命完全依赖于完美的表面质量。所有关键承载部件的最终表面粗糙度均要求 Ra ≤ 0.8 μm。我们强烈建议在加工后进行应力消除退火或电抛光处理,以消除微观表面应变并防止后续应力开裂。
为什么信赖我们的工程指南?因为我们拥有丰富的数控加工制造实战经验。

大多数在线文章将数控加工简化为标准的设置和运行流程,忽略了真正决定零件质量的切削物理原理和动态加工变化。我们车间的运作方式截然不同。我们严格遵循 ISO 9001:2015 和航空航天级质量标准,确保每一项工程和生产流程都符合标准。
当我们确认零件完全符合您图纸的要求时,这意味着整个加工流程是可追溯的,受到监控,并最终通过专业的三坐标测量机检验得到验证。
我们已为各种工业应用场景交付了超过45,000个高应力精密零部件。我们的产品组合涵盖航空航天用热循环支架和全天候连续运行的食品级计量阀。
工艺和机械性能对比:5级钛合金与工业不锈钢
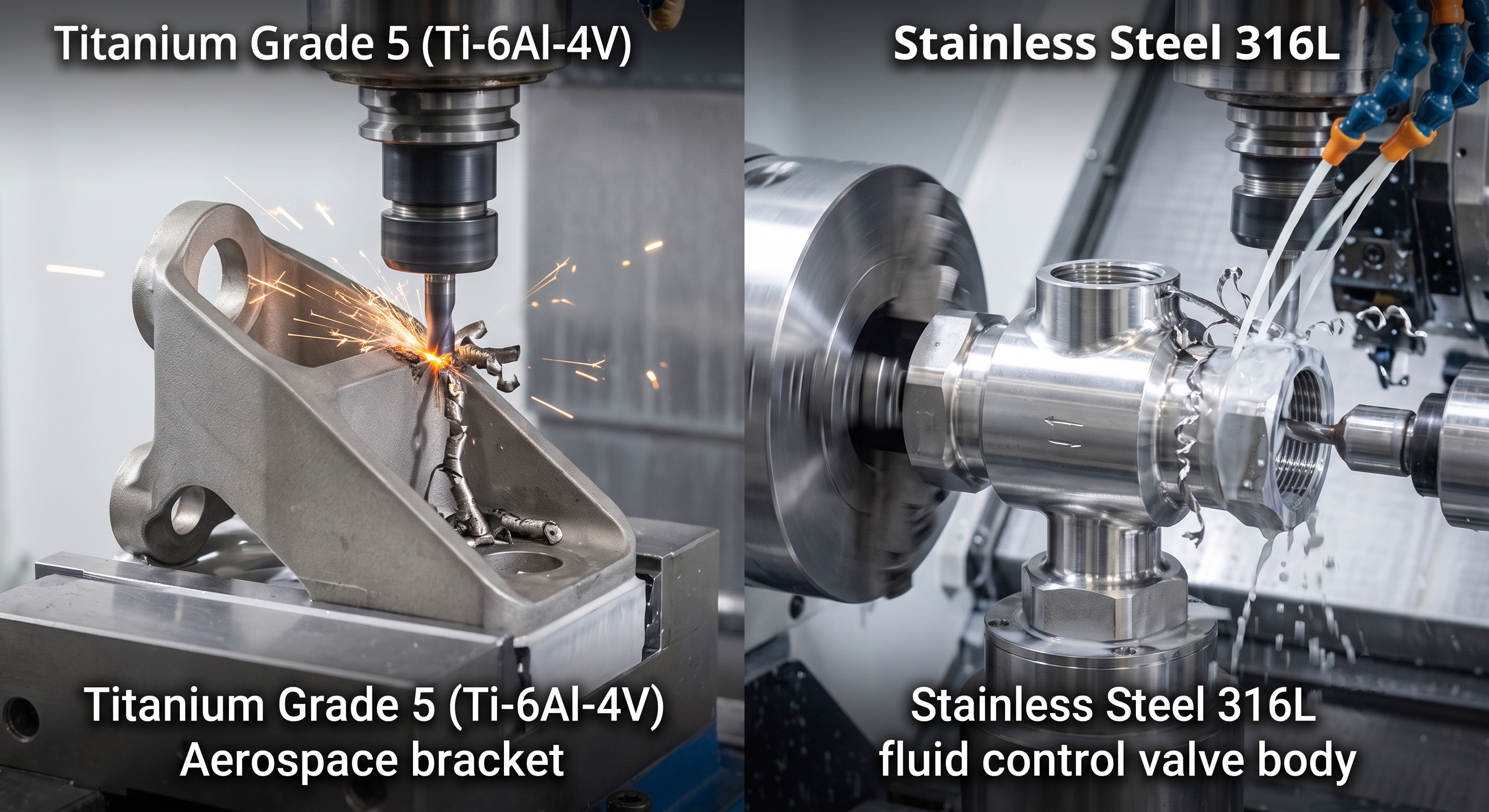
合金的固有可加工性直接影响加工周期和最终零件成本。每种合金的切削特性都不同,从而影响加工时间和总制造成本。钛的导热性极低。铣削或车削过程中产生的热量无法通过金属屑散失;所有高温都滞留在刀刃上,导致刀具快速磨损。不锈钢,特别是沉淀硬化型不锈钢,例如 17-4 PH,加工硬化速度很快。缓慢的进给速度会在工件表面形成一层硬质层,从而显著加剧刀具磨损。
| 评估指标 | 5级钛合金(Ti-6Al-4V) | 316L不锈钢 | 17-4 PH 不锈钢 |
| 抗拉强度(屈服强度) | ≥ 880 兆帕 | ≥ 290 兆帕 | ≥ 1000 MPa(H900 条件) |
| 密度(重量影响) | 4.43 克/立方厘米(轻质) | 8.00 克/立方厘米(重) | 7.75 克/立方厘米(重) |
| 切削速度( $V_c$ ) | 低速(45 – 60 米/分钟) | 中等速度(120 – 160 米/分钟) | 低至中等速度(70 – 100 米/分钟) |
| 可实现的数控加工公差 | ±0.010 毫米(需要高刚性) | ±0.005 毫米(高度稳定) | ±0.008 毫米(热处理后控制) |
| 耐腐蚀性 | 卓越(耐氯化物和酸) | 优良(耐腐蚀,食品级) | 良好(耐工业大气腐蚀) |
| 相对加工成本 | 高(约为 SS316 的 2.5 倍 – 3 倍) | 基准(标准行业基准) | 中高(由于工具磨损) |
📌工程洞察:仅仅因为钛合金的“高端”名声就选择它是B2B采购中常见的误区。许多买家盲目地选择钛合金,仅仅是因为它的高端标签。如果您的设备对轻量化设计没有要求——例如固定式食品生产设备或重型油气歧管——那么17-4 PH钢和316L不锈钢可以提供与之相当甚至更优的屈服强度。它们的整体加工成本不到钛合金的一半。
自动化DFM如何优化加工零件
精密加工成本上涨的主要原因是零件设计未针对传统数控刀具几何形状进行优化。许多原始模型无法适配标准刀具形状,导致刀具损耗和加工时间增加。调整3D STEP文件的基本结构限制可以减少振动颤动并减缓刀具磨损,从而将整体生产成本降低高达30%。
1. 内角圆角设计
数控铣刀本质上是圆柱形的。标准铣刀无法加工锐利的90°内角,因此必须进行额外的电火花加工——加工时间几乎会翻倍。
在所有图纸上,内角半径应设置为大于刀具半径的 1.5 倍。刀具可沿平滑连续的路径运行,无需频繁停留,从而有效减少集中热量和工件变形。
2. 深腔的极限长宽比
深而窄的槽需要使用长悬伸立铣刀进行全深度加工。基于多年的精密加工经验,我们坚持采用可靠的深径比标准:不锈钢的最大型腔深度为刀具直径的4倍,钛合金的最大型腔深度为刀具直径的3倍。
常见问题解答
1. 为什么CNC加工钛合金比加工不锈钢贵那么多?
钛材加工成本高昂主要源于其导热系数低和弹性差。钛材极易积聚切削热量,摩擦热无法随切屑散失,而是大量积聚在刀刃上,导致刀具磨损迅速且严重。同时,其弹性特性也会导致明显的材料回弹和刀具变形。为了保证加工精度,必须采用较低的切削速度、高刚性夹具和专用硬质合金刀具,这大大延长了加工周期,并推高了生产成本。
2. 不锈钢部件能否直接、低成本地替代钛部件?
是的,不锈钢可以作为一种经济实惠的替代材料,但仅适用于对重量要求不高的应用场景。例如,17-4 PH(H900状态)等沉淀硬化型不锈钢的屈服强度≥1000 MPa,优于5级钛合金≥880 MPa的屈服强度。然而,不锈钢的重量大约比钛合金重75%。对于固定式机械、流体阀门和重型工业部件而言,不锈钢是一种理想的经济型替代品,但对于需要轻量化性能的航空航天结构件和高速旋转部件则不适用。
3. 提高高应力不锈钢和钛零件疲劳寿命的最佳表面后处理方法是什么?
针对这两种材料,需要采用不同的后处理方法。对于钛合金零件,喷丸处理或应力消除退火可有效消除数控加工产生的残余拉应力,从而提高疲劳强度。对于不锈钢——尤其是用于流体管道系统的卫生级316L不锈钢——电解抛光是最佳解决方案。它能去除微观表面凸起和刀具痕迹,获得Ra≤0.4μm的超光滑表面,消除微缺口应力集中,并防止循环载荷作用下微裂纹的萌生。
4. 我们的工厂在铣削5级钛合金深槽时如何防止刀具颤动?
为了克服钛合金低阻尼性能引起的刀具颤振,我们的数控加工设备采用了变螺旋立铣刀和专门的摆线铣削技术。 这样可以减少径向刀具啮合,同时保持较高的轴向切削深度。 此外,我们采用液压卡盘和高压主轴冷却(> 70 bar )来快速排出切屑并稳定切削区域,从而确保严格的尺寸公差。 。
5. 贵公司接受哪些标准制造格式进行自动化DFM分析和报价?
利用自动化DFM分析简化您的采购工作流程
为了消除因反复邮件沟通而导致的生产延误数周,我们的智能工厂采用了自动化的可制造性设计 (DFM) 审核。收到您的 3D CAD 文件(STEP、IGS 或 X_T 格式)后,我们的工程师会在 2 小时内分析几何形状,找出无法加工的特征、严格的公差偏差以及材料利用率低的问题。
通过在生产开始前进行主动的数字化DFM评审, 87%的初始图纸错误在第一次迭代中即可得到纠正。这种精简的工作流程将标准交付周期从行业平均的14天缩短至仅5至7个工作日,从而能够快速提供商业CNC报价,并实现完全透明的成本控制。
结论:平衡绩效预算和采购预算
延长高应力工业部件的使用寿命并不一定意味着要选择最昂贵的合金。虽然钛合金5级因其无与伦比的强度重量比,在航空航天和高温医疗应用领域仍然不可替代,但像17-4 PH和316L这样的精密加工不锈钢,通常能为重型机械和卫生流体管路提供更经济高效且坚固耐用的替代方案。
多轴数控制造的真正优势在于主动的工程优化。通过在报价初期阶段将零件几何形状与标准化的切削刀具路径相匹配,并利用自动化的DFM协议,您可以消除结构风险,确保严格的尺寸公差,并大幅加快产品上市速度。
联系信息
免责声明
本文中的所有技术数据、材料属性和加工参数仅供参考。实际加工结果取决于车间设备、冷却液配方和合金批次差异。本文内容不构成性能保证。工程师应针对其具体项目进行独立验证和应力测试。