
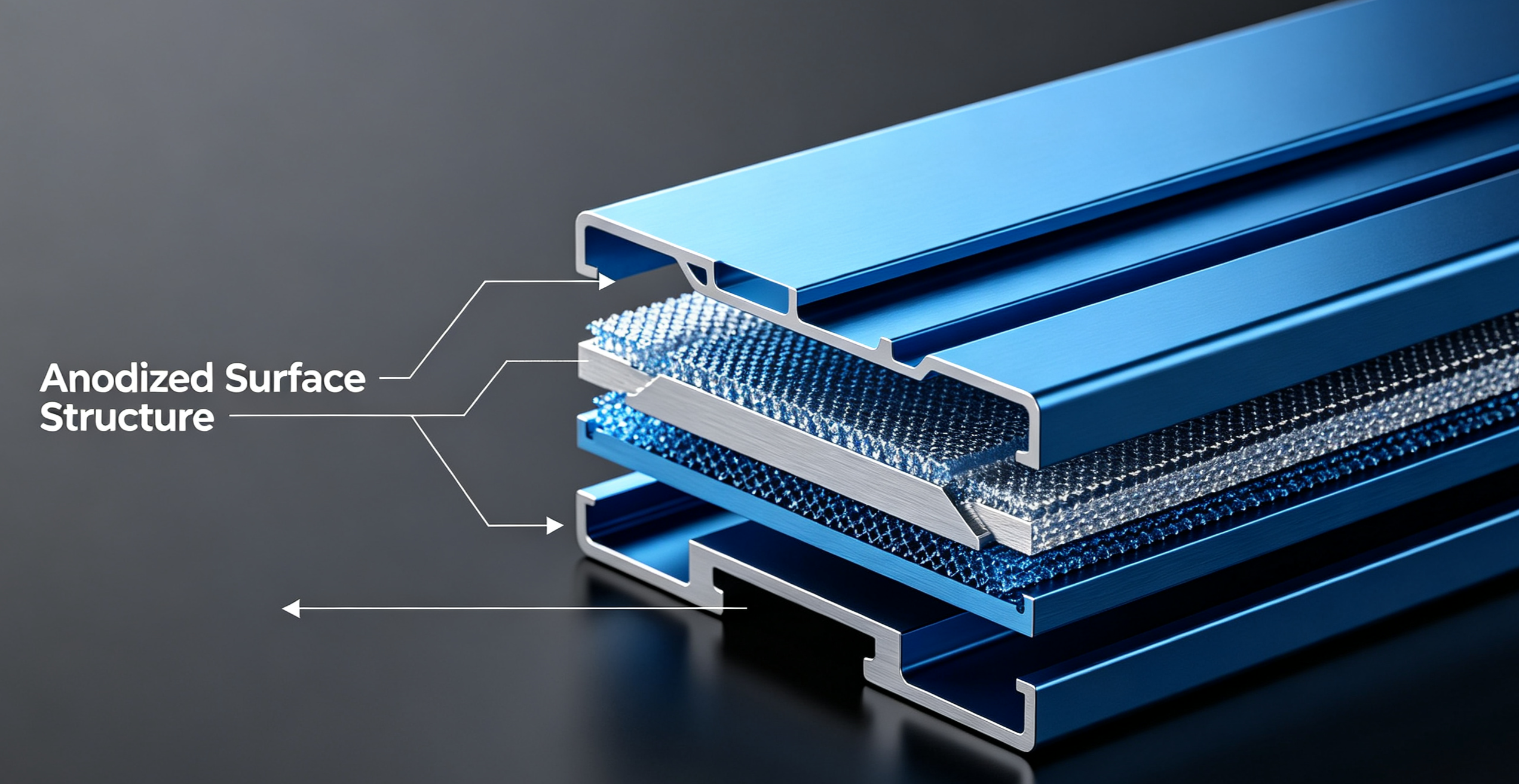
Angesichts des weltweiten Leichtbautrends bei Fahrzeugen mit neuer Energie sind Präzisionsaluminiumkomponenten für Automobilhersteller und Tier-1-Automobilzulieferer zum Material der Wahl geworden. Das Eloxieren von Aluminium, ein spezieller Hochleistungs-Oberflächenveredelungsprozess für Aluminiumlegierungen, sorgt für überragende Korrosionsbeständigkeit, Verschleißhärte, konsistente Ästhetik und optimierte langfristige Gesamtbetriebskosten.
Mit 12 Jahren Spezialerfahrung in der kundenspezifischen Eloxierung von Automobilaluminium mit Sitz in Ningbo schlüsselt Liqin Industry die Kostenlogik der gesamten Kette für internationale OEM-Käufer auf. Dieser Leitfaden behandelt fünf Kerndimensionen: Kostenschätzung vor der Produktion, Auswahl der Produktionslinienausrüstung, DFM-Prozessoptimierung, Break-Even-Analyse für die Massenproduktion und Kontrolle von Fehlerverlusten. Wir erklären, wie standardisierte Anodisierungslösungen die Herstellungskosten pro Einheit für Automobilaluminiumteile bei der Prototypenerstellung, der Iteration mittlerer Stückzahlen und der Massenproduktion mit hohen Stückzahlen senken. Unser Rahmenwerk hilft ausländischen Herstellern, versteckte Gemeinkosten zu eliminieren und eine profitable Großproduktion für leichte Automobilkomponenten zu ermöglichen.
1. Warum eine Partnerschaft mit Liqin Industry für kundenspezifische Automobile? Aluminium eloxiert ?
-
Komplette Automobil-Aluminiumveredelung aus einer Hand gemäß globalen ExportstandardsWir bieten Eloxierungsdienste für ein komplettes Sortiment an Automobil-Aluminiumteilen an, darunter Gehäuse für neue Energiemotoren, präzisionsgeschmiedete Fahrwerkskomponenten, strukturelle Aluminiumprofile für den Innenraum, Rahmen für EV-Batteriepakete und wärmeableitende elektronische Steuergehäuse. Wir unterstützen alle gängigen Aluminiumqualitäten für die Automobilindustrie: 6061, 6063, 5052 und 7075.Unsere Einrichtung verfügt über umfassende Branchenzertifizierungen: IATF16949-Qualitätsmanagementsystem für die Automobilindustrie, ISO9001, RoHS und REACH-Konformität. Wir können eine vollständige PPAP-Dokumentation sowie unabhängige Salzsprühtest-, Filmdicken- und Härtetestberichte bereitstellen, um die Zugangsanforderungen für europäische, amerikanische und südostasiatische Automobilzulieferketten zu erfüllen, wodurch unseren Kunden die zusätzlichen Kosten für Compliance-Tests durch Dritte entfallen.
-
Keine Vorabgebühren für kundenspezifische Vorrichtungen für iterative Batch-BestellungenHerkömmliche Sprühbeschichtung und Galvanisierung erfordern maßgeschneiderte Maskierungsvorrichtungen, die 450 bis 1.800 US-Dollar pro Satz kosten. Liqin Industry setzt standardisierte Universalgestelle gepaart mit flexiblen Maskierungstechniken ein. Für neue Produktprototypen fallen keine Gebühren für Vorrichtungswerkzeuge an, und für mehrere jährliche Designüberarbeitungen sind keine neuen kundenspezifischen Werkzeuge erforderlich – ein idealer Kosteneinsparungsvorteil für Kunden aus Übersee mit häufigen Designaktualisierungen und kleinen Validierungsläufen.
-
Transparente exportorientierte Kostenrechnung ohne versteckte GebührenWir bieten kostenlose Kostenaufschlüsselungstabellen für den gesamten Prozess der Eloxierung an, in denen sechs Hauptausgabenkategorien aufgeführt sind: chemische Reagenzien, Strom, Arbeit, Regalvorrichtungen, Abwasserbehandlung und Nacharbeitsabfälle. Durch eine klare Preisstaffelung wird zwischen Natur-, Farb- und Harteloxierung unterschieden, wodurch unerwartete Zuschläge nach dem Angebot vermieden und standardisierte Preisabläufe für Ihre unabhängigen Website-Anfragen optimiert werden.
-
Eigene vollautomatische Produktionslinien in Ningbo mit schnellen grenzüberschreitenden VorlaufzeitenUnsere Fabrik betreibt eigene Anodisierungslinien ohne ausgelagerte Unteraufträge und befindet sich in Ningbo mit bequemem Hafenzugang. Prototypen werden innerhalb von 3 Werktagen versendet und Großbestellungen innerhalb von 7–10 Tagen. Unser Engineering-Team überprüft CAD-Zeichnungen per Online-DFM-Vorvalidierung und liefert optimierte Prozesspläne sowie genaue Angebote innerhalb von 24 Stunden, um die Kommunikation über Zeitzonen hinweg mit globalen Käufern zu ermöglichen.
2. Kernwettbewerbsvorteile der Anodisierungsdienste von Liqin Industry zur Reduzierung der Massenproduktionskosten
2.1 Duale parallele automatisierte Linien für die Standard- und Harteloxierung mit flexibler Kapazität
2.2 Über 400 jährliche DFM-Vorproduktionsprüfungen zur Vermeidung von Nacharbeitskosten
2.3 Chemisches Recycling im geschlossenen Kreislauf reduziert den Rohstoffabfall um 19 %
2.4 Inline-Filmdicken- und Salzsprühtests verhindern kostspielige Reklamationen im Ausland
3. Warum eine Kostenanalyse für die vollständige Eloxierung von Aluminium von entscheidender Bedeutung ist, bevor die Produktion von Präzisionskomponenten für die Automobilindustrie skaliert wird
-
Versteckte Kosten 1: Reagenzien und Strom (35–45 % der gesamten Anodisierungskosten)Das Harteloxieren erfolgt bei niedrigen Temperaturen mit hohem Impulsstrom und verbraucht 2,3-mal mehr Strom als herkömmliches dekoratives Eloxieren. Schwarze Farbstoffe und langlebige Versiegelungsmittel erhöhen die Reagenzienkosten um 40 % im Vergleich zu Varianten mit natürlichem Finish. Bei der Skalierung großer Aufträge können Schwankungen bei den Energie- und Chemiekosten 10–18 % der Gewinnmargen schmälern. Unsere maßgeschneiderten Kostenrechner ordnen den Strom- und Reagenzaufwand basierend auf Ihrer Komponentenlegierung, der Zielfilmdicke und der Farbspezifikation genau zu, um langfristig stabile Verarbeitungspreise zu gewährleisten.
-
Versteckte Kosten 2: Ausschuss und Nacharbeit aufgrund schlechter KomponentengeometrieBei Aluminiumteilen mit dünnen Wänden, 2-mm-Mikrobohrungen in 6-mm-Plattenmaterial, geschlossenen tiefen Hohlräumen und scharfen Ecken kommt es häufig zu ungleichmäßigen Filmschichten, Kantenverbrennungen und Farbunstimmigkeiten. Das Überspringen der DFM-Analyse im Vorfeld vor der Massenproduktion führt zu einer Fehlerquote von 12–20 % und verursacht Mehrkosten durch verschrottete Teile, Nacharbeit und internationalen Versand in beide Richtungen. Eine Kostenanalyse vor der Bestellung gepaart mit Zeichnungsoptimierung eliminiert Ausschussverschwendung an der Quelle.
-
Versteckte Kosten 3: Gestaffelte Amortisierung aufgrund der Break-Even-Volumen der ChargenBei Kleinserien (<500 Einheiten) fallen hohe Fixkosten für die Geräteeinrichtung, Rackvorbereitung und Labortests an, was zu einem Preisaufschlag von 25–40 % pro Einheit führt. Mittelgroße Bestellungen von 5.000 bis 30.000 Einheiten erreichen den anfänglichen Kosten-Break-Even-Punkt, während Großserien mit mehr als 50.000 Einheiten bei vollautomatischer Auslastung eine zusätzliche Kostenreduzierung von 15 % pro Einheit ermöglichen. Durch die Vorkalkulation Ihres jährlichen Auftragsvolumens können wir die optimale Produktionslinie und den optimalen Terminplan festlegen, um mengenmäßig reduzierte Preise zu gewährleisten.
-
Versteckte Kosten 4: Zusatzgebühren für Export-ComplianceAnodisierungsprozesse, die nicht auf die Einhaltung der REACH- und Automobil-PPAP-Standards ausgelegt sind, erfordern teure Tests durch Dritte und eine chemische Neuformulierung. Die Kostenvoranschläge von Liqin umfassen vollständige Exportzertifizierungsdienste im Voraus, ohne Nachproduktions-Compliance-Zuschläge, und stimmen vollständig mit den Prüfanforderungen ausländischer Fahrzeughersteller überein.
4. Wie die Auswahl der Produktionsmaschine die Preismetriken für Dienstleistungen im Bereich Präzisionskomponenten für die Automobilindustrie beeinflusst: Direkter Vergleich zweier vorherrschender Anodisierungslinientypen
| Vergleichsmetrik | Automatisierte kontinuierliche Standard-Anodisierungslinie (dekorative Oberfläche Typ II) | Spezialisierte Anodisierungslinie für gepulste Hartbeschichtungen (verschleißfeste Oberfläche Typ III) | Aufschlüsselung der wichtigsten Kundenvorteile |
|---|---|---|---|
| Vorabinvestition in Vorrichtungen und Formen | Standard-Universal-Racks ohne kundenspezifische Werkzeugkosten für neue Prototypen; Keine zusätzlichen Kosten für Designänderungen | Für komplexe Verschleißteile sind kundenspezifische Maskierungsvorrichtungen erforderlich, 1.500–8.000 $ pro Vorrichtungssatz | Kleinserien, häufig überarbeitete Innen- und Kosmetikkomponenten aus Aluminium profitieren von kontinuierlichen Linien, um hohe Amortisationskosten für Vorrichtungen zu vermeiden |
| Break-Even-Volumen in der Massenproduktion | Break-Even-Schwelle: 3.000–35.000 Einheiten; überlegene Preise pro Einheit unter 35.000 Einheiten | Break-Even-Schwelle: 35.000+ Einheiten; Große Chargenmengen verteilen die Abschreibung schwerer Geräte gleichmäßig | Wählen Sie kontinuierliche Linien für Jahresbestellungen unter 35.000 Einheiten mit häufigen Iterationen; Hartbeschichtungslinien bieten langfristig bessere Preise für Motor- und Hochleistungsfahrwerkskomponenten, die in Chargen über 50.000 Einheiten bestellt werden |
| Material- und Tankladenutzung | Die ineinander verschachtelten Regale mit gemischten Teilen ermöglichen eine Tankbeladungsrate von 92 % bei geringem Reagenzienabfall | Obligatorische Kühlspalte zwischen einzelnen Teilen reduzieren die Ladeeffizienz auf 78 %; Chemikalienverbrauch steigt um 18 % | Gemischte kosmetische Aluminiumaufträge maximieren die Tankleistung mit kontinuierlichen Leitungen, um die Reagenzien- und Energieamortisation zu reduzieren |
| Energieaufwand pro Charge | Moderater Betrieb bei konstanter Temperatur: 0,18 $ Stromkosten pro 10.000 Einheiten | Niedertemperaturkühlung + hoher Impulsstrom: 0,42 $ Stromkosten pro 10.000 Einheiten | Leichte kosmetische EV-Teile minimieren den Energieaufwand durch standardmäßige dekorative Eloxierung |
| Ideale Anwendungen für Automobilkomponenten | Innenverkleidung von Elektrofahrzeugen, Gehäuse für Batteriepacks, Kühlkörper mit elektronischer Steuerung, kosmetische Aluminiumprofile für den Außenbereich | Motorkolben, verschleißfeste Chassis-Gleitblöcke, hydraulische Ventilgehäuse aus Aluminium, hochbelastbare Strukturkomponenten für die Automobilindustrie | Passen Sie den Gerätetyp an die funktionalen Anforderungen der Komponenten an, um übermäßige Investitionen in unnötige Verarbeitungskapazitäten auf Industrieniveau zu vermeiden |
| Kosten für die Änderung der Designrevision | Parameterumschaltung mit einem Klick; 2 Stunden Aufbauzeit ohne zusätzliche Arbeitskosten | Lange Heiz-/Kühlzyklen für spezielle Niedertemperaturtanks; Rüstzeit erhöht sich um 300 % | F&E-Prototyping und jährlich überarbeitete OEM-Exportaufträge sorgen durch kontinuierliche automatisierte Linien für niedrigere Gesamteinstandskosten |
Kernstück zum Mitnehmen
5. Technologien zur Kostenoptimierung in der gesamten Produktionskette und praktische Umsetzung für die Eloxierung von Automobilaluminium
5.1 DFM-Zeichnungsoptimierung im Vorfeld (Quellenkostenreduzierung: Reduzierung der Stückarbeitszeit um 22 %)
- Standardisierte Richtlinien für Wandstärke und Bohrungsverhältnis: Geben Sie Bohrungen von mindestens 3 mm für 6 mm starkes Aluminiumplattenmaterial an, um zusätzliche gepulste Bearbeitungsarbeiten zu vermeiden und 0,30 $ pro Einheit zu sparen. Wir empfehlen branchenübliches 3,0-mm-Aluminiumblech anstelle von nicht standardmäßigem 3,2-mm-Material, um einen Rohmaterialaufschlag von 15 % zu vermeiden.
- Modifikation von scharfen Kanten und tiefen Hohlräumen: Fügen Sie R0,5-Radien an allen scharfen Ecken hinzu und integrieren Sie Überlauföffnungen in geschlossene Hohlräume, um Farbunstimmigkeiten und Kantenbrandfehler zu beseitigen und die Ausschussrate um 16 % zu reduzieren.
- Vereinfachte selektive Maskierung: Konsolidieren Sie diskrete maskierte Zonen, um den manuellen Aufwand beim Anbringen des Klebebands zu reduzieren und die Arbeitskosten für Massenbestellungen um 20 % zu senken.
5.2 Intelligente Nested Mixed Racking-Technologie (Maximierung der Tank- und Materialausnutzung)
- Mehrteilige gemischte Beladung: Verschachteln Sie Aluminiumteile unterschiedlicher Größe, um leeren Rackraum zu füllen, wodurch die Tankbeladungsauslastung von 75 % auf 92 % gesteigert und die Chargenleistung um 27 % gesteigert wird, um feste Reagenzien- und Stromkosten auf mehr fertige Einheiten zu verteilen.
- Optimierte gemeinsame leitfähige Kontaktpunkte: Standardisieren Sie die Rack-Kontaktpositionen, um lokale Überhitzung und sekundäre Nacharbeitsschritte zu vermeiden.
- Algorithmusgesteuerte Chargenplanung: Gruppieren Sie identische Filmdicken- und Farbaufträge in kontinuierlichen Produktionsläufen, um den Abfall durch Tankreinigung und Reagenzwechsel zu reduzieren und den Chemikalienverbrauch um 19 % zu senken.
5.3 Eloxierende Kernparameter-Tuning-Technologien (gleichzeitige Energie- und Arbeitseinsparungen)
- Intelligente Positiv-Negativ-Puls-Gleichrichterregelung: Ersetzt herkömmliche Gleichstromversorgungen für eine gleichmäßige Filmabscheidung, verkürzt die Verarbeitungszyklen für Hartbeschichtungen um 25 % und senkt den Kühlenergieverbrauch um 17 %.
- Stufenlose, konstante Temperaturregelung mit geschlossenem Regelkreis: Die segmentierte Temperaturregelung eliminiert den kontinuierlichen Kühlbedarf bei voller Kapazität und reduziert den Stromaufwand für die Hartbeschichtungsproduktion.
- Mehrstufiges Gegenstrom-Wasserrecycling: Durch die Wiederverwendung von Spülchemikalien können die Kosten für die Abwasserbehandlung um 23 % gesenkt werden, während gleichzeitig die EU-Umweltstandards für den Export eingehalten werden.
5.4 Optimierte One-Stop-Nachbearbeitungslösungen (eliminieren Sekundärbearbeitungsgebühren)
6. Kostenintensive Produktionsfehler beim Eloxieren von Automobilaluminium und entsprechende technische Korrekturen
-
Problem 1: Ungleichmäßige Filmdicke und Farbabweichungen an dicken/dünnen Mischwänden und tiefen Hohlräumen (10–18 % Fehlerrate)Lösungstechnologie: Zonenweise einstellbarer Impulsstrom gepaart mit Systemen zur kontinuierlichen Flüssigkeitszirkulation im Tank, um einen gleichmäßigen Elektrolytfluss in geschlossenen Hohlräumen aufrechtzuerhalten, die Filmdickentoleranz auf ±2 μm zu verkleinern und farbbedingte Fehler auf unter 1 % zu reduzieren.
-
Problem 2: Raue Schlackenbildung auf der Oberfläche beim Harteloxieren, die ein zweites Polieren erfordertLösungstechnologie: Die abgestufte Hoch-/Niederstrom-Hartbeschichtungsverarbeitung gepaart mit stabilen Niedertemperaturtanks liefert eine Oberflächenrauheit Ra ≤ 1,0 μm. Die Teile kommen montagebereit an, ohne dass nach der Produktion Schleifschritte erforderlich sind, wodurch zusätzliche Arbeitsstunden eingespart werden.
-
Problem 3: Unkontrolliert hohe Massenproduktionskosten pro Einheit aufgrund übermäßiger Reagenzien- und EnergieverschwendungLösungstechnologie: Die chemische Rückgewinnung im geschlossenen Kreislauf und die intelligenten, verschachtelten Regale senken den Reagenzienverbrauch um 19 % und erhöhen die Tankauslastung um 27 %, wodurch die Gesamtkosten der Chargenproduktion bei Bestellungen über 10.000 Einheiten um 14 % gesenkt werden.
-
Problem 4: Kostspielige Ausfallzeiten und Prototypenausschuss aufgrund häufiger Einrichtungszyklen für DesignüberarbeitungenLösungstechnologie: Digitale, zentralisierte Prozessdatenbank, in der validierte Anodisierungsparameter für Tausende von Automobil-Aluminiumteilmodellen gespeichert sind. Überarbeitete Zeichnungen liefern innerhalb einer Stunde übereinstimmende Prozessdaten und reduzieren so den Ausschussabfall für Prototypen um 90 %.
-
Problem 5: Fehlgeschlagene Prüfung der Exportkonformität, was zu Rücksendungen ins Ausland und Kosten für Nachbesserungen führtLösungstechnologie: Vollständige Inline-Inspektion auf Filmdicke, Salzsprühbeständigkeit und Farbkonsistenz in jeder Produktionsphase. Jede Lieferung wird mit einer vollständigen IATF16949-konformen Testdokumentation geliefert, um Tier-1-Automobilzulieferer-Audits bei der ersten Einreichung zu bestehen, ohne dass nach der Lieferung Gebühren für die Compliance-Behebung anfallen.
7. Kundenfallstudie aus der Praxis: 32 % Gesamtkostenreduzierung beim Eloxieren für Batteriegehäuse aus Aluminium für Elektrofahrzeuge
Kundenhintergrund
Kundenspezifische optimierte Lösung, implementiert von Liqin Industry
- Überprüfung der DFM-Zeichnung vor der Bestellung: Verfeinerte Kühllochgeometrie und -anordnung mit integrierten seitlichen Überlauföffnungen zur Förderung der internen Elektrolytzirkulation.
- Geplante Massenproduktion auf automatisierten kontinuierlichen Eloxierungslinien vom Typ II mit verschachtelten gemischten Regalen zur Maximierung der Tankladekapazität.
- Gestufte Pulsstrom-Prozesssteuerung zur Begrenzung des Bauteilverzugs auf unter 0,15 mm.
- Vollständig geschlossene chemische Recyclingsysteme zur Reduzierung der amortisierten Reagenzienkosten pro fertiger Einheit.
Messbare Kosten- und Lieferergebnisse
- Die Fehlerquote sank von 17,5 % auf 0,6 %, wodurch manuelle Nacharbeitsschritte beim Richten vollständig entfielen.
- Die Gesamtkosten für die Eloxierung von Aluminium pro Einheit wurden um 32 % gesenkt.
- Die Vorlaufzeit für die Lieferung einzelner Chargen wurde um 60 % verkürzt, um eiligen Exportversandplänen für ausländische Käufer gerecht zu werden.
- Eine vollständige zertifizierte Compliance-Dokumentation ermöglichte nahtlose jährliche Tier-1-Automobilzulieferer-Audits europäischer Kunden und führte zu einer Steigerung des jährlichen Wiederholungsauftragsvolumens um 45 %.