








وصف المنتج
| شيء | يصف |
| التصميم/الحجم | وفقًا لرسومات أو عينات العميل |
| مادة |
الألومنيوم: 6061، 6063، 6082، 7075، 5052، A380، إلخ. الفولاذ المقاوم للصدأ: SS201، SS301، SS303، SS304 (SS304 صالح للاستخدام مع الطعام)، SS316، SS316L، SUS430، SS416 الفولاذ: الفولاذ منخفض الكربون، الفولاذ الكربوني، 4140، 4340، Q235، Q345B، 20#، 45#، إلخ. الفولاذ السبائكي (15Cr، 20Cr، 42CrMo)، إلخ. النحاس الأصفر: HPb63، HPb62، HPb61، HPb59، H59، H68، H80، H90، إلخ. النحاس، البرونز، النحاس، إلخ. التيتانيوم: TC4 (TiAl6v4، الدرجة f5) البلاستيك: ABS، PC، PE، POM، Delrin، النايلون، البلاستيك، PP، PEI، Peek، إلخ. |
| عملية | التصنيع باستخدام الحاسوب (CNC)، الخراطة، الطحن، التشكيل، الخراطة، القطع، إلخ. |
| موعد التسليم | تستغرق العينات عادةً من 3 إلى 7 أيام عمل، وسيتم تنفيذ الإنتاج الضخم وفقًا للكمية المحددة بعد الموافقة على العينة. |
| معالجة السطح | الأنودة الشفافة، الأنودة الملونة، الطلاء الكيميائي، الصقل بالفرشاة، التخميل، التلميع، طلاء الكروم، السفع الرملي، النقش بالليزر، طلاء الزنك، أكسيد أسود، طلاء النيكل، طلاء الكروم، الكربنة، المعالجة الحرارية، الطلاء |
| معدات الاختبار | آلة قياس الإحداثيات (CMM)، أداة قياس ثنائية الأبعاد، جهاز عرض، مقياس ارتفاع، ميكرومتر، مقياس خيوط، جهاز اختبار الصلابة، فرجار، مقياس دبوس، جهاز اختبار رذاذ الملح، أداة قياس التمركز، مطياف. |
| نظام إدارة الجودة |
ISO 9001:2015 ISO 13485:2016 |
| طلب | قطع غيار السيارات، قطع غيار الآلات، قطع غيار الكمبيوتر، قطع غيار الأجهزة الطبية، قطع غيار الأجهزة المنزلية، قطع غيار كهربائية، قطع غيار المنتجات الإلكترونية، قطع غيار إلكترونية، قطع غيار المولدات، قطع غيار المولدات الكهربائية، قطع غيار المولدات، القرطاسية، مفاتيح الطاقة، المفاتيح الصغيرة، مواد البناء، البضائع ومعدات الصوت والفيديو. |
| تنسيق الملف | Solidworks، Pro/Engineer، CAD، PDF، JPG، DXF، IGS |
| طَرد | كيس بلاستيكي داخلي، كرتون خارجي قياسي، أو حسب متطلبات العميل |
| شحن | الشحن البحري، الشحن الجوي، الشحن السريع الدولي (DHL، FedEx، TNT، UPS). |
| يخدم | يقدم فريق التجارة الخارجية المحترف خدمات سريعة الاستجابة وحماسية. تقرير فحص الأبعاد / شهادة المواد الخام / تقرير معالجة السطح / الرسم الهندسي تقرير RoHS / تقرير اختبار رذاذ الملح / تقرير اختبار الصلابة |
معالجة مقدمة عن قطب مطابقة مانع الصواعق لمحطات إشارة الجيل الرابع
هذا المنتج عبارة عن قطب كهربائي أساسي مُطابق لمانعات الصواعق في محطات إشارات الجيل الرابع، وهو جزء هيكلي دقيق مُصمم خصيصًا وغير قياسي، مُلائم تمامًا لأغلفة مانعات الصواعق. صُمم هذا المنتج خصيصًا لمعدات الحماية من الصواعق في محطات إشارات الجيل الرابع الخارجية، ويتطلب معايير صارمة فيما يتعلق بالمرونة الهيكلية، والدقة في الأبعاد، وتقنية السطح، والتشكيل الدقيق. يجمع مصنعنا بين تقنية التشكيل بالبثق البارد وتقنية التشغيل الآلي عالية الدقة، وبالاعتماد على خبرتنا الراسخة في مجال المعالجة الدقيقة غير القياسية وتجربتنا في تصنيع ملحقات الاتصالات، نحقق إنتاجًا ضخمًا عالي الدقة لهذا القطب الكهربائي المُصمم خصيصًا. فهو يُوازن بين القوة الهيكلية ودقة التركيب، مما يضمن توافقًا تامًا مع المكونات المُطابقة.
1. معايير المنتج الأساسية وميزات التصميم
- المادة الأساسية : تم استخدام سبيكة الألومنيوم 6061-T6، التي تتميز بقوة عالية ومقاومة ممتازة للتآكل، بالإضافة إلى سهولة تشكيلها وتصنيعها بالبثق البارد. وهي مناسبة لبيئة العمل المعقدة لمحطات إشارات الجيل الرابع الخارجية، حيث تتعرض لتغيرات في درجات الحرارة والأمطار. يُحسّن البثق البارد صلابة السطح وتماسك المادة الأساسية، مما يضمن استقرارها الهيكلي وتوصيلها الكهربائي، كما يُحسّن أداءها مع مادة الغلاف، وبالتالي يزيد من متانة نظام مانع الصواعق بأكمله.
- تقنية السطح : يتم اعتماد سطح مصقول بدقة عالية، مع تحكم دقيق في خشونة السطح (Ra1.5-3.5 ميكرومتر)، دون معالجة بالطلاء. يجب أن يكون السطح خاليًا من بقع الزيت، والنتوءات، والرقائق، والخدوش، وأي عيوب تصنيعية أخرى. يتميز السطح الأساسي المُشكّل بالبثق البارد بسطح مستوٍ للغاية، مما يوفر أساسًا متينًا لعمليات التصنيع الدقيقة اللاحقة. لا تمنع تقنية السطح عالية الدقة طبقة الطلاء من التأثير على التوصيل الكهربائي فحسب، بل تضمن أيضًا دقة التركيب مع المكونات المتوافقة، مما يمنع تأثير فجوات التجميع على كفاءة الحماية من الصواعق.
- التصميم الهيكلي : يتميز المنتج ببنية دقيقة متكاملة ذات فتحات مصممة، وثقوب ملولبة من نوع ويتوورث، ومجموعات متعددة من وصلات القوس ذات نصف القطر الصغير، وهياكل متناظرة دقيقة. جميع الأسطح موازية لمستوى المرجع، وتتميز بتفاصيل دقيقة وأبعاد دقيقة، بما في ذلك الجدران الرقيقة والتجاويف الدقيقة. يتم تشكيل القطعة الرئيسية بشكل متكامل عن طريق البثق على البارد، مما يحل محل القطع الخشن التقليدي ويعيد بناء النموذج الهيكلي بدقة. إنه جزء دقيق غير قياسي نموذجي يجمع بين البثق على البارد والنحت الدقيق. تم تصميم الهيكل العام بدقة ليتناسب مع غلاف مانع الصواعق، مما يلبي متطلبات التجميع المعياري.
- مواصفات الإصدار : تم تحسين الإصدار الحالي بعد عدة جولات من عمليات التصميم، مع إضافة ميزات هيكلية مثل الفتحات. وقد قام مصنعنا بتحديث قالب البثق البارد وعملية التصنيع الدقيق في آنٍ واحد، مما يجعل بنية المنتج ودقته متوافقة تمامًا مع أحدث متطلبات تجميع مانعات الصواعق، ويضمن استقرار الاستخدام.
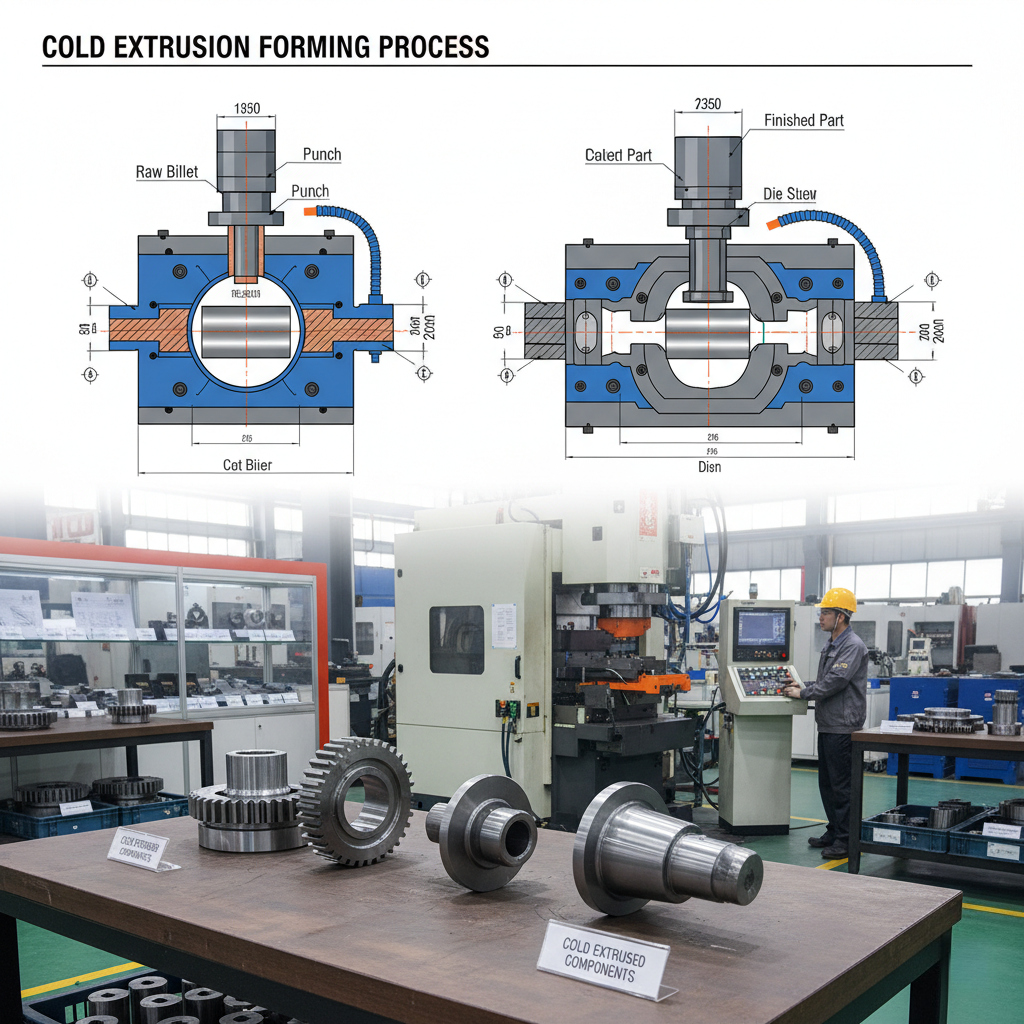
2. مخطط عملية تشكيل اللب
نظراً لبنية المنتج الدقيقة، ومتطلبات التركيب عالية الدقة، وخصائص مادة سبيكة الألومنيوم 6061-T6، يعتمد مصنعنا نظام معالجة متكاملاً يعتمد على التشكيل بالبثق البارد والتشغيل الدقيق باستخدام آلات CNC ، مع الالتزام التام بمواصفات الرسم الهندسي ثلاثي الأبعاد طوال عملية التصنيع. وتتلخص العملية الأساسية فيما يلي:
- المعالجة المسبقة للمواد الخام : يتم اختيار قضبان سبائك الألومنيوم 6061-T6 المؤهلة، وإجراء قطع دقيق لطول ثابت وتقويم، وإزالة طبقات الأكسيد وعيوب السطح؛ وإجراء التلدين الناعم والفوسفاتة والتصبن السطحي على القطع الخام لتحسين قابلية التشكيل بالبثق البارد وتقليل تآكل القالب، وأخيرًا إكمال تنظيف بقع الزيت استعدادًا للبثق البارد.
- التشكيل بالبثق البارد : نستخدم قوالب بثق بارد دقيقة ومخصصة لإتمام عملية التشكيل المتكاملة للقطعة الرئيسية للمنتج على آلة بثق بارد خاصة. يتم بثق الشكل الأساسي للإلكترود، ونموذج الفتحة، والهياكل الدقيقة المتناظرة، والتجاويف دفعة واحدة لضمان بنية متراصة وسماكة جدار موحدة للقطعة. تتشكل طبقة تصلب بالتشكيل البارد لتعزيز قوة البنية وتقليل كمية القطع اللازمة لعمليات التشغيل الدقيقة اللاحقة بشكل كبير.
- المعالجة اللاحقة للقطع الخام : إجراء عملية تلدين لتخفيف الإجهاد على القطع الخام المبثوقة على البارد للتخلص من الإجهاد الداخلي للبثق ومنع التشوه في عمليات التشغيل الدقيقة اللاحقة؛ إجراء عملية طحن دقيقة على مستوى المرجع للقطع الخام لإزالة الزوائد والنتوءات الناتجة عن البثق، وتشذيب مرجع تحديد الموضع، وضمان دقة التثبيت والتحديد اللاحقين.
- التثبيت والتحديد الدقيق : يتم اعتماد تجهيزات خاصة دقيقة عالية الدقة ومخصصة، وتثبيت القطع الخام بدقة عن طريق امتصاص الفراغ + طريقة تثبيت كتلة الضغط المرن لإنشاء مرجع تشغيل أساسي فريد، مما يقلل من أخطاء التثبيت والتشوه الدقيق للقطعة الخام للتكيف مع متطلبات معالجة الهياكل الصغيرة.
- التصنيع الدقيق باستخدام الطحن باستخدام الحاسوب : استخدم مركز تصنيع صغير عالي الدقة باستخدام الحاسوب لإجراء عملية الطحن النهائية على القطع الخام المبثوقة على البارد مع مستوى الإسناد المشذب كمرجع، وتحسين المحيط الرئيسي والفتحات والأقواس ذات نصف القطر الصغير والجدران الرقيقة وغيرها من الهياكل، والتحكم بدقة في توازي كل مستوى ودقة موضع الهياكل، وضمان أبعاد التركيب مع الغلاف المطابق.
- نظام الثقوب وتشكيل الخيوط : حفر دقيق كامل للثقوب النافذة والثقوب المضادة من خلال آلة حفر CNC عالية الدقة، وإجراء عملية التثقيب على الثقوب الملولبة من نوع Whitworth باستخدام أدوات خاصة؛ إجراء شطف دقيق على فتحات الثقوب قبل التثقيب لتجنب تشقق قمة الخيط وضمان دقة تركيب الخيط وسلاسة التجميع.
- الشطف الدقيق وإزالة النتوءات الدقيقة : يتم إجراء شطف دقيق مخصص على جميع الحواف الحادة وفتحات الثقوب وحواف الفتحات للمنتج؛ بالنسبة للأجزاء المعرضة للنتوءات الدقيقة المتبقية مثل الأقواس ذات نصف القطر الصغير وفتحات الثقوب الصغيرة، يتم اعتماد طريقة إزالة النتوءات بالموجات فوق الصوتية الدقيقة + التشطيب اليدوي الدقيق بواسطة فنيين كبار لإزالة الرقائق والنتوءات الدقيقة تمامًا وتجنب خدش المكونات المتطابقة.
- الفحص الدقيق الشامل : يتم اعتماد أدوات دقيقة مثل آلات قياس الإحداثيات ومؤشرات القرص ومقاييس الخشونة أثناء المعالجة لإجراء فحص شامل على دقة الأبعاد والتفاوت الهندسي وخشونة السطح، مع التركيز على فحص أبعاد التركيب مع الغلاف المطابق، وضمان الامتثال لمتطلبات التصميم والتجميع.
- الفحص النهائي والتنظيف والتغليف : إجراء فحص نهائي شامل للمظهر والأبعاد بعد اكتمال جميع عمليات التصنيع؛ إجراء رش عالي الضغط + تنظيف عميق بالموجات فوق الصوتية باستخدام عامل تنظيف خاص لإزالة بقع الزيت والرقائق، وبعد التجفيف بالتفريغ، يتم اعتماد تغليف خاص مضاد للكهرباء الساكنة ومقاوم للخدش للأجزاء الدقيقة لتجنب التلف الثانوي أثناء النقل والتخزين وضمان حالة التسليم المثالية.
3. صعوبات التشغيل الرئيسية
باعتبارها قطبًا دقيقًا أساسيًا لمطابقة مانعات الصواعق، فهي قطعة دقيقة غير قياسية تجمع بين البثق على البارد والنحت الدقيق. ونظرًا لبنيتها الدقيقة، ومتطلبات تركيبها عالية الدقة، وخصائص عملية التصنيع المركبة، فإن أبرز صعوبات التصنيع هي كما يلي:
- صعوبات التحكم في تشكيل قوالب التشكيل بالبثق البارد الدقيق وتشكيل القطع الخام : يتميز المنتج ببنية دقيقة وخصائص معقدة، مما يجعل دقة تصميم تجويف قالب التشكيل بالبثق البارد بالغة الأهمية. وتكثر مشاكل مثل تآكل القالب، وعدم كفاية ملء القطعة الخام، وعدم انتظام تشكيل البنى الدقيقة. كما أن سبيكة الألومنيوم 6061-T6 عرضة للتشوه الدقيق أثناء عملية التشكيل بالبثق البارد، مما يصعب معه ضمان اتساق أبعاد كل بنية دقيقة في القطعة الخام، وهو ما يؤثر بشكل مباشر على كفاءة عمليات التشغيل الدقيقة اللاحقة.
- صعوبات في توحيد المرجع وتحديد موضع التثبيت : المنتج صغير الحجم، والقطع الخام المبثوقة على البارد بها تشوه طفيف، مما يجعلها عرضة لانحراف الموضع أثناء التثبيت؛ بالإضافة إلى ذلك، قد يؤدي تآكل الأداة وقوة التثبيت غير المناسبة أثناء التشغيل الدقيق إلى تشوه دقيق ثانوي للقطع الخام، مما يؤثر على توازي مستوى المرجع ودقة موضع الهياكل، وهو ما يرتبط ارتباطًا مباشرًا بالتوافق مع الغلاف المطابق.
- صعوبات في التشغيل الدقيق للثقوب الملولبة من نوع ويتوورث : تتميز الثقوب الملولبة من نوع ويتوورث في المنتج بصغر حجمها، مع اختلاف شكل الخيط وخطوته عن الخيوط المترية التقليدية، ولا يمكن تكييف الأدوات التقليدية معها؛ بالإضافة إلى ذلك، فإن شكل الخيط غير المنتظم وكسر المثقب وارد الحدوث أثناء عملية التثقيب للثقوب الصغيرة، مما يفرض متطلبات صارمة على أدوات المعالجة ومعايير العملية.
- صعوبات في جودة السطح والتشغيل الخالي من العيوب : يتطلب الأمر سطحًا مصقولًا بدقة عالية وخاليًا من أي عيوب. تتميز سبائك الألومنيوم بلدونة جيدة، لذا فإن التصاق الأدوات وتراكم الحواف أمران شائعان أثناء التشغيل الدقيق للهياكل الصغيرة، مما يؤدي إلى خدوش سطحية. في الوقت نفسه، تتفاقم العيوب السطحية الدقيقة للقطع الخام المبثوقة على البارد بعد التشغيل الدقيق، مما يجعل من الصعب ضمان تجانس الخشونة.
- صعوبات في إزالة النتوءات الدقيقة من الهياكل الدقيقة : تميل النتوءات الدقيقة إلى البقاء في أجزاء مثل الأقواس ذات نصف القطر الصغير والفتحات وفتحات الثقوب الصغيرة في المنتج، والتي يصعب إزالتها تمامًا بالطرق التقليدية؛ وتؤدي إزالة النتوءات يدويًا إلى خدوش سطحية وتشوه هيكلي بسبب التشغيل غير السليم، مما يؤثر على دقة المنتج وتأثير التجميع.
- صعوبات في التحكم بدقة المطابقة والتركيب : باعتباره جزءًا مطابقًا، يجب أن يتطابق بدقة مع غلاف مانع الصواعق. قد تؤدي الانحرافات الطفيفة في الأبعاد في كل عملية من عمليات البثق على البارد والتشغيل الدقيق إلى فجوات تجميع كبيرة أو عدم القدرة على التجميع، مما يفرض متطلبات عالية للغاية للتحكم التعاوني في دقة التشغيل بأكملها.
4. حلول العمليات المستهدفة
بالنظر إلى صعوبات التصنيع المذكورة أعلاه، وبالاعتماد على سنوات من الخبرة في بثق سبائك الألومنيوم على البارد + تصنيع الأجزاء الدقيقة للغاية، قام مصنعنا بصياغة حلول حصرية من جوانب القوالب والمعدات والأدوات والعمليات والفحص لضمان جودة تصنيع المنتج وقابليته للتكيف بشكل كامل:
- حلول التحكم في تشكيل البثق البارد الدقيق : تصميم قوالب بثق بارد دقيقة عالية الدقة من الكربيد ، وتحسين تصميم قنوات التجويف والهياكل الصغيرة لضمان ملء كامل للقطعة الخام؛ إجراء معالجة التلميع والنتردة على سطح القالب لتحسين مقاومة التآكل وعمر الخدمة؛ التحكم بدقة في سرعة البثق والضغط أثناء البثق البارد، ومطابقته مع تزييت الفسفتة والتصبن لتقليل الاحتكاك بين القطع الخام والقوالب؛ إجراء فحص بنسبة 100% للمظهر والأبعاد الأساسية على القطع الخام بعد البثق، واستبعاد المنتجات غير المطابقة للمواصفات، وضمان جودة التشكيل من المصدر.
- حل توحيد البيانات وتحديد موضع التثبيت : إجراء عمليات طحن وتشذيب دقيقة على مستوى البيانات للقطع الخام المبثوقة على البارد لإنشاء بيانات تحديد موضع مسبق موحدة؛ اعتماد تجهيزات فراغ دقيقة مخصصة للتشغيل الدقيق، واستخدام كتل ضغط مرنة للتثبيت الخفيف لتقليل التشوه الدقيق للقطعة الخام؛ معايرة دقة التجهيزات قبل المعالجة، واعتبار مستوى البيانات هو المرجع الوحيد طوال العملية، وإعادة فحص دقة البيانات لكل 10 قطع معالجة لضمان عدم وجود إزاحة.
- حلول التصنيع الدقيق للثقوب الملولبة من نوع ويتوورث : تخصيص صنابير وأدوات حفر خاصة ذات أقطار دقيقة لخيوط ويتوورث تتناسب مع المنتج، واستخدام أدوات شطف دقيقة لشطف فتحات الثقوب بدقة قبل عملية التثقيب لضمان دخول سلس للخيوط؛ تحسين معايير التثقيب، واعتماد طريقة التثقيب بالتغذية منخفضة السرعة باستخدام التحكم الرقمي الحاسوبي مع المساعدة اليدوية للتحكم بدقة في القوة وتجنب كسر الصنابير؛ إجراء فحص بنسبة 100% باستخدام مقاييس سدادة الخيوط الدقيقة بعد التصنيع لضمان شكل الخيط المنتظم ودقة التركيب المؤهلة.
- حلول تشغيل خالية من عيوب جودة السطح : إجراء عملية طحن دقيقة على عيوب سطح القطع المبثوقة على البارد للحفاظ على طبقة التصلب بالتشكيل على البارد؛ اختيار أدوات مطلية خاصة ذات قطر صغير لسبائك الألومنيوم من أجل التشغيل الدقيق، واستخدام سائل تبريد صديق للبيئة للتبريد والتشحيم المستمر لتقليل التصاق الأداة وتراكم الحواف؛ اعتماد عملية طحن متعددة الطبقات للهياكل الصغيرة لتقليل الضرر الناتج عن قوة القطع على السطح؛ فحص خشونة السطح قطعة قطعة باستخدام مقياس الخشونة بعد التشغيل لضمان الامتثال لمتطلبات التصميم.
- حل إزالة النتوءات الدقيقة للبنية المجهرية : صياغة عملية إزالة نتوءات متدرجة ، أولاً إجراء إزالة النتوءات الأساسية باستخدام جهاز إزالة النتوءات بالموجات فوق الصوتية الدقيقة، ثم يقوم الفنيون ذوو الخبرة بإنهاء الزوايا الميتة يدويًا باستخدام أدوات الطحن الدقيقة بمساعدة العدسات المكبرة؛ إجراء فحص كامل بعد الطحن لضمان عدم وجود بقايا نتوءات، وتجنب خدوش السطح والتشوه الهيكلي في نفس الوقت.
- حل التحكم في دقة المطابقة : وضع معيار فحص خاص لأبعاد المطابقة ، وإدراج أبعاد المطابقة الرئيسية لغلاف مانع الصواعق في نطاق فحص المنتج؛ فحص أبعاد المطابقة الأساسية للقطع الخام بعد تشكيلها بالبثق البارد، وإجراء فحص بنسبة 100% لأبعاد المطابقة باستخدام آلة قياس الإحداثيات بعد التشغيل الدقيق؛ إجراء اختبار التجميع المادي بعد الانتهاء من معالجة القطعة الأولى، وبدء الإنتاج الضخم فقط بعد التأكد من المطابقة الدقيقة مع الغلاف للتحكم في دقة المطابقة طوال العملية.
5. مزايا التصنيع لدينا وضمان مراقبة الجودة
- ميزة عملية التصنيع المركبة : يمتلك مصنعنا نظامًا متطورًا لعمليات التصنيع المركبة ، يجمع بين البثق البارد لسبائك الألومنيوم والتصنيع الدقيق للغاية . يُحقق البثق البارد تشكيلًا متكاملًا للهيكل الرئيسي للمنتج، مما يُحسّن من تماسك الهيكل وقوته، ويُقلل من كمية القطع، ويرفع من كفاءة الإنتاج. أما التصنيع الدقيق للغاية، فيضمن دقة الأبعاد وجودة السطح، ويوازن بين أداء المنتج وقابليته للتكيف، وهو ما يُمثل الميزة الأساسية لتصنيع الأجزاء الدقيقة غير القياسية.
- ميزة المعدات والقوالب : نحن مجهزون بمجموعة كاملة من معدات المعالجة، مثل آلات البثق البارد الدقيقة عالية الدقة، ومراكز التصنيع CNC الصغيرة عالية الدقة، ومراكز الحفر والتثقيب الدقيقة، بالإضافة إلى معدات فحص دقيقة مثل آلات قياس الإحداثيات. تصل دقة تحديد المواقع في المعدات إلى 0.005 مم، مما يجعلها مناسبة لمعالجة الأجزاء الدقيقة. لدينا فريق تصميم قوالب محترف قادر على تخصيص وتعديل قوالب البثق البارد بسرعة لتتناسب بدقة مع مراحل تطوير المنتج.
- ميزة المعالجة المتطابقة : يمكن لمصنعنا معالجة المكونات الأساسية مثل أغلفة مانعات الصواعق والأقطاب الكهربائية المتطابقة في وقت واحد، وتوحيد التحكم في البثق البارد ودقة التشغيل الآلي لمجموعة المكونات بأكملها، وضمان قابلية التكيف لكل مكون متطابق من مصدر العملية، وتقليل تكلفة التعاون بين المصنعين المتعددين للعميل، وتحسين كفاءة التجميع واستقرار نظام مانع الصواعق بأكمله.
- ميزة مراقبة الجودة الشاملة : لقد أنشأنا نظامًا خاصًا لمراقبة الجودة لعملية التشكيل بالبثق على البارد والتشغيل الدقيق . بدءًا من فحص المواد الخام الواردة، مرورًا بالفحص الشامل للقطع المشكلة بالبثق على البارد، وصولًا إلى فحص القطعة الأولى والفحص الدوري أثناء عملية التشغيل الدقيق، وانتهاءً بالفحص النهائي للمنتج النهائي واختبار التجميع، يتم توثيق كل مرحلة بسجلات فحص مفصلة، وتُرفق جميع المنتجات بتقارير فحص، مما يضمن أن جميع المنتجات المُسلّمة مطابقة للمواصفات وخالية من عيوب التصنيع والانحرافات في الأبعاد.
- ميزة الخدمة المخصصة : بصفتنا مصنعًا محترفًا متخصصًا في التصنيع الدقيق المخصص غير القياسي، يمكننا تحسين قالب البثق البارد وعملية التصنيع الدقيق بمرونة وفقًا لمتطلبات التصميم الشاملة لمانعات الصواعق الخاصة بالعملاء، والاستجابة بسرعة لتغييرات التصميم؛ وفي الوقت نفسه، نقدم للعملاء اقتراحات احترافية بشأن تحسين هيكل المنتج وتحسين دقة المطابقة للمساعدة في رفع أداء المجموعة الكاملة من معدات الحماية من الصواعق.
بفضل مزايا عملية التصنيع المركبة التي تجمع بين البثق البارد والتشغيل الدقيق، ونظام مراقبة الجودة المتكامل، والخبرة الواسعة في تصنيع الأجزاء المتوافقة، يُمكن لمصنعنا إنجاز عمليات تشغيل عالية الدقة والجودة لهذا القطب المتوافق مع مانع الصواعق، وذلك وفقًا لمواصفات التصميم بدقة متناهية. نتحكم في كل تفاصيل التشغيل طوال العملية، مما يضمن متانة المنتج الهيكلية وجودة سطحه وملاءمته التامة، ويحقق توافقًا مثاليًا مع غلاف مانع الصواعق. نوفر حلاً مستقرًا وموثوقًا للأجزاء الدقيقة المتوافقة مع مانعات الصواعق لمحطات إشارات الجيل الرابع.
الهاتف: +86 187 5714 8656
البريد الإلكتروني: zhouli@chinaliqin.com
واتساب: +86 187 5714 8656
الموقع الإلكتروني: https://www.cncliq.com/
البريد الإلكتروني: zhouli@chinaliqin.com
واتساب: +86 187 5714 8656
الموقع الإلكتروني: https://www.cncliq.com/
