
Die Materialwahl bestimmt unmittelbar die Lebensdauer, die Betriebssicherheit und die gesamten Montagekosten von hochbelasteten Industriekomponenten. Seit Jahren stehen Konstruktions- und Beschaffungsteams vor dem klassischen Materialdilemma für Anwendungen mit extremen Belastungen, thermischer Ermüdung und Korrosion: Titanlegierung oder hochwertiger Edelstahl?
Wichtigste Erkenntnisse
-
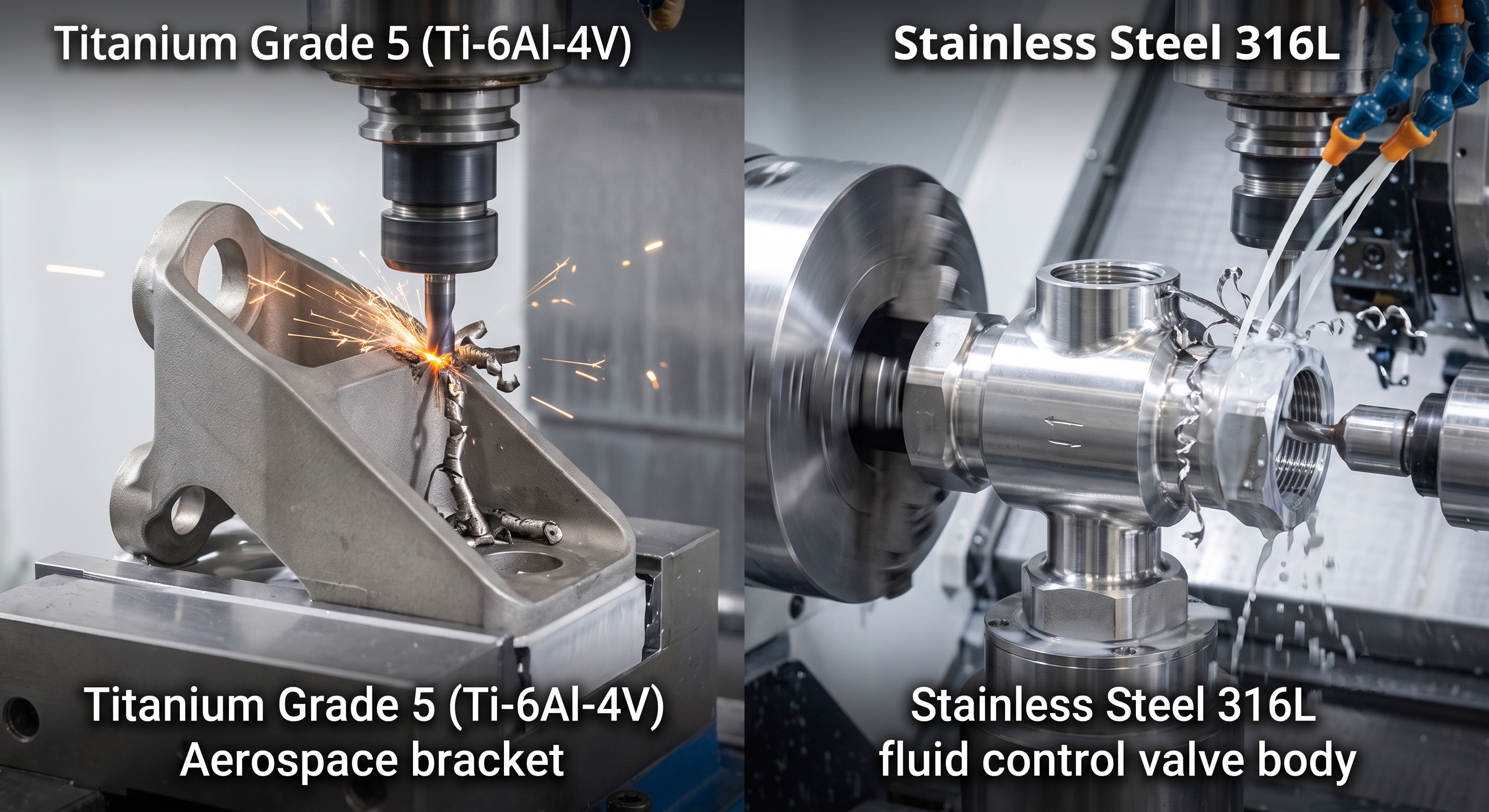
Titan (Ti-6Al-4V Grad 5) zeichnet sich durch ein hervorragendes Verhältnis von Festigkeit zu Gewicht und seine Eignung für hohe Temperaturen aus. Um strukturelle Schäden durch Hitze zu vermeiden, sind jedoch spezielle, langsame und präzise Bearbeitungsverfahren erforderlich. Diese Legierung erzeugt beim Schneiden konzentrierte Wärme und neigt zu thermischer Verformung. Nur maßgeschneiderte, langsame und hochpräzise Bearbeitungsprozesse können ihre strukturelle Integrität und Präzision erhalten.
-
Edelstahl (SS316L & 17-4 PH) bietet ein hervorragendes Preis-Leistungs-Verhältnis und eine überragende Scherfestigkeit und gilt daher als Branchenstandard für schwere Industrieanlagen und Flüssigkeitsleitungen in der Lebensmittelverarbeitung. Im Vergleich zu Titanlegierungen zeichnen sich diese Edelstahlsorten durch stabile mechanische Eigenschaften und geringere Verarbeitungskosten aus und sind somit ideal für hochbelastete, korrosionsbeständige Industrieanwendungen.
-
Die Werkzeugdurchbiegungssteuerung ist entscheidend: Aufgrund seines niedrigen Elastizitätsmoduls biegt sich Titan während der Bearbeitung vom Schneidwerkzeug weg. Um präzise Maßtoleranzen von ±0,01 mm zu gewährleisten, setzen wir optimierte, hohe Vorschubgeschwindigkeiten und extrem steife Spannvorrichtungen ein, um die Werkstückdurchbiegung zu minimieren und Maßabweichungen zu eliminieren.
-
Oberflächenintegrität bestimmt Lebensdauer: Hochbeanspruchte Industriebauteile sind für eine lange Lebensdauer vollständig auf eine einwandfreie Oberflächenqualität angewiesen. Alle kritischen, tragenden Teile erfordern eine Oberflächenrauheit von Ra ≤ 0,8 μm. Wir empfehlen dringend, nach der Bearbeitung eine Spannungsarmglühung oder ein Elektropolieren durchzuführen, um mikroskopische Oberflächenspannungen zu beseitigen und nachfolgende Spannungsrisse zu vermeiden.
Warum Sie unserem technischen Leitfaden vertrauen sollten? Praktische CNC-Fertigungskompetenz

Die meisten Online-Artikel vereinfachen die CNC-Bearbeitung zu einem standardisierten Prozess, bei dem die Teile eingerichtet und ausgeführt werden. Sie vernachlässigen die tatsächlichen physikalischen Prozesse beim Schneiden und die dynamischen Bearbeitungsschwankungen, die die Teilequalität maßgeblich bestimmen. Wir arbeiten anders. Jeder unserer Konstruktions- und Produktionsverfahren entspricht den Qualitätsstandards der ISO 9001:2015 und der Luft- und Raumfahrtindustrie.
Wenn wir bestätigen, dass ein Teil gemäß Ihren Zeichnungen vollständig bearbeitbar ist, bedeutet dies, dass der gesamte Prozessablauf nachvollziehbar, überwacht und schließlich durch eine professionelle CMM-Prüfung verifiziert wird.
Wir haben bereits über 45.000 hochbelastete Präzisionsbauteile für unterschiedlichste Industrieanwendungen geliefert. Unser Produktionsportfolio umfasst thermische Zyklushalterungen für die Luft- und Raumfahrt sowie lebensmittelkonforme Dosierventile für den Dauerbetrieb (24/7).
Prozess- und mechanische Vergleichsanalyse: Titan Grad 5 vs. Industrie-Edelstähle
Die Bearbeitbarkeit einer Legierung beeinflusst direkt die Maschinenzykluszeiten und die Endkosten der Bauteile. Jede Legierung lässt sich anders bearbeiten, was die Bearbeitungszeit und die gesamten Fertigungskosten verändert. Titan besitzt eine sehr geringe Wärmeleitfähigkeit. Die beim Fräsen oder Drehen entstehende Wärme kann nicht über die Späne entweichen; die hohe Temperatur verbleibt an der Schneide und führt zu schnellem Werkzeugverschleiß. Edelstähle , insbesondere ausscheidungshärtende Sorten wie 17-4 PH, verfestigen sich schnell. Langsame Vorschubgeschwindigkeiten führen zur Bildung einer harten Oberflächenschicht auf dem Werkstück und verschlimmern den Werkzeugverschleiß drastisch.
| Bewertungsmetrik | Titan Grad 5 (Ti-6Al-4V) | Edelstahl 316L | Edelstahl 17-4 PH |
| Zugfestigkeit (Streckgrenze) | ≥ 880 MPa | ≥ 290 MPa | ≥ 1000 MPa (H900-Zustand) |
| Dichte (Gewichtseinfluss) | 4,43 g/cm³ (Leichtgewicht) | 8,00 g/cm³ (Schwer) | 7,75 g/cm³ (Schwer) |
| Schnittgeschwindigkeit ( $V_c$ ) | Niedrig (45 – 60 m/min) | Mäßig (120 – 160 m/min) | Niedrig bis mittel (70 – 100 m/min) |
| Erreichbare CNC-Toleranz | ±0,010 mm (Erfordert hohe Steifigkeit) | ±0,005 mm (Sehr stabil) | ±0,008 mm (Kontrolle nach der Wärmebehandlung) |
| Korrosionsbeständigkeit | Außergewöhnlich (Chlorid- und säureunempfindlich) | Ausgezeichnet (beständig gegen Lochfraß, lebensmittelecht) | Gut (industriell witterungsbeständig) |
| Relative Bearbeitungskosten | Hoch (ca. 2,5- bis 3-mal so hoch wie SS316) | Basiswert (Standard-Industrie-Benchmark) | Mittel bis hoch (Aufgrund von Werkzeugverschleiß) |
📌 Technischer Einblick: Die alleinige Wahl von Titan aufgrund seines „Premium“-Rufs ist ein häufiger Fehler im B2B-Einkauf. Viele Käufer entscheiden sich blind für Titan, nur wegen seines hochwertigen Images. Wenn Ihre Anlagen keine Leichtbauweise erfordern – wie beispielsweise stationäre Lebensmittelproduktionsanlagen oder schwere Öl- und Gasverteiler – bieten 17-4 PH und SS316L eine vergleichbare oder sogar bessere Streckgrenze. Ihre Gesamtverarbeitungskosten liegen unter der Hälfte der Kosten von Titan.
Wie automatisiertes DFM bearbeitete Bauteile optimiert
Die meisten Kostensteigerungen in der Präzisionsbearbeitung entstehen durch Bauteilkonstruktionen, die nicht für die Geometrien herkömmlicher CNC-Schneidwerkzeuge optimiert sind. Viele Originalmodelle passen nicht zu Standard-Fräserformen, was zu erhöhtem Werkzeugverschleiß und längeren Bearbeitungszeiten führt. Durch die Anpassung grundlegender Strukturgrenzen in Ihren 3D-STEP-Dateien lassen sich Vibrationen reduzieren und der Werkzeugverschleiß verringern, wodurch die Gesamtproduktionskosten um bis zu 30 % gesenkt werden können.
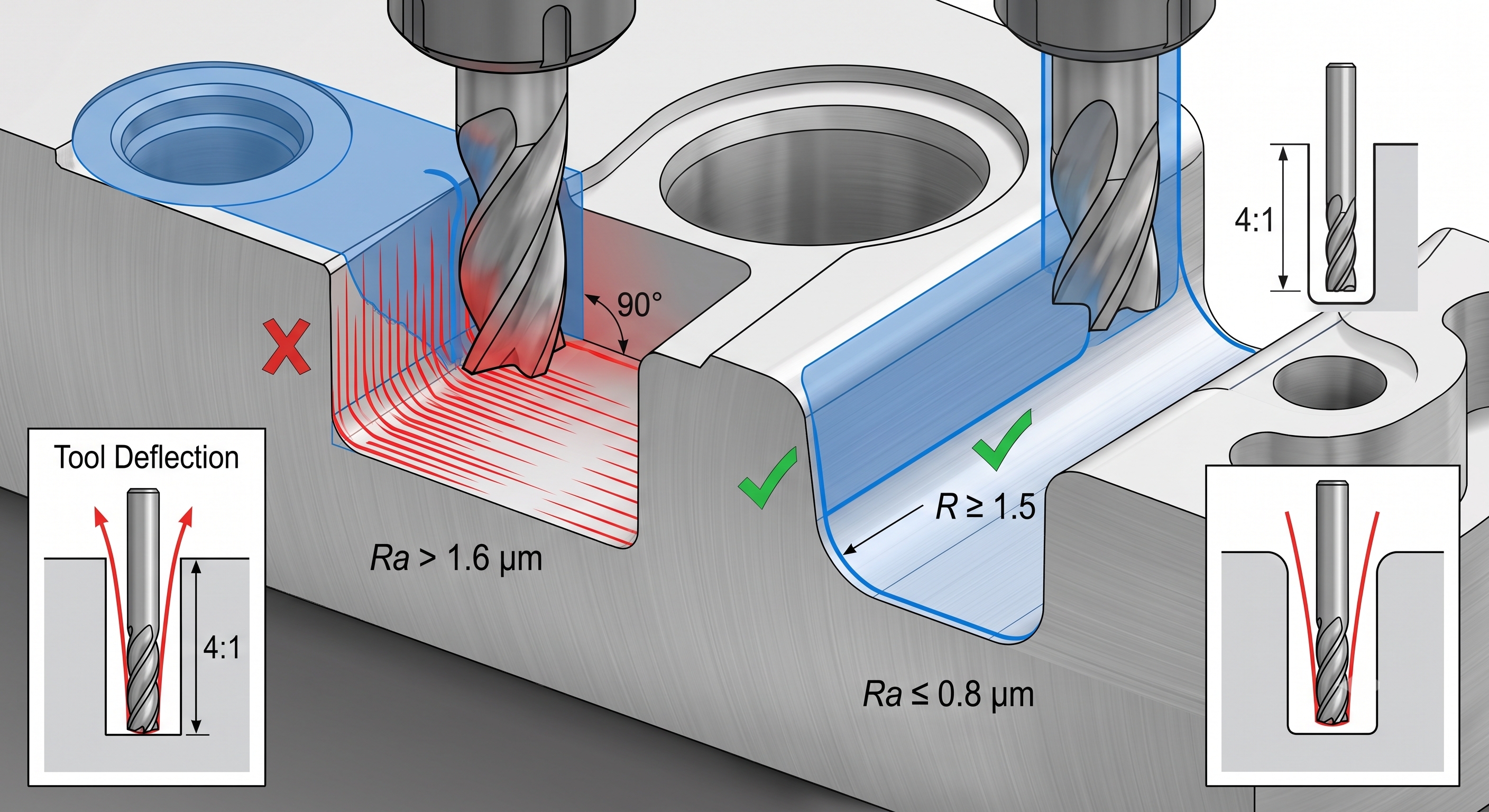
1. Gestaltung des Inneneckenradius
CNC-Fräser sind von Natur aus zylindrisch. Scharfe 90°-Innenecken lassen sich mit Standardfräsmaschinen nicht bearbeiten, daher ist eine zusätzliche EDM-Nachbearbeitung unumgänglich – die Bearbeitungszeit verdoppelt sich nahezu.
Stellen Sie bei allen Zeichnungen den Innenradius der Ecken größer als das 1,5-fache des Fräserradius ein. Das Werkzeug gleitet gleichmäßig und ohne häufige Stillstände, wodurch konzentrierte Wärme und Werkstückverformung effektiv reduziert werden.
2. Grenzwerte für das Aspektverhältnis tiefer Hohlräume
Tiefe, schmale Nuten erfordern Schaftfräser mit großem Überhang für die Bearbeitung in voller Tiefe. Dank unserer langjährigen Erfahrung in der Präzisionsbearbeitung halten wir uns an einen zuverlässigen Standard für das Verhältnis von Tiefe zu Durchmesser: Die maximale Taschentiefe beträgt das Vierfache des Werkzeugdurchmessers bei Edelstahl und das Dreifache bei Titanlegierungen.
Klicken Sie hier für Ihre Anfrage 👆
Häufig gestellte Fragen
1. Warum ist die CNC-Bearbeitung von Titan so viel teurer als die von Edelstahl?
Die hohen Bearbeitungskosten von Titan resultieren hauptsächlich aus seiner geringen Wärmeleitfähigkeit und Elastizität. Es speichert die Schnittwärme extrem gut, wodurch sich Reibungswärme stark an der Werkzeugschneide ansammelt, anstatt mit den Spänen abgeführt zu werden. Dies führt zu schnellem und starkem Werkzeugverschleiß. Gleichzeitig verursacht die Elastizität des Materials eine deutliche Rückfederung und Werkzeugdurchbiegung. Um die Präzision zu gewährleisten, sind niedrigere Schnittgeschwindigkeiten, hochsteife Spannvorrichtungen und spezielle Hartmetallwerkzeuge erforderlich, was die Bearbeitungszeiten erheblich verlängert und die Produktionskosten in die Höhe treibt.
2. Können Edelstahlkomponenten als direkter, kostengünstigerer Ersatz für Titanteile verwendet werden?
Ja, Edelstahl kann als kostengünstige Alternative dienen, jedoch nur in Anwendungen, bei denen das Gewicht keine entscheidende Rolle spielt. Ausscheidungshärtende Sorten wie 17-4 PH (H900-Zustand) erreichen eine Streckgrenze von ≥ 1000 MPa und übertreffen damit Titan Grad 5 mit ≥ 880 MPa. Allerdings ist Edelstahl etwa 75 % schwerer. Er eignet sich ideal als budgetfreundlicher Ersatz für stationäre Maschinen, Fluidventile und schwere Industriekomponenten, ist jedoch ungeeignet für Strukturbauteile in der Luft- und Raumfahrt sowie für schnell rotierende Bauteile, die ein geringes Gewicht erfordern.
3. Welches ist die beste Oberflächennachbearbeitungsmethode, um die Dauerfestigkeit von hochbeanspruchten Bauteilen aus Edelstahl und Titan zu verbessern?
Für die beiden Werkstoffe kommen unterschiedliche, gezielte Nachbearbeitungsverfahren zum Einsatz. Bei Titanbauteilen beseitigt Kugelstrahlen oder Spannungsarmglühen effektiv die durch die CNC-Bearbeitung verursachten Zugeigenspannungen und erhöht so die Dauerfestigkeit. Für Edelstahl – insbesondere für den hygienischen Werkstoff 316L für Rohrleitungssysteme – ist Elektropolieren die optimale Lösung. Es entfernt mikroskopische Oberflächenrauigkeiten und Werkzeugspuren und erzielt eine ultra-glatte Oberfläche mit einer Rauheit von Ra ≤ 0,4 μm. Dadurch werden Spannungskonzentrationen an Mikrokerben vermieden und die Entstehung von Mikrorissen unter zyklischer Belastung verhindert.
4. Wie verhindert unser Werk Werkzeugrattern beim Fräsen tiefer Nuten in Titan Grad 5?
Um Werkzeugschwingungen aufgrund der geringen Dämpfungskapazität von Titan entgegenzuwirken, verwendet unsere CNC-Bearbeitungsanlage Schaftfräser mit variabler Steigung und spezielle trochoindalen Frästechniken. Dadurch wird der radiale Werkzeugeingriff reduziert, während gleichzeitig eine hohe axiale Schnitttiefe erhalten bleibt. Darüber hinaus verwenden wir hydraulische Spannfutter und eine Hochdruck-Durchspindelkühlung (> 70 bar ), um Späne sofort abzusaugen und die Schnittzone zu stabilisieren, wodurch strenge Maßtoleranzen gewährleistet werden. Die
5. Welche Standard-Fertigungsformate akzeptieren Sie für die automatisierte DFM-Analyse und Angebotserstellung?
Optimierung Ihres Beschaffungsworkflows durch automatisierte DFM-Analyse
Um den wochenlangen E-Mail-Verkehr zu vermeiden, der die Produktion verzögert, nutzt unsere intelligente Fabrik automatisierte DFM-Audits (Design for Manufacturability). Nach Erhalt Ihrer 3D-CAD-Dateien (STEP, IGS oder X_T) analysieren unsere Ingenieure die Geometrien innerhalb von zwei Stunden, um nicht bearbeitbare Teile, enge Toleranzabweichungen und Materialineffizienzen zu erkennen.
Durch proaktive digitale DFM-Prüfungen vor Produktionsbeginn werden 87 % der anfänglichen Zeichnungsfehler bereits im ersten Durchgang korrigiert . Dieser optimierte Workflow reduziert die branchenüblichen Lieferzeiten von 14 Tagen auf nur 5 bis 7 Werktage und ermöglicht so die schnelle Erstellung von Angeboten für CNC-Maschinen mit voller Kostentransparenz.
Klicken Sie hier für Ihre Anfrage 👆
Fazit: Leistungs- und Beschaffungsbudgets im Gleichgewicht
Um die Lebensdauer hochbelasteter Industriebauteile zu maximieren, ist nicht zwangsläufig die Wahl der teuersten Legierung erforderlich. Titan Grad 5 bleibt zwar aufgrund seines unübertroffenen Festigkeits-Gewichts-Verhältnisses für die Luft- und Raumfahrt sowie für Hochtemperatur-Medizinanwendungen unersetzlich, doch bieten präzisionsgefertigte Edelstähle wie 17-4 PH und 316L häufig eine kostengünstigere und ebenso robuste Alternative für schwere Maschinen und hygienische Flüssigkeitsleitungen.
Der entscheidende Wettbewerbsvorteil in der mehrachsigen CNC-Fertigung liegt in der proaktiven Optimierung der Konstruktion. Durch die Abstimmung der Bauteilgeometrien auf standardisierte Werkzeugwege und den Einsatz automatisierter DFM-Protokolle bereits in den frühen Angebotsphasen lassen sich strukturelle Risiken eliminieren, enge Maßtoleranzen sicherstellen und die Markteinführungszeit Ihres Produkts deutlich verkürzen.
Kontaktinformationen
Haftungsausschluss
Alle technischen Daten, Materialeigenschaften und Bearbeitungsparameter in diesem Artikel dienen lediglich als allgemeine Referenz. Die tatsächlichen Bearbeitungsergebnisse hängen von der Werkstattausrüstung, den Kühlmittelzusammensetzungen und den Legierungschargen ab. Dieser Inhalt stellt keine Leistungsgarantie dar. Ingenieure müssen für ihre jeweiligen Projekte unabhängige Überprüfungen und Belastungstests durchführen.