
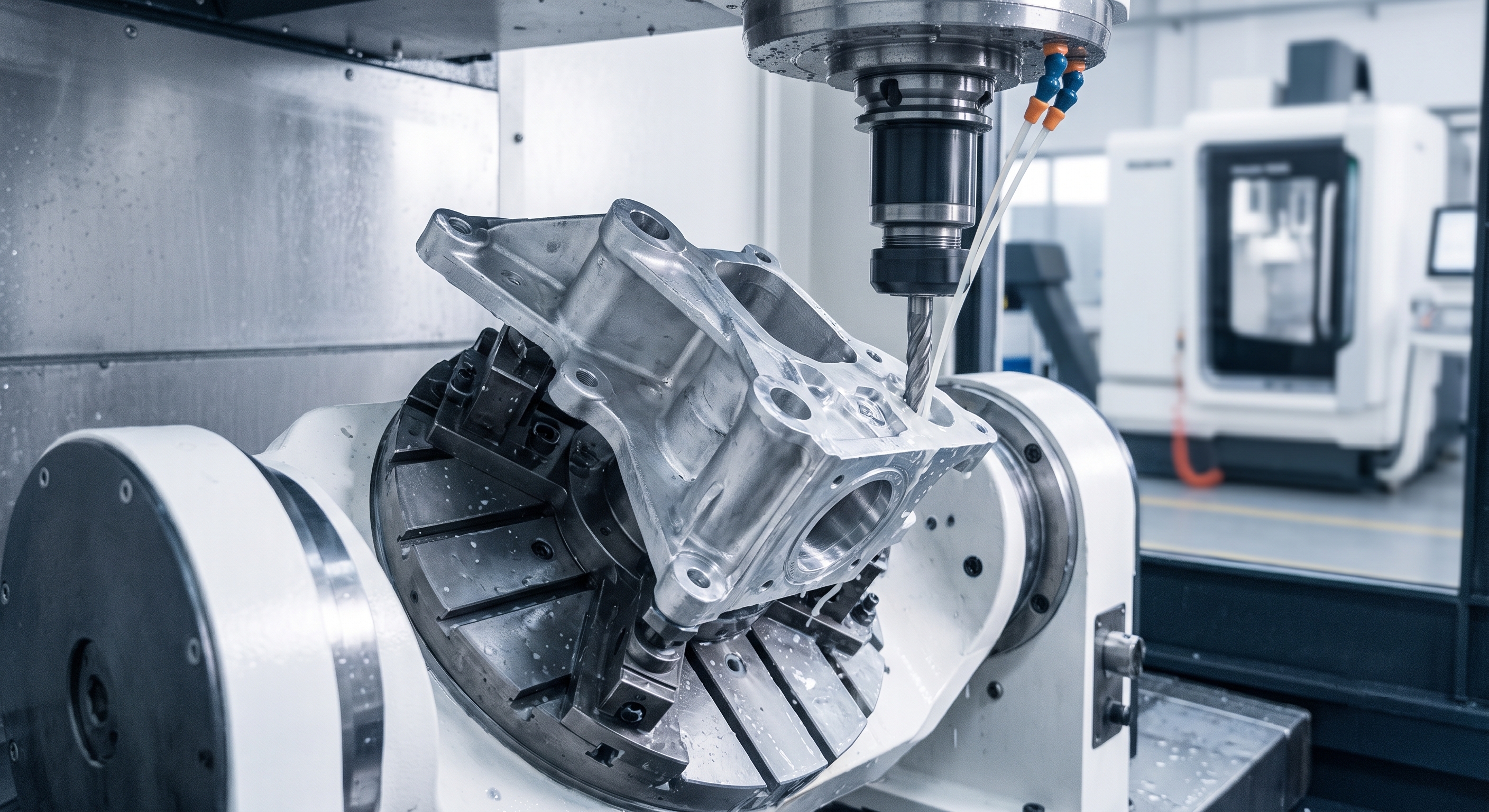
كل أسبوع في Ningbo Liqin Industrial & Trading Co., Ltd., يفتح فريقنا الهندسي المئات من ملفات STEP < سوب class="superscript">< مسار البيانات إلى العقدة = "1،2">. على شاشة عالية الدقة، تبدو نماذج CAD مثالية. ولكن عندما نترجمها إلى مسارات أدوات Mastercam لإعدادات DMG MORI ذات المحاور الخمسة، فإن واقع ورشة الآلات يتولى زمام الأمور: زوايا داخلية ضيقة تتطلب ساعات من EDM البطيء، وجيوب عميقة مخصصة لقطع قواطع الكربيد، وخيوط مصممة بخلوص صفر للهروب من الرقائق < سوب class="superscript">< data-path-to-node="1,4">.
من خلال ضبط هذه الميزات لتتناسب مع الحدود المادية لأدوات القطع الدوارة، يمكنك بسهولة خصم 30% من فاتورة المعالجة < سوب class="superscript">< مسار البيانات إلى العقدة = "2،2">. وإليكم كيف نفعل ذلك، مجردين من الزغب النظري.
1. عقوبة نصف القطر الداخلي: لماذا تكلف زوايا R الخاصة بك ثروة
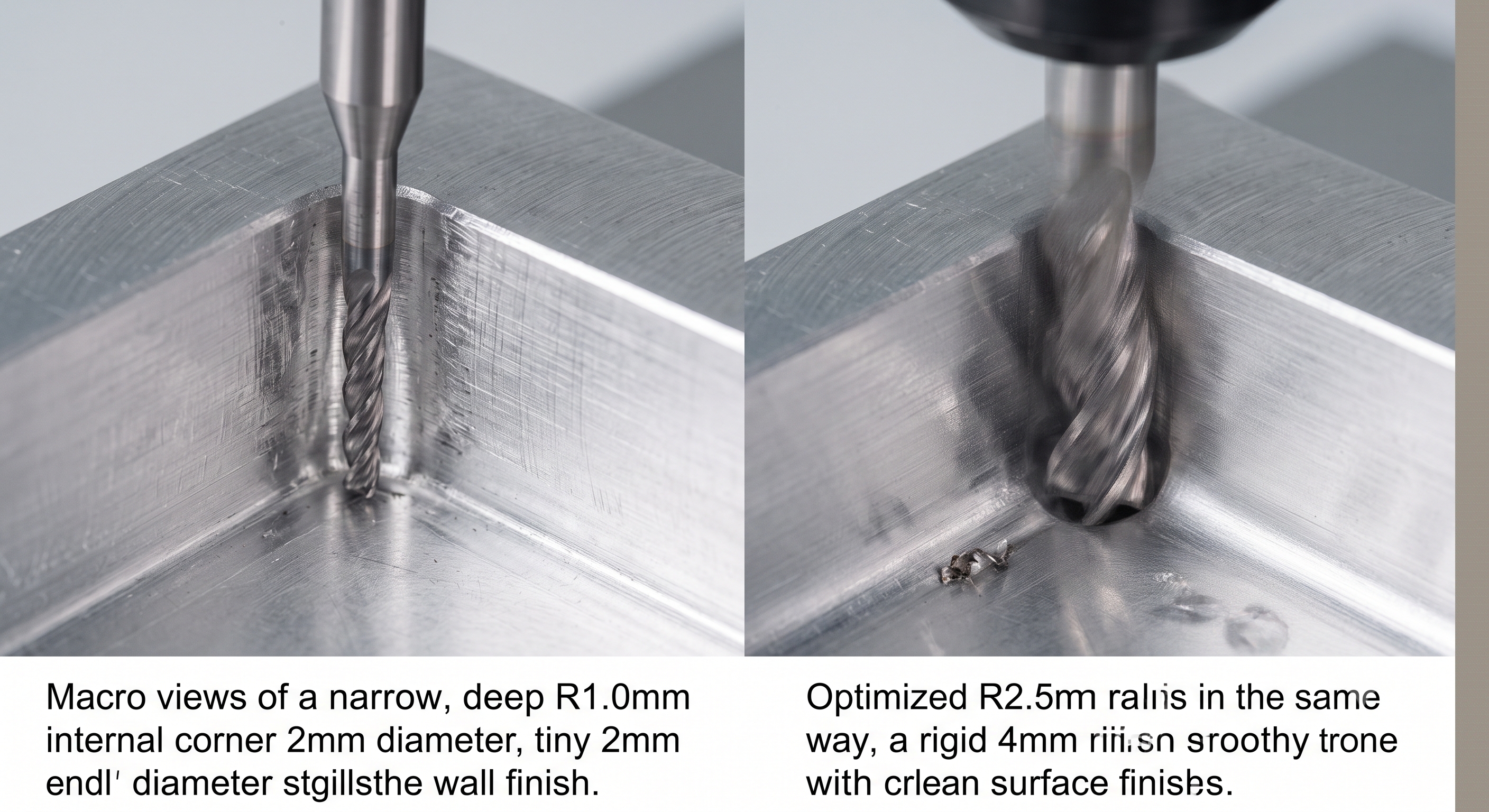
ألصق بجيب عميق مقاس 30 مم مع محكم class="math-inline" data-math="\text{R}1.0\text{mm}" data-index-in-node="45">R1.0mm على الزاوية المطبوعة، وتجبرنا على النزول من زاوية 10 ملم الصلبة إلى الهشة class="katex">مطحنة صغيرة طويلة المدى مقاس 2 مم < سوب class="superscript">< مسار البيانات إلى العقدة = "5،2">. يتم قياس صلابة الأداة باستخدام القوة الرابعة لقطرها (d^4). تتمتع أداة 2 مم بصلابة أقل بمقدار 625 مرة من أداة قاطع 10 ملم.
انخفاض الصلابة = (10)^4 / (2)^4 = 10000 / 16 = 625x أقل صلابة
لمنع الأداة من الانطباق مثل عود الأسنان، يتعين على المشغلين لدينا تقليص معدل التغذية إلى مستوى بطيء 150 مم/دقيقة. إذا سمحت لنا بفتح تلك الزاوية على R2.5mm (مما يسمح بمطحنة 4 مم)، فيمكننا تشغيل مسارات أسرع للأدوات، وحفظها 55% من وقت الدورة، والقضاء على انحراف الأداة الذي يفسد تشطيبات الجدار < سوب class="superscript">< data-path-to-node="7,2">.
-
<لي>
القاعدة الأساسية: احتفظ R≥1.1×Rtool. وهذا يمنح القاطع مساحة للتنفس في الزاوية، مما يمنع الارتفاع المفاجئ في تعشيق الأداة من 90 إلى 180 درجة مما يسبب اهتزازًا شديدًا وتقطيعًا دقيقًا.
2. الجيوب ونسب العرض إلى الارتفاع ورنين الجدران الرقيقة
الفتحات العميقة والضيقة تدعو إلى المشاكل. عندما تتجاوز نسبة عمق الجيب إلى القطر L/D>4، تنحرف أدوات الكربيد القياسية تحت قوى القطع الجانبية وفقًا لمعادلة الشعاع الكابولي الكلاسيكية:
لمواجهة هذا الانحراف (> 0.012mm)، يجب علينا إبطاء عمليات الماكينة أو استخدام أدوات عنق مدببة باهظة الثمن وطويلة المدى < سوب class="superscript">< مسار البيانات إلى العقدة = "13,2">. احتفظ بالأعماق التقريبية ضمن 3×D. بالنسبة للتجاويف العميقة، صمم جيبًا متدرجًا أو قسم الجزء إلى مجموعة متعددة القطع < سوب class="superscript">< data-path-to-node="13,6">.
يصيب الاهتزاز أيضًا الجدران الرقيقة. تؤدي تصنيع الألمنيوم (مثل AL6061-T6) أسفل 0.8 مم إلى إطلاق ضغوط داخلية وتتسبب في دفع المعدن بعيدًا عن القاطع. يؤدي ذلك إلى ترك سطح متموج أو تشقق المادة.
لتجاوز هذا دون إضافة تكلفة العملية، نستخدم طريقة تنحي تدريجية على الأرض. نقوم بتبديل القطع على كلا الجانبين، مع خفض 1.5 مم في كل مرة للسماح للكتلة غير الآلية بالعمل كدعم. نقوم بتشغيل قواطع ألومنيوم حادة أحادية الفلوت بسرعة تزيد عن 20000 دورة في الدقيقة للحفاظ على قوة القطع خفيفة.
3. فخ الإعداد: لماذا تستنزف عمليات التدوير الجزئي الميزانيات
يفترض العديد من المصممين أن التكلفة تتعلق فقط بحجم المادة. إنهم يتجاهلون العمل اليدوي لإعدادات التركيبات ومحاذاة المؤشرات. كل وجه يتطلب دوران يجبر مشغل الآلة على التوقف، وفك المشبك، والقلب، وإعادة التثبيت، وإعادة فحص نظام إحداثيات قطعة العمل. في الإنتاج منخفض الحجم، يشكل الإعداد والمحاذاة أكثر من 70% من إجمالي ساعات العمل.
علاوة على ذلك، تؤدي كل عملية إعادة تثبيت إلى حدوث أخطاء محاذاة على المستوى الجزئي تهدد الأبعاد الهندسية المتقاطعة مثل العمودية والمحورية.
-
<لي>
سوق دبي المالي القابل للتنفيذ: تصميم ميزات التزاوج المهمة (تحديد موقع الثقوب، ومقاعد المحامل) على نفس المستوى المحوري.
<لي>البديل: دعنا نقوم بتشغيل الجزء في مراكز المعالجة ذات المحاور الخمسة لدينا لإنهاء المعالجة خماسية الجوانب في إعداد واحد، مما يوفر لك 30% من تكاليف العمالة اليدوية.
4. الثقوب العمياء والخيوط الضحلة
نرى هذا غالبًا في أغلفة السيارات: خيط M6 محدد بعمق 12 مم في ثقب مسدود يبلغ عمقه 14 مم فقط < سوب class="superscript">< مسار البيانات إلى العقدة = "23,2">. لا يمكن لصنبور الفلوت الحلزوني القياسي أن يصل إلى الجزء السفلي المطلق من الحفرة بسبب سلك الشطب الموجود على الأداة (عادةً من 2 إلى 3 درجات) < سوب class="superscript">< مسار البيانات إلى العقدة = "23,4">. يؤدي الضغط على الصنبور إلى الأسفل إلى ضغط رقائق الألومنيوم المعبأة في الأسفل، مما يزيد من عزم القطع ويغلق الأداة.
الحد الأدنى لعمق الحفر = خيط قابل للاستخدام الطول + (3 × الملعب)
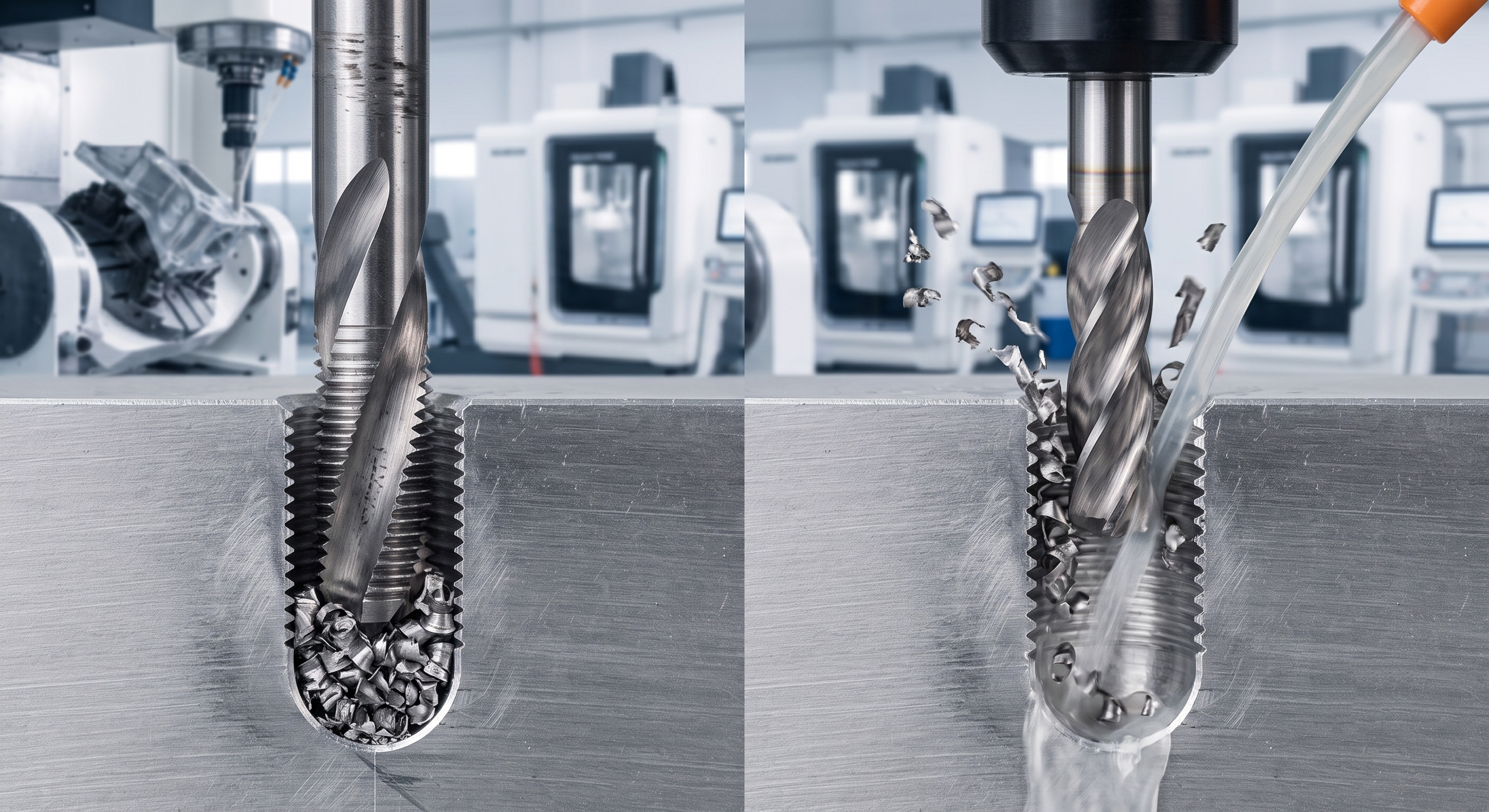
اضمن دائمًا هامش عمق حفر لا يقل عن 3×Pitch يتجاوز طول الخيط القابل للاستخدام < سوب class="superscript">< مسار البيانات إلى العقدة = "25,2">. إذا كانت الجدران الهيكلية رقيقة جدًا بحيث لا يمكن إجراء ثقب أعمق، فإننا ننتقل إلى طحن الخيوط باستخدام الحاسب الآلي بدلاً من النقر المادي. نظرًا لأن المطحنة اللولبية أصغر من الفتحة المحفورة مسبقًا وتقطع بشكل حلزوني، فإن سائل التبريد المضغوط يقوم بسهولة بإخراج الرقائق من التجويف، مما ينقذ الجزء من الصنبور المحاصر والمكسور.
5. التكلفة الحقيقية للتفاوتات ±0.005 مم
الإفراط في تحديد الوجوه غير المتزاوجة إلى ±0.005mm عندما يكون معيار ±0.02mm أو DIN ISO 2768-m (متوسط) جيدًا تمامًا مما يفرض خطوات تصنيع غير ضرورية < سوب class="superscript">< data-path-to-node="28,2">.
في ±0.005mm، لن تنجح عملية الطحن البسيطة. يجب أن نقدم تشطيبًا دقيقًا، أو أداة مستمرة لفحص الأوفست، أو طحنًا أسطوانيًا ثانويًا < سوب class="superscript">< مسار البيانات إلى العقدة = "29,2">. معامل التمدد الحراري للألمنيوم (23 ×10^{-6}/K) يعني أن انحراف درجة الحرارة بمقدار 2 درجة مئوية فقط في ورشة العمل يغير أبعاد الجزء الخاص بك بعدة ميكرونات. وهذا يجبرنا على تشغيل إعدادات يتم التحكم في درجة حرارتها وإجراء فحص بنسبة 100% على جهاز القياس الإحداثي (CMM).
مصفوفة التأثير الهندسي لطابق المتجر
فيما يلي مقاييس حقيقية من أرضية الإنتاج لدينا تقارن التصميمات غير المحسنة مع الأشكال المتوافقة مع سوق دبي المالي والتي تمت معالجتها على خطوطنا عالية السرعة < سوب class="superscript">< data-path-to-node="32,2">.
R 1.0 مم (العمق: 25 مم) < !---->
R 2.5 مم (باستخدام مطحنة 4 مم) < !---->
تم التخفيض بنسبة 55% < !---->
من 6.2% إلى 0.1% < !---->
34.5%
< سوب class="superscript">
L/D = 6:1 (الفتحة العميقة) < !---->
L/D = 3.5:1 (الجيب المتدرج) < !---->
تم التخفيض بنسبة 40% < !---->
من 4.5% إلى 0.0% < !---->
28.0%
< سوب class="superscript">
±0.005 مم (خطي) < !---->
±0.020 مم (ISO 2768-m) < !---->
تم التخفيض بنسبة 65% < !---->
من 8.8% إلى 0.3% < !---->
42.0%
< سوب class="superscript">
خيط M5 إلى الأسفل < !---->
خلوص المثقاب M5 + 2.5 ملم < !---->
تم التخفيض بنسبة 15% < !---->
من 3.1% إلى 0.0% < !---->
12.5%
< سوب class="superscript">
الأسئلة الشائعة
س1: لماذا لا تستخدم أداة أصغر لمسح الزوايا الضيقة فحسب؟
ج: لأن تنخفض صلابة الأداة بشكل كبير (d^4) < سوب class="superscript">< مسار البيانات إلى العقدة = "11,2">. إن إدخال قاطعة صغيرة 2 مم في زاوية عميقة يعني أنها سوف تنثني وتنجرف وتحتك بالحائط بدلاً من قص المعدن، مما يفسد السطح النهائي ويؤدي إلى كسر الأداة قبل الأوان < سوب class="superscript">< data-path-to-node="11,4">.توفر المسارات 55% من وقت الدورة، وتزيل تمامًا انحراف الأداة الذي يفسد تشطيبات الجدار < سوب class="superscript">< data-path-to-node="5,8">.
س2: ماذا لو كان تصميمنا يتطلب جدرانًا رقيقة يقل سمكها عن 0.8 مم؟
ج: يجب علينا تنفيذ دعم "التنحي". نحن لا نقوم أبدًا بطحن جانب واحد للوصول إلى السُمك النهائي أولاً؛ وبدلاً من ذلك، نقوم بتشكيل كلا الجانبين بخطوات ضحلة 1.5 مم، مما يسمح للمعدن السميك غير المشكل بالأسفل بامتصاص قوى القطع والاهتزازات.
س3: كيف تؤثر اتجاهات الإعداد على التسامح الهندسي للجزء الأخير؟
ج: في كل مرة نقلب فيها جزءًا، تتسلل أخطاء المحاذاة على المستوى الجزئي. إذا كانت ميزات المطابقة المهمة على مستويات مختلفة، فإن تحقيق التعامد المحكم أو المحورية يصبح شديد الخطورة ومكلفًا بسبب أخطاء التراص التراكمية هذه.
تصميم ميزات التزاوج الهامة (تحديد موقع الثقوب، مقاعد المحامل) على نفس المستوى المحوري. وبدلاً من ذلك، دعنا نقوم بتشغيل الجزء في مراكز التصنيع ذات 5 محاور لدينا لإنهاء المعالجة الخماسية الجوانب في إعداد واحد، مما يوفر لك 30% من تكاليف العمالة اليدوية.
س4: هل يمكننا استخدام الطحن الخيطي لجميع الثقوب المسدودة بدلاً من النقر؟
ج: نعم، ونحن نفضل ذلك للثقوب الضحلة. طاحونة الخيوط أصغر من الفتحة المحفورة مسبقًا وتقطع بشكل حلزوني، مما يسمح لسائل التبريد المضغوط بإخراج الرقائق بسهولة من التجويف، مما يقلل من خطر كسر الصنبور مما يؤدي إلى إتلاف الجزء.
س5: كيف يؤثر اختيار المواد على قواعد سوق دبي المالي هذه؟
ج: المعادن الأكثر صلابة مثل 316 يعمل الفولاذ المقاوم للصدأ أو التيتانيوم على تضخيم كل خطأ في سوق دبي المالي. تصبح الزاوية الضيقة أو الجيب العميق الذي يتم تصنيعه ببطء في الألومنيوم بمثابة كابوس مدمر للأدوات ومعدل خردة عالي في التيتانيوم بسبب تصلب العمل.
الملخص
باختصار، خصم 30% على فاتورة التصنيع باستخدام الحاسب الآلي لا يعني التنازل عن الأداء الوظيفي لمنتجك؛ إنه يعني ببساطة محاذاة هندسة التصميم بمساعدة الكمبيوتر (CAD) الخاصة بك مع الحدود المادية لأدوات القطع لدينا < سوب class="superscript">< مسار البيانات إلى العقدة = "1،2">. عن طريق إجراء تعديلات طفيفة على نصف قطر الزاوية < سوب class="superscript">< data-path-to-node="1,4">، والحفاظ على أعماق التجويف ضمن نسب العرض إلى الارتفاع العملية، وتقليل دورات الإعداد، واستخدام التفاوتات الواقعية مثل DIN ISO 2768-m < سوب class="superscript">< data-path-to-node="1,6">، يمكنك بشكل مباشر التخلص من انحراف الأداة والصنابير المعطلة وإعدادات الجهاز المهدرة < سوب class="superscript">< مسار البيانات إلى العقدة = "1،8">. لا يتعلق سوق دبي المالي بتخفيض معاييرك، بل يتعلق بتصميم التخلص من احتكاك التصنيع الذي يؤدي إلى تضخيم فاتورة الإنتاج بشكل غير ضروري.
قبل إصدار طلب عرض الأسعار التالي الخاص بك إلى Ningbo Liqin Industrial & Trading Co., Ltd.، افتح نصف القطر الداخلي، وتحقق من التفاوتات الخطية مقابل ISO 2768-m، وتحقق من أعمى إزالة الثقب < سوب class="superscript">< مسار البيانات إلى العقدة = "34,2">. أرسل إلينا ملفات CAD المحدثة، وشاهد انخفاض فواتير التصنيع الخاصة بك أثناء وصول قطع الغيار الخاصة بك بشكل أسرع وجاهزة للتجميع < سوب class="superscript">< data-path-to-node="34,4">.
<ديف>