
Produktbeschreibung
| Ding | beschreiben |
| Design/Größe | Nach Kundenzeichnungen oder Mustern |
| Material |
Aluminium: 6061, 6063, 6082, 7075, 5052, A380 usw. Edelstahl: SS201, SS301, SS303, SS304, (SS304 lebensmittelecht), SS316, SS316L, SUS430, SS416 Stahl: niedriggekohlter Stahl, Kohlenstoffstahl, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Legierter Stahl (15Cr, 20Cr, 42CrMo) usw. Messing: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 usw. Kupfer, Bronze, Kupfer usw. Titan: TC4 (TiAl6v4, Güteklasse f5) Kunststoff: ABS, PC, PE, POM, Delrin, Nylon, Kunststoff, PP, PEI, PEEK usw. |
| Verfahren | CNC-Bearbeitung, Drehen, Fräsen, Stanzen, Drehen, Schneiden usw. |
| Lieferzeit | Die Anfertigung von Mustern dauert in der Regel 3-7 Werktage, die Massenproduktion erfolgt nach Freigabe des Musters entsprechend der vereinbarten Menge. |
| Oberflächenbehandlung | Transparente Anodisierung, Farbanodisierung, chemische Beschichtung, Bürsten, Passivierung, Polieren, Verchromen, Sandstrahlen, Lasergravur, Verzinken, Brünieren, Vernickeln, Verchromen, Aufkohlen, Wärmebehandlung, Lackieren |
| Prüfgeräte | Koordinatenmessmaschine (KMM), 2D-Messinstrument, Projektor, Höhenmesser, Mikrometer, Gewindelehre, Härteprüfgerät, Messschieber, Stiftlehre, Salzsprühnebelprüfgerät, Konzentrizitätsmessgerät, Spektrometer. |
| Qualitätsmanagementsystem |
ISO 9001:2015 ISO 13485:2016 |
| Anwendung | Autoteile, Maschinenteile, Computerteile, medizinische Teile, Haushaltsgeräteteile, elektrische Teile, Elektronikprodukte, elektronische Teile, Generatorteile, Lichtmaschinenteile, Schreibwaren, Netzschalter, Mikroschalter, Bauprodukte, Handelswaren und AV-Geräte. |
| Dateiformat | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paket | Innenbeutel aus Plastik, Außenkarton nach Standardstandard oder gemäß Kundenwunsch |
| Versand | Seefracht, Luftfracht, internationaler Expressversand (DHL, FedEx, TNT, UPS). |
| Aufschlag | Das professionelle Außenhandelsteam bietet engagierten und schnellen Service. Maßprüfbericht/Rohstoffzertifikat/Oberflächenbehandlungsbericht/Technische Zeichnung RoHS-Bericht/Salzsprühtestbericht/Härtetestbericht |
Hier ist die konversionsstarke, professionelle englische Version der Produktseite, sorgfältig formatiert für eine B2B-Website im Bereich der industriellen Fertigung oder eine unabhängige Plattform (Shopify, WordPress usw.).
Es verwendet übersichtliche HTML-Stil-Styling-Hinweise, beinhaltet leicht lesbare Stichpunkte, Tabellen und einen eigenen FAQ-Bereich und bettet gleichzeitig alle 5 Ihrer häufig verwendeten SEO-Keywords organisch ein.
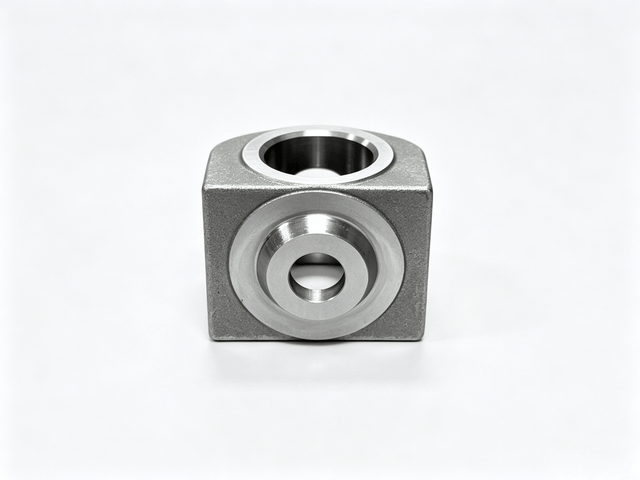
Präzisionsbearbeitungslösungen für Lebensmittel: Kundenspezifische Basisbecherverbindung für Lebensmittelverarbeitungslinien
In der modernen Hochgeschwindigkeits-Verpackungs- und Lebensmittelindustrie müssen präzise mechanische Verbindungen perfekt zusammenarbeiten. Als führender Anbieter von kundenspezifischer Präzisionsbearbeitung liefern wir Ingenieurteams weltweit die zweite, entscheidende Komponente dieser hochbelastbaren Mechanismen. Um Ihre individuellen Konstruktionszeichnungen zu realisieren, bieten wir Ihnen eine umfassende , lebensmittelkonforme Präzisionsbearbeitung, die eine nahtlose Integration der Komponenten in Ihre Produktionslinien gewährleistet.
Unsere nicht standardmäßigen, kundenspezifischen Basis-Cup-Links (Kooperationsgelenke) sind speziell so konstruiert, dass sie perfekt mit ihren passenden konvexen Links zusammenpassen und so eine synchronisierte, fehlerfreie Bewegung auf stark vibrierenden Lebensmittelverarbeitungslinien gewährleisten.
🛠️ Produktübersicht & Strategischer Wert
Dieses Bauteil dient als grundlegendes strukturelles Bindeglied in automatisierten Lebensmittelverarbeitungslinien und ist direkt mit dem konvexen Drehpunkt verbunden, um schnelle, sich wiederholende mechanische Schwenkbewegungen zu ermöglichen.
Warum Material und Konstruktion wichtig sind
Der Betrieb in unmittelbarer Nähe von Lebensmitteln erfordert eine außergewöhnliche Beständigkeit gegenüber chemischen Desinfektionsmitteln (CIP-Verfahren). Für dieses Bauteil verwenden wir denselben hochwertigen martensitischen Edelstahl, der einer strengen Vakuumwärmebehandlung unterzogen wird, um eine gleichmäßige Verschleißfestigkeit beider Komponenten in der Baugruppe zu gewährleisten. Dank unserer lebensmittelkonformen Präzisionsbearbeitung eliminiert dieses Basisglied Ausrichtungsblockierungen und strukturelle Spannungen und sichert so optimale Langzeitstabilität in mehrachsigen Lebensmittelverarbeitungslinien .
⚙️ Fertigungsprozess & Qualitätskontrolle
Durch die Nutzung unserer doppelten Kompetenzen in der kundenspezifischen Sonderanfertigung und der hochentwickelten Präzisionsbearbeitung in Lebensmittelqualität kontrollieren wir jede einzelne kritische Variable vom robusten Schmiederohling bis zum ultrareinen, funktionalen Endprodukt.
| Bühne | Prozessname | Beschreibung und strategischer Zweck |
| 1 | Präzisionsgesenkschmieden | Wir beginnen mit einem hochdichten, endkonturnahen Schmiederohling für die kundenspezifische Bearbeitung. Genau wie beim Gegenstück maximiert das optimierte Warmgesenkschmieden die Schlagfestigkeit und die Dauerfestigkeit bei hohen Frequenzen. |
| 2 | Vakuumwärmebehandlung | Der geschmiedete Rohling wird einer vollständig geschlossenen Vakuumwärmebehandlung (Härten + Anlassen) unterzogen, um seine mechanische Gesamtfestigkeit zu erhöhen, ohne die elementare Zusammensetzung der Oberfläche zu verändern. |
| 3 | Sandstrahlen | Die Durchführung erfolgt unmittelbar nach der Vakuumwärmebehandlung . Durch gleichmäßigen abrasiven Aufprall werden alle durch die hohen Temperaturen entstandenen mikroskopischen Oxidschichten vollständig entfernt, wodurch ein sauberes metallisches Edelstahlsubstrat freigelegt wird. |
| 4 | Mehrachsige CNC-Fräse | Das kontinuierliche Schneiden wird auf mehrere präzise zentrale Durchgangslöcher, Senkbohrungen und Nuten angewendet. Diese Phase stellt die relative Positionsgenauigkeit von quer verlaufenden Bohrungssystemen auf die Probe und dient als Kernschritt, der unsere Kompetenz in der lebensmittelkonformen Präzisionsbearbeitung unter Beweis stellt. |
| 5 | Entgraten und Passivieren | Alle Teile werden in automatisierten Fertigungstrommeln einem umfassenden Entgratungs- und Passivierungszyklus unterzogen. Die Passivierungslösung bildet auf der glatten Oberfläche des martensitischen Edelstahls eine hochkonzentrierte Chromoxid-Schutzschicht und löst so das Rostproblem in Lebensmittelanlagen grundlegend. |
🎯 Herausforderungen in der Fertigung und unsere Lösungen
1. Präzisionspassung und Übergangstoleranzkontrolle von zusammenpassenden Bohrungssystemen
-
Die Herausforderung: Als Basiskomponente, in die das erste Glied eingesetzt und verzahnt wird, verfügt sie nicht nur über die gleichen beidseitigen großen Hauptbohrungen, sondern auch über eine zusätzliche, präzise Übergangspassung in der Zwischenwellenbohrung. Selbst geringfügige Abweichungen im Achsabstand oder in der Position zweier unabhängig voneinander gefertigter Teile im Mikrometerbereich führen nach der Montage zu starkem einseitigem Verschleiß oder direkter mechanischer Blockierung.
-
Unsere Lösung: Unser Ingenieurteam wendet ein einheitliches Verfahren zur Bezugspunktausrichtung an. Durch den Einsatz speziell entwickelter pneumatischer Spannvorrichtungen auf unseren Mehrachsen-CNC-Bearbeitungszentren wird die Bearbeitung der Hauptbohrungen und der mikrometergenauen Gegenbohrung in einem einzigen Koordinatensystem fixiert. Die Fertigstellung mehrerer Bohrungen in einem einzigen Aufspannzyklus eliminiert Positionierfehler durch Nachspannen vollständig und gewährleistet so eine absolut spielfreie und seidenweiche Passung dieser Sonderteile in Lebensmittelverarbeitungslinien .
2. Beseitigung von Mikrograten an komplexen, lokal gestuften Oberflächen und Senkbohrungen
-
Die Herausforderung: Im Vergleich zum vorherigen Bauteil weist dieses Teil komplexere Nuten, Innenbohrungen und Stufenflächen auf. Diese Bereiche neigen nach der mehrachsigen CNC-Bearbeitung stark zur Bildung von versteckten, winzigen Graten und Grat in schwer zugänglichen Ecken. Sind Entgraten und Passivieren unvollständig und brechen während des Betriebs Restgrate ab, stellt dies ein erhebliches Hygienerisiko für eine Hochgeschwindigkeits-Produktionslinie dar.
-
Unsere Lösung: Wir setzen ein zweistufiges Verfahren ein , das spezialisiertes chemisch-mechanisches Polieren (CMP) mit verlängertem Trommelpolieren kombiniert. Zunächst werden markante äußere Grate durch feine mechanische Vibrationsbearbeitung entfernt. Anschließend werden für tote Winkel in Innenbohrungen spezielle flüssige Schleifmittel oder gezieltes manuelles Kantenschaben unter einem hochauflösenden Mikroskop eingesetzt. Abschließend erfolgt eine umfassende Entgratung und Passivierung , die sicherstellt, dass alle Innenbohrungen und Stufenflächen spiegelglatt sind und keine hygienischen Bereiche mehr vorhanden sind.
❓ Häufig gestellte Fragen (FAQ)
Frage 1: Passt dieses Basisgelenk perfekt zu dem von Ihnen zuvor gefertigten konvexen Gelenk?
A: Absolut. Genau darin liegt unser zentraler Vorteil als Hersteller von kundenspezifischen Sonderanfertigungen mit Komplettservice. Wir verfügen über umfassende Prozessplanungskompetenzen. Werden beide Komponenten gleichzeitig in unserem Werk gefertigt, führt unser Qualitätssicherungsteam mithilfe von Speziallehren und Gut/Ausschuss-Lehren reale Montageprüfungen durch. So stellen wir sicher, dass die gesamte Baugruppe vor Verlassen des Werks eine einwandfreie Toleranz aufweist und keine nachträglichen Änderungen Ihrerseits erforderlich sind.
Frage 2: Verringert sich die Oberflächenkorrosionsbeständigkeit nach einer Vakuumwärmebehandlung und dem Sandstrahlen?
A: Ganz im Gegenteil. Unser Sandstrahlverfahren entfernt gründlich mikroskopische Oxide, die bei der Vakuumwärmebehandlung entstehen. Der anschließende, sofortige Entgratungs- und Passivierungsprozess bewirkt die Bildung einer dichten, robusten, chromreichen Schutzschicht auf dem freigelegten Metallsubstrat. Dieser Passivfilm ist absolut beständig gegen aggressive chemische Reinigungsmittel und Säure-/Laugen-Desinfektionsmittel, wie sie in der Lebensmittelverarbeitung üblich sind.
Frage 3: Wie stellen Sie sicher, dass diese Sonderteile mit tiefen Löchern und inneren Nuten während des internationalen Transports nicht rosten?
A: Nach Abschluss des gesamten Entgratungs- und Passivierungsprozesses und bestandener Nachprüfung werden alle komplexen Sonderteile mit Innennuten und tiefen Bohrungen einer gründlichen Ultraschalltrocknung unterzogen, um sicherzustellen, dass auch in schwer zugänglichen Bereichen keine Feuchtigkeit zurückbleibt. Anschließend werden die Komponenten einzeln in VCI-Beuteln (mit flüchtigem Korrosionsinhibitor) verpackt und vakuumversiegelt. Dies garantiert, dass die Produkte während langer Seetransporte oder der Lagerung im Lager absolut trocken, oxidationsfrei und staubfrei bleiben.
📈 Optimieren Sie die Zuverlässigkeit Ihrer Leitung mit einem Experten aus einer Hand
Maximieren Sie die Lebensdauer Ihrer Maschinen mit einem Komplettanbieter. Nutzen Sie unsere fortschrittliche Vakuumwärmebehandlung , hochmoderne Mehrachsen-CNC-Zellen und zuverlässige Oberflächenbearbeitung, um Ihre automatisierten Mechanismen perfekt zu synchronisieren.
[Kontaktieren Sie noch heute unser Ingenieurteam] Laden Sie Ihre kompletten Montagezeichnungen hoch, um eine vertrauliche technische Prüfung und ein äußerst wettbewerbsfähiges B2B-Angebot innerhalb von 24 Stunden zu erhalten.

Tel.: +86 187 5714 8656
E-Mail: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Website: https://www.cncliq.com/
