产品描述
| 事物 | 描述 |
| 设计/尺寸 | 根据客户提供的图纸或样品 |
| 材料 |
铝材:6061、6063、6082、7075、5052、A380 等。 不锈钢:SS201、SS301、SS303、SS304(SS304 食品级)、SS316、SS316L、SUS430、SS416 钢材:低碳钢、碳钢、4140、4340、Q235、Q345B、20#、45#等。 合金钢(15Cr、20Cr、42CrMo)等。 黄铜:HPb63、HPb62、HPb61、HPb59、H59、H68、H80、H90 等。 铜、青铜、铜等。 钛:TC4(TiAl6v4,f5级) 塑料:ABS、PC、PE、POM、Delrin、尼龙、PP、PEI、PEEK 等。 |
| 过程 | 数控加工、车削、铣削、冲压、车削、切割等。 |
| 交货时间 | 样品通常需要 3-7 个工作日,样品确认后,将根据详细数量进行批量生产。 |
| 表面处理 | 透明阳极氧化、彩色阳极氧化、化学涂层、拉丝、钝化、抛光、镀铬、喷砂、激光雕刻、镀锌、发黑、镀镍、镀铬、渗碳、热处理、喷漆 |
| 测试设备 | 坐标测量机(CMM)、二维测量仪、投影仪、高度计、千分尺、螺纹规、硬度计、卡尺、销规、盐雾试验机、同心度测量仪、光谱仪。 |
| 质量管理体系 |
ISO 9001:2015 ISO 13485:2016 |
| 应用 | 汽车零件、机械零件、电脑零件、医疗零件、家用电器零件、电气零件、电子产品零件、电子零件、发电机零件、交流发电机零件、发电机零件、文具、电源开关、微动开关、建筑材料、商品和视听设备。 |
| 文件格式 | Solidworks、Pro/Engineer、CAD、PDF、JPG、DXF、IGS |
| 包裹 | 内包装为塑料袋,外包装为标准纸箱,或根据客户要求包装。 |
| 船运 | 海运、空运、国际快递(DHL、FedEx、TNT、UPS)。 |
| 服务 | 专业的外贸团队提供热情快捷的响应服务。 尺寸检验报告/原材料证书/表面处理报告/工程图纸 RoHS报告/盐雾测试报告/硬度测试报告 |
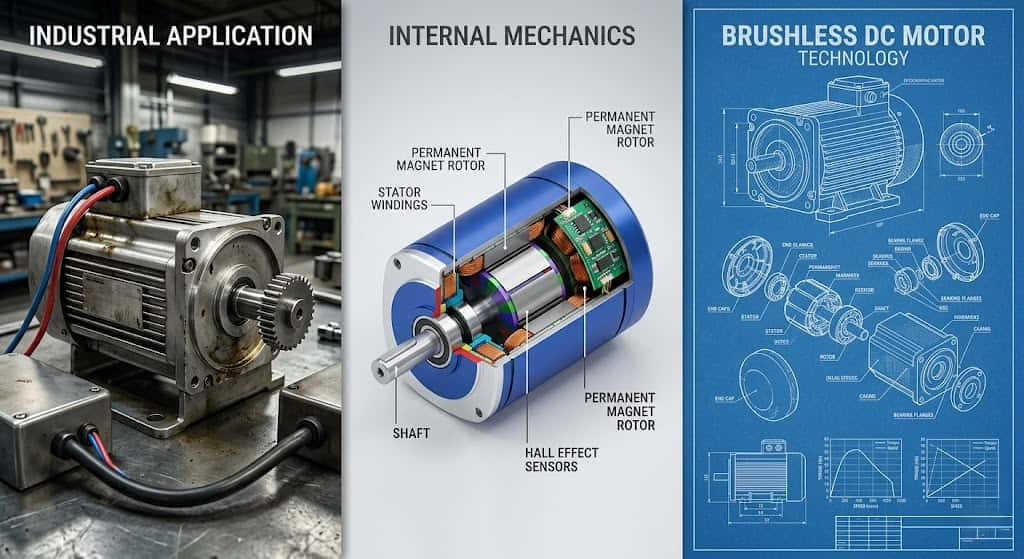
无刷直流电机转子铁芯的定制加工
这款定制的无刷直流电机转子铁芯属于高精度非标零部件,是无刷直流电机的核心传动和磁导部件。其加工精度、表面质量和涂层性能直接决定了电机的运行稳定性、传动效率和使用寿命。凭借我们精密加工生产线和成熟的非标零部件定制技术,我厂能够实现从原材料成型到成品电镀的全流程精密加工,严格遵循产品设计要求和行业应用标准。
核心产品特性及技术要求
转子铁芯采用优质国标结构钢制成,具有优异的机械强度和导电性,能够满足无刷直流电机高速运转和动力传输的需求。该产品对铁芯的加工和表面处理有严格的要求:
- 转子铁芯表面必须无锈迹、油渍、划痕和外观缺陷,所有边缘均已去除毛刺;
- 表面应涂覆厚度精确的铬涂层,涂层厚度控制在1-3μm。涂层必须均匀、附着力强,且无剥落、针孔和其他缺陷;
- 所有未指定尺寸均严格按照 3D 模型进行加工,关键尺寸和几何公差遵循高精度设计标准;
- 所有材料均符合RoHS环保要求,并且每批货物都提供合规证书。
全流程精密加工技术
针对该转子铁芯的加工要求,我厂制定了一套标准化、精细化的全流程加工方案,其核心工艺流程如下:
-
原材料切割和预处理 选择符合国家标准的相应结构钢原材料,并采用精密切割设备进行精确切割。对原材料表面进行除油除锈预处理,确保原材料基体无杂质,为后续加工和电镀奠定坚实基础。
-
精密成型加工 采用数控车削、数控铣削等高精度加工设备,根据三维模型和设计图纸,对型芯尺寸、倒角、圆角、角度等结构进行成形加工。同时完成孔、槽等特征的精密加工。全程实现数控系统的闭环控制,确保加工尺寸的一致性和精度。
-
去毛刺和表面精加工 按照20倍放大倍率的检验标准对所有加工边缘进行去毛刺,并通过机械去毛刺和手工精加工相结合的方式彻底去除加工毛刺和飞边。随后进行研磨、抛光等表面精加工,确保产品表面无划痕、凸起和其他缺陷,满足无油渍、无瑕疵的清洁表面要求。
-
镀铬 作为核心表面处理工艺,采用专业的电镀生产线进行铬镀层制备。首先,在电镀前对成品转子铁芯进行活化处理,以去除表面氧化层和残留杂质。然后,通过精确控制电镀参数,实现1-3μm铬镀层的均匀沉积。镀层形成后进行初步检测,确保镀层厚度、附着力和表面平整度符合标准。
-
全尺寸检验和成品验收 电镀完成后,使用二维、三维测量仪等高精度检测设备对产品尺寸、几何公差、角度等进行全尺寸检测,并同时对镀层厚度、表面质量和锈蚀情况进行专项检测。只有所有指标均合格的产品才能入库,每批产品均附有检测报告和RoHS合规证书。
关键加工挑战及针对性解决方案
该转子铁芯是一种高精度非标电机零部件,加工过程中面临诸多技术挑战。我厂凭借成熟的工艺方案和设备技术,已有效克服所有挑战,详情如下:
挑战一:高精度尺寸和几何公差的稳定控制
该产品对关键尺寸、角度、圆角和其他结构的加工精度要求极高。传统加工方式容易出现尺寸偏差和几何公差超标,影响电机装配和运行精度。
解决方案:采用进口高精度数控加工设备,配备高刚性机床主轴和精密刀具库,以减少加工振动引起的误差;加工前校准设备精度,加工过程中采用在线测试技术,实时监测尺寸变化并自动补偿加工参数;对批量加工实施首件全检和巡检制度,确保每个产品的尺寸精度均满足设计要求。
挑战二:实现完美无瑕的表面高标准
该产品要求表面无锈蚀、油渍和划痕,边缘无毛刺。传统加工方式容易因切削液残留、刀具磨损、夹具夹紧等原因造成表面缺陷,影响电镀效果和产品外观。
解决方案:加工过程中选用优质切削液,并配合高压冷却系统,以减少切屑粘附和表面划痕;定期更换刀具,确保刀具锋利,避免因刀具磨损造成毛刺和表面粗糙;在夹具夹爪上包裹软橡胶垫,防止夹紧过程中表面凹陷和划痕;去毛刺后采用超声波清洗工艺,彻底清除表面油渍和切屑残留,清洗后进行真空干燥,防止表面出现水渍和锈迹。
挑战三:确保1-3μm厚铬涂层的均匀沉积和附着
薄铬镀层的厚度难以控制,容易出现厚度不均、附着力差、剥落等问题。镀层质量直接影响转子铁芯的防锈性能和使用寿命。
解决方案:定制专用电镀夹具,确保电镀过程中转子铁芯应力均匀、电流分布一致,从源头上避免镀层厚度不均;优化镀前处理工艺,通过脱脂、酸洗、活化等多道工序去除工件表面杂质,提高镀层与基材的结合力;精确控制电镀液浓度、温度、电流密度等关键参数,采用脉冲电镀技术实现镀层缓慢均匀沉积,严格控制镀层厚度在1-3μm范围内;电镀后进行镀层附着力测试和厚度检测,剔除不合格产品。
挑战 4:多过程连接中的质量一致性控制
该产品涉及多道加工工序,从原材料到电镀的每一个环节都会影响最终成品的质量。在大规模生产中,各工序之间的质量波动是容易发生的。
解决方案:建立全流程质量追溯体系,为每个产品分配唯一的追溯码,并记录每个工序的加工参数、测试结果和操作人员;为每个工序设立专属的质量检验岗位,严禁上一工序的不合格产品进入下一工序;定期维护、保养和校准加工和电镀设备,并对操作人员进行专业技能培训,以确保每个工序操作的标准化和规范化。
我们的加工优势
-
强大的非标定制能力 凭借在精密机械非标定制加工领域的深厚经验,我们可以根据客户的3D模型和图纸要求灵活调整加工工艺,以适应BLDC电机各种核心部件的定制需求。
-
先进设备与技术 我们配备了一整套高精度数控加工设备、专业的电镀生产线和精密检测仪器,我们的工艺方案已经过多次实际应用验证,能够稳定地实现高精度和高表面质量的加工要求。
-
严格的质量控制 建立从原材料入库检验到成品交付的全流程质量控制体系。所有产品均需经过多重检测,以确保产品合格率,并为每批货物提供检验报告和合格证书。
-
一站式全流程服务 我们可以提供从原材料采购、精密加工、表面电镀到成品检验、包装和交付的一站式服务,减少客户连接环节,提高定制效率。
以客户需求为核心,以精密加工技术为支撑,我厂严格把控每一个生产环节,确保为客户提供符合设计标准、质量稳定的无刷直流电机转子铁芯产品,以适应各种工业无刷直流电机应用场景。
https://www.instagram.com/liqincnc/
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206






