




Produktbeschreibung
| Ding | beschreiben |
| Design/Größe | Nach Kundenzeichnungen oder Mustern |
| Material |
Aluminium: 6061, 6063, 6082, 7075, 5052, A380 usw. Edelstahl: SS201, SS301, SS303, SS304, (SS304 Lebensmittelqualität), SS316, SS316L, SUS430, SS416 Stahl: kohlenstoffarmer Stahl, Kohlenstoffstahl, 4140, 4340, Q235, Q345B, 20#, 45# usw. Legierter Stahl (15Cr, 20Cr, 42CrMo) usw. Messing: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 usw. Kupfer, Bronze, Kupfer usw. Titan: TC4 (TiAl6v4, Güteklasse f5) Kunststoff: ABS, PC, PE, POM, Delrin, Nylon, Kunststoff, PP, PEI, Peek usw. |
| Verfahren | CNC-Bearbeitung, Drehen, Fräsen, Stanzen, Drehen, Schneiden usw. |
| Lieferzeit | Die Probennahme dauert in der Regel 3-7 Werktage und die Massenproduktion erfolgt nach der Musterfreigabe entsprechend der detaillierten Menge. |
| Oberflächenbehandlung | Transparentes Eloxieren, farbiges Eloxieren, chemisches Beschichten, Bürsten, Passivieren, Polieren, Verchromen, Sandstrahlen, Lasergravieren, Verzinken, Brünieren, Vernickeln, Verchromen, Aufkohlen, Wärmebehandlung, Lackieren |
| Testausrüstung | Koordinatenmessgerät (KMG), 2D-Messgerät, Projektor, Höhenmesser, Mikrometer, Gewindemessgerät, Härteprüfgerät, Messschieber, Stiftmessgerät, Salzsprühtestgerät, Konzentrizitätsmessgerät, Spektrometer. |
| Qualitätsmanagementsystem |
ISO 9001:2015 ISO 13485:2016 |
| Anwendung | Autoteile, Maschinenteile, Computerteile, medizinische Teile, Haushaltsgeräteteile, elektrische Teile, elektronische Produktteile, elektronische Teile, Generatorteile, Lichtmaschinenteile, Generatorteile, Schreibwaren, Netzschalter, Mikroschalter, Bau-, Handels- und A/V-Geräte. |
| Dateiformat | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paket | Innere Plastiktüte, äußerer Standardkarton oder nach Kundenwunsch |
| Versand | Seefracht, Luftfracht, internationaler Express (DHL, FedEx, TNT, UPS). |
| Aufschlag | Das professionelle Außenhandelsteam bietet enthusiastische und schnelle Reaktionsdienste. Maßkontrollbericht/Rohstoffzertifikat/Oberflächenbehandlungsbericht/Konstruktionszeichnung RoHS-Bericht/Salzsprühtestbericht/Härtetestbericht |
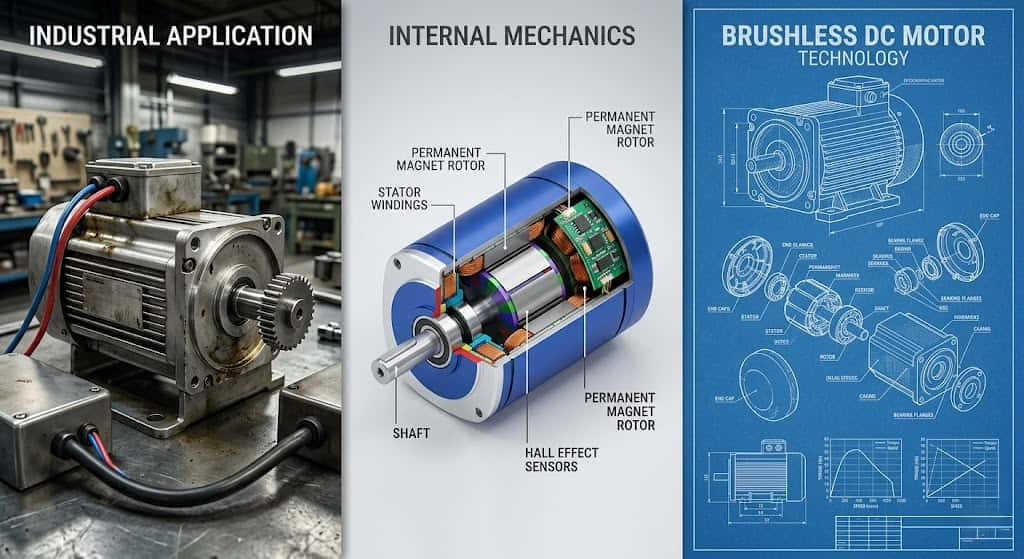
Kundenspezifische Bearbeitung des Rotorkerns eines BLDC-Motors
Dieser kundenspezifische BLDC-Motorrotorkern ist eine hochpräzise, nicht standardmäßige Komponente, die als Kernübertragungs- und magnetisch leitendes Teil von bürstenlosen Gleichstrommotoren dient. Seine Bearbeitungsgenauigkeit, Oberflächenqualität und Beschichtungsleistung bestimmen direkt die Betriebsstabilität, Übertragungseffizienz und Lebensdauer des Motors. Mithilfe unserer Präzisionsbearbeitungs-Produktionslinie und ausgereifter, nicht standardmäßiger Komponentenanpassungstechnologie kann unser Werk die vollständige Prozesspräzisionsbearbeitung dieses Rotorkerns von der Rohmaterialformung bis zur Galvanisierung des fertigen Produkts realisieren und dabei die Produktdesignanforderungen und industriellen Anwendungsstandards strikt einhalten.
Kernproduktmerkmale und technische Anforderungen
Der Rotorkern besteht aus hochwertigem Baustahl nach nationalem Standard und zeichnet sich durch hervorragende mechanische Festigkeit und magnetische Leitfähigkeit aus, um den Hochgeschwindigkeitsbetrieb und die Leistungsübertragungsanforderungen von BLDC-Motoren zu erfüllen. Das Produkt stellt strenge Kernanforderungen an die Bearbeitung und Oberflächenbehandlung:
- Die Oberfläche des Rotorkerns muss frei von Rost, Ölflecken, Kratzern und optischen Mängeln sein; alle Kanten müssen entgratet sein;
- Auf die Oberfläche wird eine Chrombeschichtung mit präziser Dicke aufgetragen, wobei die Beschichtungsdicke auf 1–3 μm kontrolliert wird. Die Beschichtung muss gleichmäßig sein, eine starke Haftung aufweisen und frei von Abblättern, Nadellöchern und anderen Mängeln sein;
- Alle nicht spezifizierten Abmessungen werden in strikter Übereinstimmung mit dem 3D-Modell bearbeitet, und wichtige Abmessungen und geometrische Toleranzen folgen hochpräzisen Designstandards;
- Das gesamte Material entspricht den RoHS-Umweltschutzanforderungen und für jede Lieferung wird ein Konformitätszertifikat bereitgestellt.
Vollprozess-Präzisionsbearbeitungstechnologie
Als Reaktion auf die Bearbeitungsanforderungen dieses Rotorkerns hat unser Werk einen standardisierten und verfeinerten Vollprozess-Bearbeitungsplan mit den folgenden Kernprozessen formuliert:
-
Rohmaterialschneiden und -vorverarbeitung Wählen Sie die entsprechenden Baustahlrohstoffe nach nationalem Standard aus und erzielen Sie präzises Schneiden mit Präzisionsschneidgeräten. Führen Sie eine Vorbehandlung zur Öl- und Rostentfernung auf der Rohmaterialoberfläche durch, um sicherzustellen, dass sich keine Verunreinigungen auf dem Rohmaterialsubstrat befinden, und legen Sie eine solide Grundlage für die anschließende Bearbeitung und Galvanisierung.
-
Präzise Umformbearbeitung Nutzen Sie hochpräzise Bearbeitungsgeräte wie CNC-Drehen und CNC-Fräsen, um die Umformbearbeitung von Kernabmessungen, Fasen, Verrundungen, Winkeln und anderen Strukturen gemäß dem 3D-Modell und den Konstruktionszeichnungen durchzuführen. Vollständige Präzisionsbearbeitung von Löchern, Schlitzen und anderen Merkmalen gleichzeitig. Realisieren Sie während des gesamten Prozesses eine geschlossene Steuerung des CNC-Systems, um die Konsistenz und Genauigkeit der bearbeiteten Abmessungen sicherzustellen.
-
Entgraten und Oberflächenveredelung Führen Sie das Entgraten aller bearbeiteten Kanten gemäß dem Inspektionsstandard mit 20-facher Vergrößerung durch und entfernen Sie Bearbeitungsgrate und Grate durch eine Kombination aus mechanischem Entgraten und manueller Endbearbeitung vollständig. Führen Sie eine anschließende Oberflächenbearbeitung durch Schleifen, Polieren und andere Prozesse durch, um sicherzustellen, dass die Produktoberfläche frei von Kratzern, Beulen und anderen Mängeln ist und die Anforderungen an eine saubere Oberfläche ohne Ölflecken und Mängel erfüllt.
-
Verchromung Als Kernoberflächenbehandlungsprozess nutzen Sie eine professionelle Galvanik-Produktionslinie zur Vorbereitung der Chrombeschichtung. Führen Sie vor dem Galvanisieren zunächst eine Aktivierungsbehandlung am fertigen Rotorkern durch, um oberflächliche Oxidschichten und restliche Verunreinigungen zu entfernen. Erzielen Sie dann durch die präzise Steuerung der Galvanisierungsparameter eine gleichmäßige Abscheidung einer 1–3 μm dicken Chrombeschichtung. Führen Sie nach der Beschichtungsbildung eine Erstinspektion durch, um sicherzustellen, dass die Beschichtungsdicke, Haftung und Oberflächenebenheit den Standards entsprechen.
-
Volldimensionale Inspektion und Abnahme des fertigen Produkts Verwenden Sie nach dem Galvanisieren hochpräzise Prüfgeräte wie 2D- und 3D-Messinstrumente, um eine umfassende Prüfung der Produktabmessungen, geometrischen Toleranzen, Winkel usw. durchzuführen. Führen Sie gleichzeitig spezielle Prüfungen der Beschichtungsdicke, der Oberflächenqualität und des Rostzustands durch. Nur Produkte, die alle Indikatoren erfüllen, können eingelagert werden. Jeder Charge sind Prüfberichte und RoHS-Konformitätszertifikate beigefügt.
Wichtige Herausforderungen bei der Bearbeitung und gezielte Lösungen
Bei diesem Rotorkern handelt es sich um eine hochpräzise, nicht standardmäßige Motorkomponente mit zahlreichen technischen Herausforderungen im Bearbeitungsprozess. Unsere Fabrik hat alle Herausforderungen durch ausgereifte Prozesspläne und Gerätetechnologie effektiv gemeistert, wie unten beschrieben:
Herausforderung 1: Stabile Kontrolle hochpräziser Abmessungen und geometrischer Toleranzen
Das Produkt stellt extrem hohe Anforderungen an die Bearbeitungsgenauigkeit wichtiger Abmessungen, Winkel, Verrundungen und anderer Strukturen. Die konventionelle Bearbeitung ist anfällig für Maßabweichungen und geometrische Toleranzen außerhalb der Toleranz, was sich auf die Motormontage und die Betriebsgenauigkeit auswirkt.
Lösungen : Einführung importierter hochpräziser CNC-Bearbeitungsgeräte mit hochsteifen Werkzeugmaschinenspindeln und Präzisionswerkzeugbibliotheken, um durch Bearbeitungsvibrationen verursachte Fehler zu reduzieren; Kalibrieren Sie die Genauigkeit der Ausrüstung vor der Bearbeitung und nutzen Sie während der Bearbeitung Online-Testtechnologie, um Maßänderungen in Echtzeit zu überwachen und Bearbeitungsparameter automatisch zu kompensieren. Implementieren Sie das Erststück-Vollinspektions- und Patrouilleninspektionssystem für die Serienbearbeitung, um sicherzustellen, dass die Maßhaltigkeit jedes Produkts den Designanforderungen entspricht.
Herausforderung 2: Erreichen hoher Standards für eine makellose Oberfläche
Das Produkt benötigt eine Oberfläche frei von Rost, Ölflecken und Kratzern, mit entgrateten Kanten. Die konventionelle Bearbeitung ist anfällig für Oberflächenfehler, die durch Schneidflüssigkeitsrückstände, Werkzeugverschleiß, Spannvorrichtungen usw. verursacht werden und die Galvanisierungswirkung und das Erscheinungsbild des Produkts beeinträchtigen.
Lösungen : Wählen Sie im Bearbeitungsprozess hochwertige Schneidflüssigkeit aus und kombinieren Sie sie mit einem Hochdruckkühlsystem, um die Anhaftung von Spänen und Oberflächenkratzern zu reduzieren. Ersetzen Sie die Bearbeitungswerkzeuge regelmäßig, um die Werkzeugschärfe sicherzustellen und Grate und Oberflächenrauheiten durch Werkzeugverschleiß zu vermeiden. Umwickeln Sie die Spannbacken mit weichen Gummipolstern zum Spannen, um Oberflächeneindrücke und Kratzer beim Spannen zu vermeiden; Verwenden Sie nach dem Entgraten einen Ultraschallreinigungsprozess, um Ölflecken und Spänerückstände auf der Oberfläche vollständig zu entfernen, und führen Sie nach der Reinigung eine Vakuumtrocknung durch, um Wasserflecken und Rost auf der Oberfläche zu verhindern.
Herausforderung 3: Sicherstellung einer gleichmäßigen Abscheidung und Haftung einer 1–3 μm dünnen Chrombeschichtung
Es ist schwierig, die Dicke der dünnen Chrombeschichtung zu kontrollieren, was zu ungleichmäßiger Dicke, schlechter Haftung, Abblättern und anderen Problemen führt. Die Qualität der Beschichtung wirkt sich direkt auf die Rostbeständigkeit und die Lebensdauer des Rotorkerns aus.
Lösungen : Passen Sie spezielle Galvanisiervorrichtungen individuell an, um eine gleichmäßige Belastung und eine konsistente Stromverteilung des Rotorkerns während des Galvanisierens sicherzustellen und eine ungleichmäßige Beschichtungsdicke von der Quelle zu vermeiden; Optimieren Sie den Vorbehandlungsprozess und stellen Sie durch mehrere Prozesse wie Entfetten, Beizen und Aktivieren sicher, dass keine Verunreinigungen auf der Werkstückoberfläche vorhanden sind, um die Bindungskraft zwischen der Beschichtung und dem Substrat zu verbessern. Kontrollieren Sie wichtige Parameter wie die Konzentration des Galvanikbades, die Temperatur und die Stromdichte präzise und nutzen Sie die Pulsgalvanisierungstechnologie, um eine langsame und gleichmäßige Abscheidung der Beschichtung zu erreichen und dabei die Beschichtungsdicke im Bereich von 1–3 μm streng zu kontrollieren; Führen Sie nach dem Galvanisieren einen Beschichtungshaftungstest und eine Dickenerkennung durch und lehnen Sie nicht qualifizierte Beschichtungsprodukte ab.
Herausforderung 4: Qualitätskonsistenzkontrolle in der Multiprozessverbindung
Das Produkt umfasst mehrere Bearbeitungsprozesse, und jede Verbindung vom Rohmaterial bis zur Galvanisierung wirkt sich auf die Qualität des Endprodukts aus. In der Massenproduktion kommt es häufig zu Qualitätsschwankungen zwischen den Prozessen.
Lösungen : Richten Sie ein Qualitätsrückverfolgbarkeitssystem für den gesamten Prozess ein, weisen Sie jedem Produkt einen eindeutigen Rückverfolgbarkeitscode zu und zeichnen Sie die Bearbeitungsparameter, Testergebnisse und Bediener jedes Prozesses auf; Richten Sie für jeden Prozess exklusive Qualitätskontrollstellen ein, und nicht qualifizierte Produkte aus dem vorherigen Prozess dürfen strengstens nicht in den nächsten Prozess gelangen. Warten, warten und kalibrieren Sie die Bearbeitungs- und Galvanisierungsausrüstung regelmäßig und führen Sie professionelle Schulungen für die Bediener durch, um die Standardisierung und Normalisierung der Abläufe in jedem Prozess sicherzustellen.
Unsere Bearbeitungsvorteile
-
Starke nicht standardmäßige Anpassungsfähigkeit Mit umfassender Erfahrung im Bereich der nicht standardmäßigen kundenspezifischen Bearbeitung von Präzisionsmaschinen können wir Bearbeitungsprozesse flexibel an die 3D-Modelle und Zeichnungsanforderungen unserer Kunden anpassen und uns so an die kundenspezifischen Anforderungen verschiedener Kernkomponenten von BLDC-Motoren anpassen.
-
Fortschrittliche Ausrüstung und Technologie Ausgestattet mit einem vollständigen Satz hochpräziser CNC-Bearbeitungsgeräte, professionellen Galvanik-Produktionslinien und Präzisionsprüfgeräten wurden unsere Prozessschemata durch mehrere praktische Anwendungen verifiziert und ermöglichen eine stabile Erfüllung der Bearbeitungsanforderungen für hohe Präzision und hohe Oberflächenqualität.
-
Strenge Qualitätskontrolle Richten Sie ein Qualitätskontrollsystem für den gesamten Prozess ein, von der Eingangskontrolle des Rohmaterials bis zur Auslieferung des fertigen Produkts. Alle Produkte durchlaufen mehrere Testprozesse, um die Produktqualifizierungsrate sicherzustellen. Für jede Lieferung werden Inspektionsberichte und Konformitätszertifikate bereitgestellt.
-
Komplettservice aus einer Hand Wir können Dienstleistungen aus einer Hand anbieten, von der Rohstoffbeschaffung über Präzisionsbearbeitung, Oberflächengalvanisierung bis hin zur Inspektion, Verpackung und Lieferung des fertigen Produkts, wodurch die Kundenbindungsverbindungen reduziert und die Effizienz der kundenspezifischen Anpassung verbessert werden.
Mit den Kundenbedürfnissen im Mittelpunkt und der Präzisionsbearbeitungstechnologie als Unterstützung kontrolliert unser Werk jede Produktionsverbindung streng, um sicherzustellen, dass wir unseren Kunden Rotorkernprodukte für BLDC-Motoren liefern, die den Designstandards entsprechen und eine stabile Qualität aufweisen und sich an verschiedene industrielle BLDC-Motor-Anwendungsszenarien anpassen.
https://www.instagram.com/liqincnc/
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206
