



وصف المنتج
| شيء | يصف |
| التصميم/الحجم | وفقًا لرسومات أو عينات العميل |
| مادة |
الألومنيوم: 6061، 6063، 6082، 7075، 5052، A380، إلخ. الفولاذ المقاوم للصدأ: SS201، SS301، SS303، SS304 (SS304 صالح للاستخدام مع الطعام)، SS316، SS316L، SUS430، SS416 الفولاذ: الفولاذ منخفض الكربون، الفولاذ الكربوني، 4140، 4340، Q235، Q345B، 20#، 45#، إلخ. الفولاذ السبائكي (15Cr، 20Cr، 42CrMo)، إلخ. النحاس الأصفر: HPb63، HPb62، HPb61، HPb59، H59، H68، H80، H90، إلخ. النحاس، البرونز، النحاس، إلخ. التيتانيوم: TC4 (TiAl6v4، الدرجة f5) البلاستيك: ABS، PC، PE، POM، Delrin، النايلون، البلاستيك، PP، PEI، Peek، إلخ. |
| عملية | التصنيع باستخدام الحاسوب (CNC)، الخراطة، الطحن، التشكيل، الخراطة، القطع، إلخ. |
| موعد التسليم | تستغرق العينات عادةً من 3 إلى 7 أيام عمل، وسيتم تنفيذ الإنتاج الضخم وفقًا للكمية المحددة بعد الموافقة على العينة. |
| معالجة السطح | الأنودة الشفافة، الأنودة الملونة، الطلاء الكيميائي، الصقل بالفرشاة، التخميل، التلميع، طلاء الكروم، السفع الرملي، النقش بالليزر، طلاء الزنك، أكسيد أسود، طلاء النيكل، طلاء الكروم، الكربنة، المعالجة الحرارية، الطلاء |
| معدات الاختبار | آلة قياس الإحداثيات (CMM)، أداة قياس ثنائية الأبعاد، جهاز عرض، مقياس ارتفاع، ميكرومتر، مقياس خيوط، جهاز اختبار الصلابة، فرجار، مقياس دبوس، جهاز اختبار رذاذ الملح، أداة قياس التمركز، مطياف. |
| نظام إدارة الجودة |
ISO 9001:2015 ISO 13485:2016 |
| طلب | قطع غيار السيارات، قطع غيار الآلات، قطع غيار الكمبيوتر، قطع غيار الأجهزة الطبية، قطع غيار الأجهزة المنزلية، قطع غيار كهربائية، قطع غيار المنتجات الإلكترونية، قطع غيار إلكترونية، قطع غيار المولدات، قطع غيار المولدات الكهربائية، قطع غيار المولدات، القرطاسية، مفاتيح الطاقة، المفاتيح الصغيرة، مواد البناء، البضائع ومعدات الصوت والفيديو. |
| تنسيق الملف | Solidworks، Pro/Engineer، CAD، PDF، JPG، DXF، IGS |
| طَرد | كيس بلاستيكي داخلي، كرتون خارجي قياسي، أو حسب متطلبات العميل |
| شحن | الشحن البحري، الشحن الجوي، الشحن السريع الدولي (DHL، FedEx، TNT، UPS). |
| يخدم | يقدم فريق التجارة الخارجية المحترف خدمات سريعة الاستجابة وحماسية. تقرير فحص الأبعاد / شهادة المواد الخام / تقرير معالجة السطح / الرسم الهندسي تقرير RoHS / تقرير اختبار رذاذ الملح / تقرير اختبار الصلابة |
معالجة مقدمة عن غلاف مانع الصواعق لمحطات إشارة الجيل الرابع
هذا المنتج عبارة عن غلاف مُصمم خصيصًا للمكون الأساسي لمانعات الصواعق في محطات إشارات الجيل الرابع، وهو قطعة غير قياسية مصنعة بدقة عالية، مصممة خصيصًا لأجهزة الحماية من الصواعق في محطات إشارات الجيل الرابع الخارجية، وتخضع لمتطلبات صارمة فيما يتعلق بالدقة الهيكلية وأداء المواد وتقنية السطح. يجمع مصنعنا بين تقنية التشكيل بالبثق البارد وتقنية التصنيع الدقيق، وبالاعتماد على تقنية معالجة دقيقة غير قياسية متطورة ونظام متكامل لمراقبة الجودة، يمكننا تحقيق إنتاج كميات كبيرة من هذا المنتج حسب الطلب، مع تحقيق التوازن الأمثل بين قوة هيكله ودقة تصنيعه.
1. معايير المنتج الأساسية وميزات التصميم
- المادة الأساسية : تم استخدام سبيكة الألومنيوم 6061-T6، التي تتميز بقوة عالية، ومقاومة ممتازة للتآكل، وقابلية فائقة للتشكيل والتشغيل بالبثق البارد، مما يجعلها مناسبة لبيئة الخدمة المعقدة لمحطات إشارات الجيل الرابع الخارجية، وتقاوم بفعالية الرياح والأمطار وتغيرات درجات الحرارة وغيرها من التأثيرات الخارجية. كما يُحسّن البثق البارد من صلابة السطح وتماسك البنية للمادة الأساسية، مما يضمن استقرار هيكل مانع الصواعق.
- تقنية السطح : يتم اعتماد سطح مصقول بدقة عالية، حيث يتم التحكم في خشونة السطح عند Ra1.5-3.5 ميكرومتر دون معالجة بالطلاء. يجب أن يكون السطح خاليًا من بقع الزيت والنتوءات والرقائق والخدوش وغيرها من عيوب التصنيع. هذا لا يضمن دقة مظهر المنتج فحسب، بل يمنع أيضًا طبقة الطلاء من التأثير على التوصيل الكهربائي وتبديد الحرارة لمانع الصواعق. كما يوفر السطح الأساسي المُشكّل بالبثق البارد أساسًا متينًا لعمليات التصنيع الدقيقة اللاحقة.
- التصميم الهيكلي : يتميز المنتج بهيكل دقيق متكامل مع فتحات مصممة، وشطبات، وثقوب ملولبة (خيط ويتوورث 5/16-18)، وغيرها من الميزات. ويعتمد تصميمًا متناظرًا في العديد من الأجزاء مع مجموعات متعددة من الخصائص الهيكلية المكونة من قطعتين. جميع الأسطح متوازية مع المستوى المرجعي A، مما يوفر ترابطًا هيكليًا قويًا. يتم تشكيل القطعة الرئيسية بشكل متكامل عن طريق البثق على البارد، بدلاً من قطع القطعة في عمليات التشغيل التقليدية، مما يجعلها قطعة هيكلية غير قياسية نموذجية تجمع بين البثق على البارد عالي الدقة والتشغيل الدقيق، وهو ما يتناسب تمامًا مع متطلبات التجميع المعياري لمانعات الصواعق.
- مواصفات الإصدار : تم تحسين الإصدار الإنتاجي الحالي بعد عدة جولات من عمليات التصميم المتكررة، بما في ذلك إضافة فتحات، وتشكيل حوافها، وتحسين دقة الأبعاد. وقد قام مصنعنا بتحديث قالب البثق البارد وعملية التصنيع الدقيق بشكل متزامن لجعل بنية المنتج ودقته أكثر توافقًا مع سيناريوهات التطبيق الفعلية لمحطات إشارات الجيل الرابع.
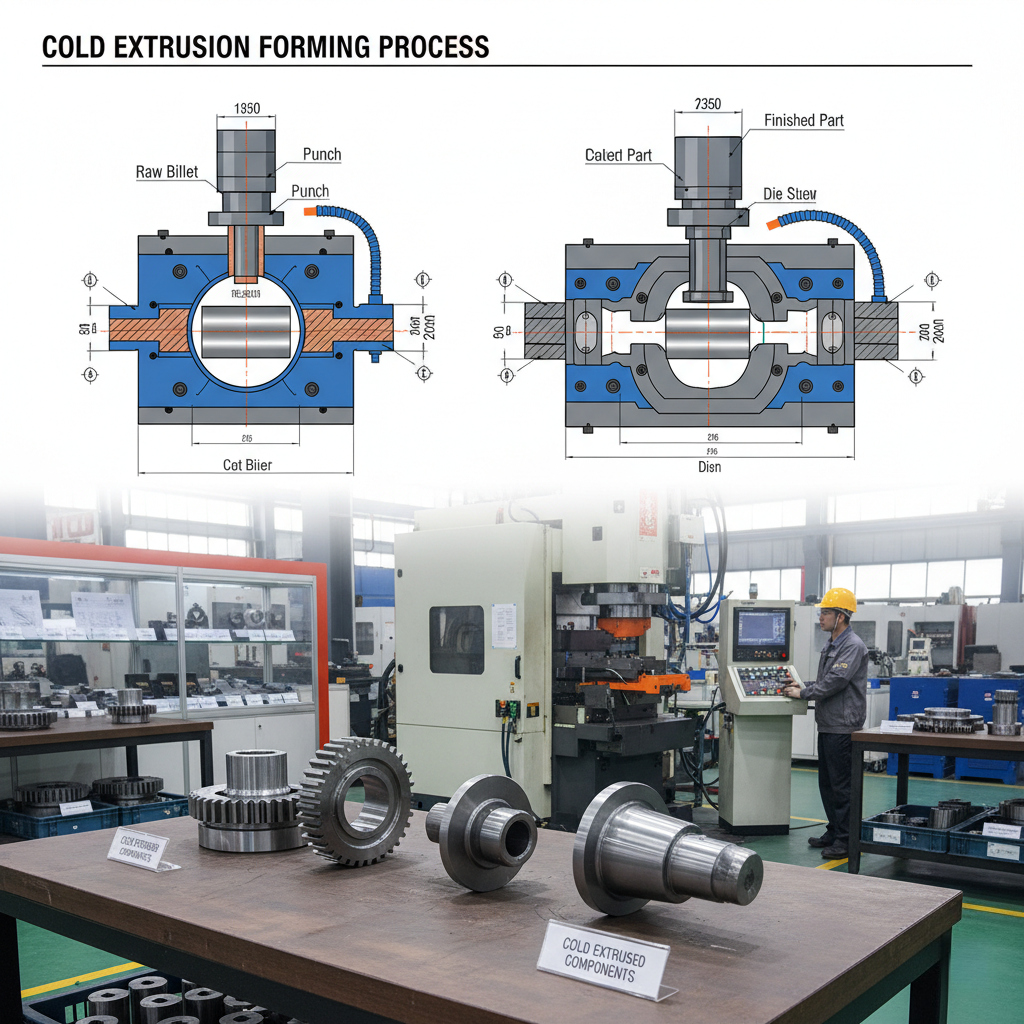
2. مخطط عملية تشكيل اللب
بالنظر إلى الخصائص الهيكلية للمنتج، ومتطلبات الدقة، وخصائص مادة سبيكة الألومنيوم 6061-T6، يعتمد مصنعنا نظامًا مُدمجًا من التشكيل بالبثق البارد وتقنية التشغيل الدقيق للقطعة الواحدة ، مع اتباع مواصفات الرسم الإسقاطي ثلاثي الزوايا طوال العملية. وتتلخص العملية الأساسية فيما يلي:
- المعالجة المسبقة للمواد الخام : يتم اختيار قضيب من سبائك الألومنيوم 6061-T6 المؤهلة، وإجراء عملية تقويم وقطع بطول ثابت، وإزالة طبقة الأكسيد وعيوب السطح؛ وإجراء عملية تلدين ناعمة، وفسفتة السطح، وتصبين على القطعة الخام لتحسين قابلية التشكيل بالبثق البارد، وتقليل تآكل القالب، وضمان التناسق الهيكلي، وأخيراً إجراء عملية تنظيف بقع الزيت.
- التشكيل بالبثق البارد : يتم استخدام قالب بثق بارد عالي الدقة مصمم خصيصًا لإتمام عملية التشكيل المتكاملة للقطعة الخام الرئيسية للمنتج على آلة بثق بارد خاصة، حيث يتم بثق الشكل الأساسي للغلاف، والتجويف، والنموذج الأولي للهيكل المتناظر، وغيرها من الميزات الأساسية في خطوة واحدة لضمان بنية متماسكة وسماكة جدار موحدة. تتشكل طبقة تقوية بالتشكيل البارد على سطح المادة الأساسية لتحسين قوة المنتج الهيكلية الإجمالية ومقاومته للتآكل، مما يغني عن العديد من عمليات القطع الخشنة ويحسن كفاءة الإنتاج بشكل كبير.
- المعالجة اللاحقة للقطعة الخام : إجراء عملية تلدين لتخفيف الإجهاد على القطعة الخام المبثوقة على البارد للتخلص من الإجهاد الداخلي ومنع التشوه في عمليات التشغيل الدقيقة اللاحقة؛ إجراء عملية طحن السطح لإزالة الزوائد والنتوءات من عملية البثق، وقص مستوى المرجع لضمان دقة التثبيت والتحديد.
- التصنيع الدقيق باستخدام الطحن باستخدام الحاسوب : قم بتثبيت القطعة الخام المبثوقة على البارد على مركز تصنيع عالي الدقة باستخدام الحاسوب، واستخدم مستوى الإسناد المشذب كمرجع لتحديد الموضع لإنهاء التصنيع الدقيق لمستوى الإسناد الأساسي، ثم قم بإجراء عملية الطحن النهائية على الفتحات المبثوقة على البارد، والمحيط الخارجي، والأخاديد، وغيرها من الهياكل لتحقيق تحكم دقيق في توازي المستويات وتحسين الحجم البُعدي لجميع الميزات الهيكلية.
- نظام الثقوب وتشكيل الخيوط : يتم حفر الثقوب النافذة والثقوب المقابلة بدقة متناهية باستخدام آلة حفر CNC، ثم يتم تشكيل الخيوط على الثقوب الملولبة. يتم إجراء شطف دقيق بزاوية 45 درجة على فتحات الثقوب قبل تشكيل الخيوط لتجنب تشقق قمة الخيط وضمان دقة تركيب الخيط.
- الشطف الدقيق وإزالة النتوءات الدقيقة : يتم إجراء شطف مخصص على جميع الحواف الحادة مثل الفتحات وفتحات الثقوب والحواف الخارجية، ثم يتم إجراء إزالة النتوءات الدقيقة بالطرق الميكانيكية واليدوية لإزالة الرقائق والنتوءات الدقيقة، مما يضمن عدم وجود حواف حادة ويلبي متطلبات السلامة الخاصة بالتجميع والاستخدام.
- فحص الدقة البُعدية والهندسية : اعتماد آلة قياس الإحداثيات، ومؤشر القرص، ومقياس الخشونة، وغيرها من أدوات الاختبار الدقيقة لإجراء فحص شامل لجميع أبعاد توازي مستوى المرجع، ودقة الموضع الهيكلي، وخشونة السطح، مع التركيز على فحص التناسق البُعدي بعد تشكيل البثق البارد + التشغيل الدقيق لضمان الامتثال لمواصفات التصميم.
- الفحص النهائي والتنظيف والتغليف : إجراء فحص نهائي شامل للمظهر والأبعاد بعد جميع عمليات التصنيع؛ إزالة بقع الزيت والرقائق الناتجة عن التصنيع باستخدام عامل تنظيف خاص، وإجراء التنظيف بالموجات فوق الصوتية + معالجة التجفيف بالتفريغ، وأخيرًا استخدام تغليف مقاوم للخدش لضمان خلو المنتج من أي تلف ثانوي أثناء التسليم.
3. صعوبات التشغيل الرئيسية
باعتبارها قطعة مصنعة بدقة غير قياسية لمانعات الصواعق لمحطات إشارات الجيل الرابع، بالإضافة إلى خصائص التشكيل بالبثق البارد + التصنيع الدقيق ومتطلبات تصميم المنتج، فإن صعوبات التصنيع الرئيسية هي كما يلي:
- التحكم في تشكيل القوالب والقطع الخام بتقنية البثق البارد : يتميز المنتج بخصائص متناظرة وتجاويف دقيقة، مما يتطلب تصميمًا دقيقًا للغاية لتجويف القالب ودقة أبعاد فائقة. وتُعد مشاكل مثل تآكل القالب، وعدم كفاية ملء القطعة الخام، وعدم انتظام سماكة الجدار من المشاكل الشائعة. كما أن سبيكة الألومنيوم 6061-T6 سهلة التشوه أثناء عملية البثق البارد، مما يصعب معه ضمان اتساق أبعاد القطعة الخام، وهو ما يؤثر بشكل مباشر على كفاءة ودقة عمليات التشغيل الدقيقة اللاحقة.
- توحيد المرجع والتحكم في الدقة الهندسية : يجب أن تكون جميع أسطح المنتج موازية لمستوى المرجع A. إن التشوه الطفيف للقطع الخام المبثوقة على البارد معرض للتسبب في إزاحة المرجع أثناء التثبيت والتحديد؛ كما يؤثر تآكل الأداة وأخطاء التثبيت في عمليات الطحن اللاحقة على الدقة الهندسية، مما يفرض متطلبات صارمة للتحكم في توحيد المرجع في العملية بأكملها.
- قابلية التكيف مع تشكيل خيوط ويتوورث : يعتمد المنتج على خيوط ويتوورث 5/16-18، والتي تختلف عن الخيوط المترية التقليدية في الشكل والخطوة. لا يمكن تكييف أدوات التثقيب التقليدية معها، مما يؤدي إلى شكل غير منتظم للخيوط وخلوص زائد.
- خشونة السطح والتشغيل الخالي من العيوب : يتطلب السطح المُشَكَّل بدقة خشونة سطح تتراوح بين 1.5 و3.5 ميكرومتر، وخالٍ من النتوءات أو الشقوق أو الانبعاجات. تتميز سبائك الألومنيوم بلدونة جيدة، لذا فإن التصاق الأدوات وتراكم الحواف أمران شائعان أثناء التشغيل الدقيق، مما يؤدي إلى خدوش سطحية. كما تتفاقم عيوب سطح القطع الخام المبثوقة على البارد بعد التشغيل الدقيق، مما يصعب معه ضمان اتساق الخشونة.
- نظافة السطح غير المطلي وحماية طبقة البثق البارد : سطح المنتج مكشوف للاستخدام مباشرة دون طلاء، لذلك يجب إزالة بقع الزيت وبقايا سائل القطع أثناء المعالجة تمامًا؛ طبقة التصلب السطحية المتكونة عن طريق البثق البارد سهلة التلف بسبب الطحن والمعالجة غير السليمة، مما يؤثر على قوة المنتج الهيكلية.
- تكييف العملية بعد تكرار التصميم : تتطلب التغييرات المتعددة في تصميم المنتج تحسينًا متزامنًا لعملية التصنيع الدقيق وهيكل قالب البثق على البارد. دورة تعديل القالب وتشغيله قصيرة مع متطلبات دقة عالية، مما يؤدي إلى صعوبة كبيرة في تكييف العملية.
4. حلول العمليات المستهدفة
بالنظر إلى صعوبات التشغيل المذكورة أعلاه، وبالاعتماد على سنوات من الخبرة في التشغيل غير القياسي في بثق سبائك الألومنيوم على البارد + التشغيل الدقيق، قام مصنعنا بصياغة حلول حصرية لضمان جودة التشغيل من جوانب القالب والعملية والمعدات والفحص:
- التحكم في تشكيل البثق البارد : تخصيص قوالب البثق البارد عالية الدقة المصنوعة من الكربيد ، وتحسين تصميم مجرى تجويف القالب لضمان ملء كامل للقطعة الخام؛ وإجراء معالجة التلميع والنتردة على سطح القالب لتحسين مقاومة التآكل وعمر الخدمة؛ والتحكم بدقة في سرعة البثق والضغط ومعايير العملية الأخرى، ومطابقتها مع التشحيم بالفوسفات والتصبن لتقليل الاحتكاك؛ وإجراء فحص بنسبة 100٪ للمظهر والأبعاد الأساسية على القطع الخام المبثوقة، واستبعاد القطع غير المطابقة للمواصفات لضمان جودة التشكيل من المصدر.
- ضمان دقة المرجع : إجراء عمليات طحن وتشذيب دقيقة على مستوى المرجع للقطع الخام المبثوقة على البارد لإنشاء مرجع موحد للوضع المسبق؛ اعتماد التثبيت والتحديد المتكامل في التشغيل الدقيق، وتخصيص تجهيزات خاصة عالية الدقة لتناسب مستوى المرجع مع طاولة عمل مركز التشغيل بدقة، وتقليل تشوه التثبيت من خلال الامتصاص الفراغي + التثبيت المزدوج بلوحة الضغط؛ الكشف بانتظام عن تآكل الأداة وتعويضه، وإعادة فحص دقة مستوى المرجع لكل 5 قطع معالجة لضمان توحيد المرجع في العملية الكاملة.
- تشكيل خيوط ويتوورث : تخصيص صنابير وأدوات حفر خاصة تتناسب مع خيوط ويتوورث 5/16-18، وتحسين معايير عملية التثقيب (تقليل السرعة، وتحسين تجانس التغذية)، وإجراء شطف دقيق على فتحات الثقوب قبل التثقيب لضمان دخول سلس للخيوط؛ وإجراء فحص بنسبة 100٪ باستخدام مقاييس سدادة الخيوط الخاصة بعد التشغيل لضمان جودة شكل الخيط ودقة التركيب.
- مراقبة جودة السطح : إجراء عملية طحن دقيقة على القطع الخام المبثوقة على البارد لإزالة عيوب السطح والحفاظ على طبقة التصلب بالتشكيل على البارد؛ اختيار أدوات مطلية خاصة لسبائك الألومنيوم في عمليات التشغيل الدقيق لتقليل التصاق الأداة، وتحسين معلمات القطع بالطحن والحفر (عملية عالية السرعة ومنخفضة التغذية) لتجنب تراكم الحواف؛ إجراء عملية إزالة النتوءات الأساسية باستخدام جهاز إزالة النتوءات بالموجات فوق الصوتية، ثم الطحن اليدوي الدقيق بواسطة فنيين ذوي خبرة، وأخيرًا الكشف عن خشونة السطح قطعة قطعة باستخدام مقياس الخشونة لضمان قيمة Ra ضمن نطاق التصميم.
- تنظيف السطح غير المطلي وحماية طبقة التصلب : يتم استخدام سائل قطع خاص صديق للبيئة طوال عملية البثق البارد والتشغيل الدقيق لتقليل بقايا بقع الزيت؛ ويتم إجراء تنظيف بالرش عالي الضغط وتنظيف عميق بالموجات فوق الصوتية بعد المعالجة، ثم التجفيف بالهواء المضغوط والتجفيف بالتفريغ؛ وارتداء قفازات خالية من الغبار في جميع العمليات اللاحقة لتجنب تلوث بصمات الأصابع؛ واستخدام مواد كاشطة دقيقة الحبيبات للطحن الخفيف لحماية طبقة التصلب بالبثق البارد بشكل فعال.
- تكييف العملية بعد تكرار التصميم : تشكيل فريق خاص من مهندسي القوالب ومهندسي العمليات ومبرمجي CNC لتفكيك نقاط تغيير التصميم واحدة تلو الأخرى، وتعديل بنية التجويف الأساسي لقالب البثق البارد بسرعة، وإعادة تجميع برنامج التصنيع باستخدام الحاسب الآلي وتحسين مسار التصنيع الدقيق بشكل متزامن؛ إجراء فحص كامل الأبعاد بعد تشغيل القالب ومعالجة القطعة الأولى تجريبياً، وبدء الإنتاج الضخم فقط بعد أن تكون القطعة الأولى مؤهلة لضمان تطابق القالب والعملية تمامًا مع أحدث تصميم.
5. مزايا التصنيع لدينا وضمان مراقبة الجودة
- ميزة العملية المتكاملة : يمتلك مصنعنا نظامًا متكاملًا للعمليات يجمع بين البثق البارد لسبائك الألومنيوم والتشغيل الدقيق . يُحقق البثق البارد تشكيلًا متكاملًا للهيكل الرئيسي للمنتج، مما يُحسّن من تماسك الهيكل وقوته، ويُقلل من كمية القطع اللازمة للتشغيل، ويرفع من كفاءة الإنتاج. أما التشغيل الدقيق، فيضمن دقة أبعاد المنتج وجودة سطحه، مُحققًا توازنًا بين أداء المنتج ودقة التشغيل، وهو ما يُمثل الميزة الأساسية لتصنيع الأجزاء الهيكلية غير القياسية المصنوعة من سبائك الألومنيوم لمعدات الاتصالات.
- ميزة المعدات : نحن مجهزون بآلات بثق بارد عالية الدقة، ومعدات معالجة قوالب بثق بارد مصممة خصيصًا، بالإضافة إلى مجموعة كاملة من معدات التشغيل والاختبار الدقيقة، مثل مراكز التشغيل CNC عالية الدقة، وآلات قياس الإحداثيات، وأجهزة إزالة النتوءات بالموجات فوق الصوتية، وأجهزة قياس خشونة السطح. تصل دقة المعدات إلى 0.005 مم، مما يلبي تمامًا متطلبات تشكيل البثق البارد للمنتجات وجميع عمليات التشغيل والفحص الدقيقة.
- ميزة القوالب والعمليات : لدينا فريق تصميم ومعالجة قوالب محترف يمكنه تخصيص وتعديل قوالب البثق البارد بسرعة للتكيف مع تكرارات تصميم المنتج؛ مع سنوات من الخبرة في البثق البارد والتشغيل الدقيق لسبائك الألومنيوم 6061-T6، لدينا مخططات عمليات ناضجة لتصنيع خيوط ويتوورث والتحكم في الدقة الهندسية، ويمكننا الاستجابة بسرعة لمتطلبات العملاء المخصصة لأجزاء دعم محطة إشارة 4G.
- ميزة مراقبة الجودة : لقد أنشأنا نظامًا متكاملًا لمراقبة الجودة لعملية التشكيل بالبثق البارد والتشغيل الدقيق . بدءًا من فحص المواد الخام الواردة، مرورًا بالفحص الشامل للقطع المشكلة بالبثق البارد، وصولًا إلى فحص أول قطعة والفحص الدوري أثناء عملية التشغيل الدقيق، وانتهاءً بالفحص النهائي للمنتج النهائي، يتم توثيق كل مرحلة بسجلات فحص مفصلة، وتُرفق جميع المنتجات بتقارير فحص. نلتزم التزامًا صارمًا بمتطلبات التصميم لضمان خلو المنتج من عيوب التصنيع وبقع الزيت، وسلامة طبقة التصلب الناتجة عن عملية التشكيل بالبثق البارد.
- ميزة الخدمة المخصصة : بصفتنا مصنعًا متخصصًا في التصنيع الدقيق المخصص غير القياسي، يمكننا تحسين قالب البثق البارد وعملية التصنيع الدقيق بسرعة وفقًا لتعديلات التصميم اللاحقة للعملاء وتغيرات طلبات الدفعات، وتعديل خطة الإنتاج بمرونة. كما نقدم اقتراحات احترافية حول تحسين هيكل المنتج وتطوير العمليات لمساعدة العملاء على رفع مستوى أداء معدات الحماية من الصواعق لمحطات إشارات الجيل الرابع.
بفضل الجمع بين عمليات البثق على البارد والتصنيع الدقيق، يُمكن لمصنعنا إنجاز تصنيع عالي الدقة والجودة لغلاف مانع الصواعق هذا، وفقًا لمواصفات التصميم بدقة متناهية، مع رقابة شاملة على تفاصيل عملية الإنتاج. لا نضمن فقط متانة المنتج الهيكلية وأداءه في الخدمة الخارجية بما يتناسب مع محطات إشارات الجيل الرابع، بل نلبي أيضًا متطلبات الأبعاد للتجميع الدقيق، مما يجعل المنتج مناسبًا تمامًا لتجميع واستخدام مانعات الصواعق في محطات إشارات الجيل الرابع، ونوفر لعملائنا حلول تصنيع دقيقة مخصصة وغير قياسية، مستقرة وموثوقة.
الهاتف: +86 187 5714 8656
البريد الإلكتروني: zhouli@chinaliqin.com
واتساب: +86 187 5714 8656
الموقع الإلكتروني: https://www.cncliq.com/
