

Product Description
| thing | describe |
| Design/Size | According to customer's drawings or samples |
| Material |
Aluminum: 6061, 6063, 6082, 7075, 5052, A380, etc. Stainless steel: SS201, SS301, SS303, SS304, (SS304 food grade), SS316, SS316L, SUS430, SS416 Steel: low carbon steel, carbon steel, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Alloy steel (15Cr, 20Cr, 42CrMo), etc. Brass: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Copper, bronze, copper, etc. Titanium: TC4 (TiAl6v4, Grade f5) Plastic: ABS, PC, PE, POM, Delrin, Nylon, Plastic, PP, PEI, Peek, etc. |
| process | CNC machining, turning, milling, stamping, turning, cutting, etc. |
| Delivery time | Samples usually take 3-7 working days, and mass production will be carried out according to the detailed quantity after sample approval. |
| Surface treatment | Transparent anodizing, color anodizing, chemical coating, brushing, passivation, polishing, chrome plating, sandblasting, laser engraving, zinc plating, black oxide, nickel plating, chrome plating, carburizing, heat treatment, painting |
| Test equipment | Coordinate measuring machine (CMM), 2D measuring instrument, projector, altimeter, micrometer, thread gauge, hardness tester, caliper, pin gauge, salt spray tester, concentricity measuring instrument, spectrometer. |
| Quality Management System |
ISO 9001:2015 ISO 13485:2016 |
| application | Auto parts, machinery parts, computer parts, medical parts, home appliance parts, electrical parts, electronic product parts, electronic parts, generator parts, alternator parts, generator parts, stationery, power switches, micro switches, construction, merchandise and A/V equipment. |
| File Format | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Package | Inner plastic bag, outer standard carton, or as per customer's requirements |
| Shipping | Sea freight, air freight, international express (DHL, FedEx, TNT, UPS). |
| Serve | The professional foreign trade team provides enthusiastic and fast response services. Dimensional inspection report/Raw material certificate/Surface treatment report/Engineering drawing RoHS report/Salt spray test report/Hardness test report |
Non-Standard Precision Casting & Finish Machined Parts Product Introduction
1. Product Overview
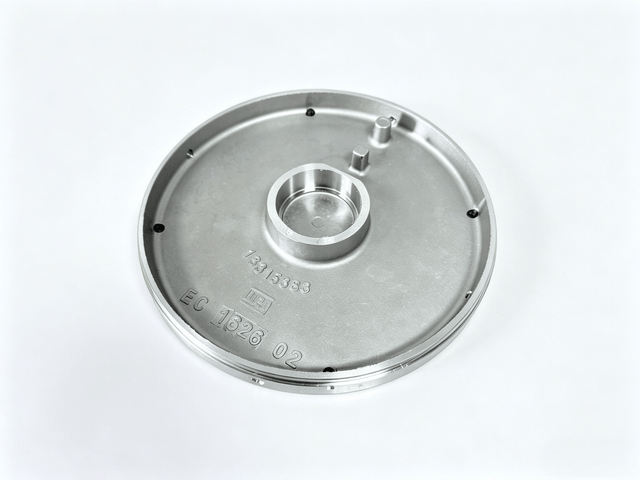
This product is a custom component combining stainless steel precision casting and non-standard finish machining. It is made of 300 series stainless steel. The blank is formed by precision casting, then completed with full-process precision mechanical finish machining. It serves as a core end shield precision structural part for industrial equipment.
The product structure includes multi-angle inclined surfaces, stepped assembly seats, sealing mating surfaces, mounting threaded holes, positioning reference grooves and logo relief structures. It is a key load-bearing, sealing and positioning component for complete equipment assembly. Designed with a 1:5 engineering drawing scale, all dimensions follow the millimeter standard. Its net weight is consistent with gross weight. Featuring compact layout and complex shape, it is perfectly matched for high-end industrial equipment.
The product is defined with multiple CTQ (Critical to Quality) dimensions, requiring extremely high standards for fitting accuracy, geometric tolerance and surface finish. The finished part is burr-free with polished surface treatment. Logos, part numbers and cavity numbers are made by high-relief embossing technology, meeting the quality standard of international high-end industrial accessories.
2. Production & Machining Process
2.1 Blank Process: Precision Casting
Adopt stainless steel precision casting technology to form the integral blank in one piece. The main outline, basic cavity and inclined profile are pre-cast with reasonable machining allowance reserved. In the casting process, pouring temperature, mold cavity precision and cooling shrinkage rate are strictly controlled to avoid casting defects such as porosity, shrinkage looseness, deformation and cracks. It ensures consistent blank reference, reserves even and proper allowance for later finish machining, and reduces cutting volume and deformation risk.
2.2 Full Finish Machining Flow
- Blank Pre-treatment: The casting blank is cleaned of sand and sprue, and processed by stress relief aging to release internal casting stress and prevent deformation during finish machining and application.
- Reference Leveling: CNC gantry and machining centers precisely mill reference planes and positioning datum to establish unified processing benchmarks for all working procedures.
- Rough & Finish Profile Milling: Process complex outlines, multi-angle inclined planes, stepped surfaces, arc transitions and special cross-section grooves through rough milling and finish milling separately.
- Precision Hole Machining: Complete assembly reference holes, threaded bottom holes and tapping to ensure coaxiality, position accuracy and assembly compatibility.
- Precision Boring & Turning for Key Fitting Surfaces: Perform precision boring and turning on core assembly surfaces to strictly control geometric accuracy and fitting clearance.
- Relief & Detail Forming: Adopt precision engraving to complete raised relief of logos, part numbers and cavity numbers.
- Deburring & Finishing: Chamfer and deburr all edges to ensure no burrs or sharp corners.
- Surface Polishing: Integral polished finishing achieves anti-corrosion, aesthetic and assembly requirements.
- Full Quality Inspection: Fully inspect CTQ dimensions, geometric tolerances, surface appearance and assembly performance. All critical dimensions are controlled at the center of the tolerance range before delivery.
3. Core Machining Difficulties
-
Unstable Casting Blank QualityStainless steel casting has special fluidity and shrinkage characteristics, easily causing blank deformation, porosity, sand holes and uneven allowance, which directly affects the benchmark and qualification rate of finish machining.
-
High Difficulty in Complex Special-shaped Structure MachiningThe product is equipped with multi-section inclined surfaces, arc transitions, stepped cavities and special-shaped grooves. Its irregular structure cannot be formed by one-time clamping on ordinary equipment, easily resulting in tool marks and contour deviation.
-
High Precision Requirement for Critical Fitting PositionsMultiple core assembly positions are set as critical quality control points with strict standards for roundness, coaxiality, flatness and parallelism. Micro deformation is easily caused by cutting stress and clamping stress during machining.
-
Difficult to Guarantee Position Accuracy of Thread HolesDistributed mounting thread holes require accurate equal division, verticality and position degree. Slight deviation will lead to assembly misalignment of the whole equipment.
-
Difficult Balance Between Relief and Surface TechnologyRaised relief marks need clear outline and uniform height, while the finished surface must meet polishing standards. It is easy to produce edge burrs or damaged relief outline caused by over-polishing.
-
Hard-to-Control Machining Performance of Raw Material300 series stainless steel features high toughness, easy tool adhesion and severe cutting hardening. It causes large tool loss, vibration lines and unqualified surface roughness during processing.
4. Difficulty Solutions & Factory Process Assurance
-
Casting Blank Control SolutionCustom dedicated casting molds and optimize pouring & cooling processes. Add casting flaw detection and full blank appearance inspection. Straighten deformed blanks and repair uneven allowance in advance. Equipped with stress relief aging treatment to completely release internal casting stress and avoid deformation in subsequent machining.
-
Optimization of Fixture & Machining TechnologyCustom integrated precision fixtures complete multi-surface and multi-angle processing in one clamping, reducing benchmark deviation caused by repeated clamping. Adopt 4-axis / 5-axis machining centers for linkage processing of special-shaped inclined surfaces and arc structures to avoid tool joint errors and ensure contour consistency.
-
Precision Dimension ControlFinish machining adopts layered cutting with low speed and slow feed to reduce cutting heat and stress. Key fitting positions follow the process of roughing → stress relief → finish machining. All CTQ dimensions are strictly processed according to the tolerance center standard, with CMM, dial indicators and internal diameter gauges for full inspection.
-
Accurate Control of Hole MachiningApply CNC fixed-point programming and dedicated fixture positioning. Follow the process of drilling → reaming → precision tapping with unified benchmark positioning, ensuring excellent position degree, verticality and interchangeability of all thread holes.
-
Coordinated Processing of Relief and PolishingUse special engraving tools with controlled cutting depth to ensure clear relief edges without chipping. Adopt combined manual and mechanical segmented polishing, avoiding relief contour areas to maintain complete relief shape while ensuring overall surface smoothness.
-
Stainless Steel Cutting Process AdaptationSelect special carbide tools for stainless steel, matched with professional cutting fluid and cooling system to restrain work hardening and tool adhesion. Optimize cutting parameters to reduce vibration lines and stably guarantee surface finish and dimensional stability.
5. Custom Service Advantages
We focus on one-stop customization of stainless steel precision casting and non-standard finish machining. We undertake customized services such as finish machining of complex special-shaped casting blanks, drawing customization and sample reproduction. The whole process is independently completed including casting mold development, blank casting, mechanical processing, precision milling & boring, hole processing, relief engraving and surface polishing till final inspection and delivery.
We customize core precision structural parts for industrial equipment, transmission machinery and fluid equipment. We support small-batch trial production and mass production. Strictly control CTQ critical quality characteristics with full traceability of drawing versions, modification records and quality inspection reports. We fully meet the high-standard and high-precision procurement demands of overseas independent station customers for non-standard accessories.

Tel: +86 187 5714 8656
Email: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Website: https://www.cncliq.com/
