Produktbeschreibung
| Ding | beschreiben |
| Design/Größe | Nach Kundenzeichnungen oder Mustern |
| Material |
Aluminium: 6061, 6063, 6082, 7075, 5052, A380 usw. Edelstahl: SS201, SS301, SS303, SS304, (SS304 lebensmittelecht), SS316, SS316L, SUS430, SS416 Stahl: niedriggekohlter Stahl, Kohlenstoffstahl, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Legierter Stahl (15Cr, 20Cr, 42CrMo) usw. Messing: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 usw. Kupfer, Bronze, Kupfer usw. Titan: TC4 (TiAl6v4, Güteklasse f5) Kunststoff: ABS, PC, PE, POM, Delrin, Nylon, Kunststoff, PP, PEI, PEEK usw. |
| Verfahren | CNC-Bearbeitung, Drehen, Fräsen, Stanzen, Drehen, Schneiden usw. |
| Lieferzeit | Die Anfertigung von Mustern dauert in der Regel 3-7 Werktage, die Massenproduktion erfolgt nach Freigabe des Musters entsprechend der vereinbarten Menge. |
| Oberflächenbehandlung | Transparente Anodisierung, Farbanodisierung, chemische Beschichtung, Bürsten, Passivierung, Polieren, Verchromen, Sandstrahlen, Lasergravur, Verzinken, Brünieren, Vernickeln, Verchromen, Aufkohlen, Wärmebehandlung, Lackieren |
| Prüfgeräte | Koordinatenmessmaschine (KMM), 2D-Messinstrument, Projektor, Höhenmesser, Mikrometer, Gewindelehre, Härteprüfgerät, Messschieber, Stiftlehre, Salzsprühnebelprüfgerät, Konzentrizitätsmessgerät, Spektrometer. |
| Qualitätsmanagementsystem |
ISO 9001:2015 ISO 13485:2016 |
| Anwendung | Autoteile, Maschinenteile, Computerteile, medizinische Teile, Haushaltsgeräteteile, elektrische Teile, Elektronikprodukte, elektronische Teile, Generatorteile, Lichtmaschinenteile, Generatorteile, Bürobedarf, Leistungsschalter, Mikroschalter, Baubedarf, Handelswaren und AV-Geräte. |
| Dateiformat | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paket | Innenbeutel aus Plastik, Außenkarton nach Standardstandard oder gemäß Kundenwunsch |
| Versand | Seefracht, Luftfracht, internationaler Expressversand (DHL, FedEx, TNT, UPS). |
| Aufschlag | Das professionelle Außenhandelsteam bietet engagierten und schnellen Service. Maßprüfbericht/Rohstoffzertifikat/Oberflächenbehandlungsbericht/Technische Zeichnung RoHS-Bericht/Salzsprühtestbericht/Härtetestbericht |
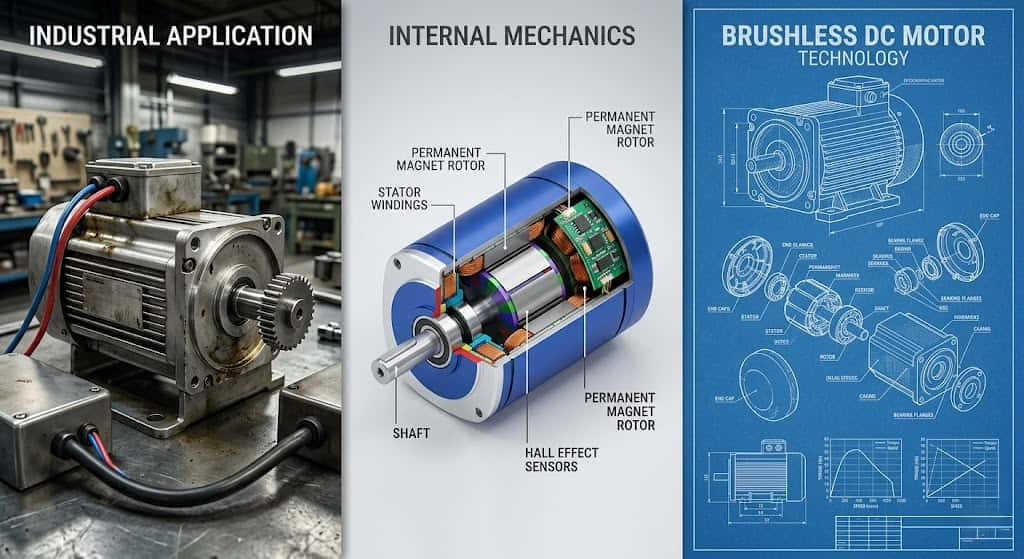
Kundenspezifische Bearbeitung des Rotorkerns von BLDC-Motoren
Dieser kundenspezifische Rotorkern für BLDC-Motoren ist ein hochpräzises Sonderbauteil und dient als zentrales Übertragungs- und magnetisch leitendes Element von bürstenlosen Gleichstrommotoren. Seine Bearbeitungsgenauigkeit, Oberflächenqualität und Beschichtungsleistung bestimmen maßgeblich die Betriebsstabilität, den Wirkungsgrad und die Lebensdauer des Motors. Dank unserer Präzisionsfertigungslinie und unserer ausgereiften Technologie zur kundenspezifischen Fertigung von Sonderbauteilen kann unser Werk die vollständige Präzisionsbearbeitung dieses Rotorkerns vom Rohmaterial bis zur fertigen Galvanisierung realisieren und dabei die Anforderungen an das Produktdesign und die industriellen Anwendungsstandards strikt einhalten.
Kernproduktmerkmale und technische Anforderungen
Der Rotorkern besteht aus hochwertigem, nach nationaler Norm gefertigtem Baustahl und zeichnet sich durch hervorragende mechanische Festigkeit und magnetische Leitfähigkeit aus, um den Anforderungen an Hochgeschwindigkeitsbetrieb und Kraftübertragung von BLDC-Motoren gerecht zu werden. Das Produkt unterliegt strengen Anforderungen an die Bearbeitung und Oberflächenbehandlung des Kerns.
- Die Oberfläche des Rotorkerns muss frei von Rost, Ölflecken, Kratzern und optischen Mängeln sein, alle Kanten müssen entgratet sein;
- Auf die Oberfläche ist eine Chromschicht mit präziser Dicke aufzubringen, wobei die Schichtdicke auf 1-3 μm kontrolliert wird. Die Beschichtung muss gleichmäßig sein, eine starke Haftung aufweisen und frei von Abplatzungen, Poren und anderen Defekten sein;
- Alle nicht spezifizierten Maße werden streng nach dem 3D-Modell gefertigt, und die wichtigsten Maße und geometrischen Toleranzen entsprechen hohen Präzisionsstandards.
- Das gesamte Material entspricht den RoHS-Umweltschutzbestimmungen, und für jede Lieferung wird eine Konformitätsbescheinigung ausgestellt.
Präzisionsbearbeitungstechnologie für den gesamten Prozess
Als Antwort auf die Bearbeitungsanforderungen dieses Rotorkerns hat unser Werk einen standardisierten und optimierten Bearbeitungsplan für den gesamten Prozess entwickelt, dessen Kernprozesse wie folgt aussehen:
-
Rohmaterialzuschnitt & Vorverarbeitung Wählen Sie die entsprechenden Rohmaterialien für Baustahl nach nationaler Norm und führen Sie präzise Zuschnitte mit Präzisionsschneidmaschinen durch. Entfernen Sie Öl und Rost von der Rohmaterialoberfläche, um Verunreinigungen zu vermeiden und eine optimale Grundlage für die nachfolgende Bearbeitung und Galvanisierung zu schaffen.
-
Präzisionsumformbearbeitung Wir verwenden hochpräzise Bearbeitungsmaschinen wie CNC-Dreh- und CNC-Fräsmaschinen, um die Formgebung von Kernabmessungen, Fasen, Verrundungen, Winkeln und anderen Strukturen gemäß dem 3D-Modell und den Konstruktionszeichnungen durchzuführen. Gleichzeitig bearbeiten wir präzise Bohrungen, Nuten und weitere Merkmale. Die CNC-Steuerung gewährleistet während des gesamten Prozesses die Konsistenz und Genauigkeit der bearbeiteten Abmessungen.
-
Entgraten & Oberflächenbearbeitung Führen Sie an allen bearbeiteten Kanten das Entgraten gemäß der Prüfnorm für 20-fache Vergrößerung durch und entfernen Sie Bearbeitungsgrate und -reste vollständig durch eine Kombination aus mechanischem Entgraten und manueller Nachbearbeitung. Führen Sie anschließend eine Oberflächenbearbeitung durch Schleifen, Polieren und andere Verfahren durch, um sicherzustellen, dass die Produktoberfläche frei von Kratzern, Unebenheiten und anderen Defekten ist und die Anforderungen an eine saubere Oberfläche ohne Ölflecken und Mängel erfüllt.
-
Verchromung Als zentrales Oberflächenbehandlungsverfahren wird eine professionelle Galvanisierungsanlage zur Herstellung der Chrombeschichtung eingesetzt. Zunächst wird der fertige Rotorkern vor der Galvanisierung aktiviert, um Oberflächenoxide und Restverunreinigungen zu entfernen. Anschließend wird durch präzise Steuerung der Galvanisierungsparameter eine gleichmäßige Abscheidung einer 1–3 µm dicken Chromschicht erreicht. Nach der Beschichtung erfolgt eine erste Prüfung, um sicherzustellen, dass Schichtdicke, Haftung und Oberflächenebenheit den Standards entsprechen.
-
Vollständige Dimensionsprüfung & Abnahme des Endprodukts Nach der Galvanisierung werden die Produkte mithilfe hochpräziser Prüfgeräte wie 2D- und 3D-Messinstrumenten einer vollständigen Dimensionsprüfung unterzogen. Dabei werden Abmessungen, geometrische Toleranzen, Winkel usw. geprüft. Gleichzeitig erfolgen Sonderprüfungen der Schichtdicke, der Oberflächenqualität und des Rostzustands. Nur Produkte, die alle Kriterien erfüllen, werden eingelagert. Jeder Charge werden Prüfberichte und RoHS-Konformitätszertifikate beigefügt.
Wichtigste Herausforderungen bei der Zerspanung und gezielte Lösungsansätze
Dieser Rotorkern ist ein hochpräzises, nicht standardisiertes Motorbauteil, dessen Bearbeitungsprozess mehrere technische Herausforderungen mit sich bringt. Unser Werk hat diese Herausforderungen durch ausgereifte Prozessabläufe und moderne Anlagentechnik erfolgreich bewältigt, wie nachfolgend detailliert beschrieben:
Herausforderung 1: Stabile Regelung hochpräziser Abmessungen und geometrischer Toleranzen
Das Produkt stellt extrem hohe Anforderungen an die Bearbeitungsgenauigkeit von Schlüsselmaßen, Winkeln, Verrundungen und anderen Strukturen. Konventionelle Bearbeitungsverfahren sind anfällig für Maßabweichungen und Überschreitungen der geometrischen Toleranzen, was die Montage und die Betriebsgenauigkeit des Motors beeinträchtigt.
Lösungen : Einsatz importierter, hochpräziser CNC-Bearbeitungsmaschinen mit hochsteifen Werkzeugspindeln und präzisen Werkzeugbibliotheken zur Reduzierung von durch Bearbeitungsvibrationen verursachten Fehlern; Kalibrierung der Maschinengenauigkeit vor der Bearbeitung und Anwendung von Online-Testtechnologie während der Bearbeitung zur Echtzeitüberwachung von Maßänderungen und automatischen Kompensation der Bearbeitungsparameter; Implementierung eines Erststück-Vollprüfungssystems und eines Kontrollsystems für die Serienbearbeitung, um sicherzustellen, dass die Maßgenauigkeit jedes Produkts den Konstruktionsanforderungen entspricht.
Herausforderung 2: Erreichen höchster Standards für eine makellose Oberfläche
Das Produkt erfordert eine Oberfläche frei von Rost, Ölflecken und Kratzern sowie entgratete Kanten. Konventionelle Bearbeitungsverfahren sind anfällig für Oberflächenfehler, die durch Kühlschmierstoffrückstände, Werkzeugverschleiß, Spannvorrichtungen usw. verursacht werden und das Ergebnis der Galvanisierung sowie das Erscheinungsbild des Produkts beeinträchtigen.
Lösungen : Verwenden Sie beim Bearbeitungsprozess ein hochwertiges Kühlschmiermittel und kombinieren Sie es mit einem Hochdruckkühlsystem, um Spananhaftungen und Oberflächenkratzer zu reduzieren. Tauschen Sie die Bearbeitungswerkzeuge regelmäßig aus, um deren Schärfe zu gewährleisten und durch Werkzeugverschleiß verursachte Grate und Oberflächenrauheit zu vermeiden. Verwenden Sie zum Spannen weiche Gummipuffer an den Spannbacken, um Oberflächeneindrücke und Kratzer zu verhindern. Reinigen Sie die Oberfläche nach dem Entgraten mit Ultraschall, um Ölreste und Späne vollständig zu entfernen, und trocknen Sie sie anschließend im Vakuum, um Wasserflecken und Rostbildung zu vermeiden.
Herausforderung 3: Gewährleistung einer gleichmäßigen Abscheidung und Haftung einer 1-3 μm dünnen Chrombeschichtung
Die Dicke der dünnen Chrombeschichtung ist schwer zu kontrollieren, da sie zu ungleichmäßiger Dicke, mangelhafter Haftung, Abblättern und anderen Problemen neigt. Die Beschichtungsqualität beeinflusst direkt die Rostbeständigkeit und Lebensdauer des Rotorkerns.
Lösungen : Spezielle Galvanisierungsvorrichtungen werden angepasst, um eine gleichmäßige Spannung und Stromverteilung im Rotorkern während der Galvanisierung zu gewährleisten und ungleichmäßige Schichtdicken von vornherein zu vermeiden. Der Vorbehandlungsprozess wird optimiert, und durch mehrere Prozesse wie Entfetten, Beizen und Aktivieren wird die Werkstückoberfläche frei von Verunreinigungen gehalten, um die Haftung zwischen Beschichtung und Substrat zu verbessern. Wichtige Parameter wie Konzentration, Temperatur und Stromdichte des Galvanisierbads werden präzise gesteuert. Die Pulsgalvanisierungstechnologie ermöglicht eine langsame und gleichmäßige Beschichtung und hält die Schichtdicke streng im Bereich von 1–3 µm. Nach der Galvanisierung werden Haftungs- und Dickenprüfungen durchgeführt und nicht konforme Produkte aussortiert.
Herausforderung 4: Qualitätskonsistenzkontrolle in der Mehrprozessverbindung
Die Herstellung des Produkts umfasst mehrere Bearbeitungsprozesse, und jeder einzelne Schritt, von den Rohmaterialien bis zur Galvanisierung, beeinflusst die Qualität des Endprodukts. Qualitätsschwankungen zwischen den einzelnen Prozessschritten sind bei der Massenproduktion häufig.
Lösungen : Ein umfassendes Qualitätsrückverfolgbarkeitssystem einführen, jedem Produkt einen eindeutigen Rückverfolgbarkeitscode zuweisen und die Bearbeitungsparameter, Testergebnisse und Bediener jedes Prozesses erfassen; Für jeden Prozess separate Qualitätsprüfstellen einrichten, wobei nicht qualifizierte Produkte aus dem vorherigen Prozess nicht in den nächsten Prozess gelangen dürfen; Die Bearbeitungs- und Galvanisierungsanlagen regelmäßig warten, instand halten und kalibrieren sowie Schulungen für die Bediener durchführen, um die Standardisierung und Normalisierung der Abläufe in jedem Prozess zu gewährleisten.
Unsere Bearbeitungsvorteile
-
Starke Anpassungsfähigkeit an Sonderstandards Dank unserer fundierten Erfahrung im Bereich der kundenspezifischen Bearbeitung von Präzisionsmaschinen können wir die Bearbeitungsprozesse flexibel an die 3D-Modelle und Zeichnungsanforderungen unserer Kunden anpassen und so den individuellen Bedürfnissen verschiedener Kernkomponenten von BLDC-Motoren gerecht werden.
-
Fortschrittliche Ausrüstung und Technologie Ausgestattet mit einem kompletten Satz hochpräziser CNC-Bearbeitungsanlagen, professionellen Galvanisierungsanlagen und Präzisionsprüfgeräten, wurden unsere Prozessabläufe durch zahlreiche praktische Anwendungen verifiziert und ermöglichen die stabile Erfüllung der Bearbeitungsanforderungen hinsichtlich hoher Präzision und hoher Oberflächenqualität.
-
Strenge Qualitätskontrolle Ein umfassendes Qualitätskontrollsystem wird etabliert, das von der Wareneingangsprüfung der Rohstoffe bis zur Auslieferung der Fertigprodukte reicht. Alle Produkte durchlaufen mehrere Testverfahren, um die Produktqualifizierungsrate sicherzustellen. Für jede Lieferung werden Prüfberichte und Konformitätszertifikate bereitgestellt.
-
Komplettservice aus einer Hand Wir bieten Ihnen Komplettlösungen von der Rohstoffbeschaffung über Präzisionsbearbeitung, Oberflächengalvanisierung bis hin zur Endproduktprüfung, Verpackung und Lieferung. Dadurch reduzieren wir die Anzahl der Zwischenschritte beim Kunden und verbessern die Effizienz der Kundenanpassung.
Mit den Bedürfnissen unserer Kunden im Mittelpunkt und präziser Bearbeitungstechnologie als Unterstützung kontrolliert unser Werk jeden Produktionsschritt streng, um sicherzustellen, dass unsere Kunden BLDC-Motorrotorkernprodukte erhalten, die den Designstandards entsprechen und eine stabile Qualität aufweisen, die sich für verschiedene industrielle BLDC-Motoranwendungsszenarien eignen.
https://www.instagram.com/liqincnc/
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206






