Descripción del Producto
| cosa | describir |
| Diseño/Tamaño | Según los dibujos o muestras del cliente. |
| Material |
Aluminio: 6061, 6063, 6082, 7075, 5052, A380, etc. Acero inoxidable: SS201, SS301, SS303, SS304 (SS304 apto para uso alimentario), SS316, SS316L, SUS430, SS416 Acero: acero bajo en carbono, acero al carbono, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acero aleado (15Cr, 20Cr, 42CrMo), etc. Latón: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cobre, bronce, cobre, etc. Titanio: TC4 (TiAl6v4, grado f5) Plástico: ABS, PC, PE, POM, Delrin, Nylon, Plástico, PP, PEI, Peek, etc. |
| proceso | Mecanizado CNC, torneado, fresado, estampado, corte, etc. |
| El tiempo de entrega | Las muestras suelen tardar entre 3 y 7 días laborables, y la producción en masa se llevará a cabo según la cantidad solicitada tras la aprobación de la muestra. |
| Tratamiento de superficies | Anodizado transparente, anodizado de color, recubrimiento químico, cepillado, pasivación, pulido, cromado, arenado, grabado láser, zincado, óxido negro, niquelado, cromado, carburización, tratamiento térmico, pintura |
| Equipos de prueba | Máquina de medición por coordenadas (CMM), instrumento de medición 2D, proyector, altímetro, micrómetro, calibre de rosca, durómetro, calibrador, calibre de pasador, probador de niebla salina, instrumento de medición de concentricidad, espectrómetro. |
| Sistema de gestión de calidad |
ISO 9001:2015 ISO 13485:2016 |
| solicitud | Repuestos para automóviles, repuestos para maquinaria, repuestos para computadoras, repuestos médicos, repuestos para electrodomésticos, repuestos eléctricos, repuestos para productos electrónicos, repuestos electrónicos, repuestos para generadores, repuestos para alternadores, repuestos para generadores, artículos de papelería, interruptores de potencia, microinterruptores, construcción, mercancía y equipos audiovisuales. |
| Formato de archivo | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paquete | Bolsa de plástico interior, caja de cartón exterior estándar o según los requisitos del cliente. |
| Envío | Transporte marítimo, transporte aéreo, envíos exprés internacionales (DHL, FedEx, TNT, UPS). |
| Atender | El equipo profesional de comercio exterior ofrece servicios de respuesta rápida y con gran entusiasmo. Informe de inspección dimensional/Certificado de materia prima/Informe de tratamiento de superficie/Plano de ingeniería Informe RoHS/Informe de prueba de niebla salina/Informe de prueba de dureza |
Introducción al procesamiento del electrodo de adaptación del pararrayos para estaciones de señal 4G
Este producto es un electrodo de acoplamiento principal para pararrayos de estaciones de señal 4G, una pieza estructural de precisión personalizada y no estándar, perfectamente adaptada a las carcasas de los pararrayos. Diseñado exclusivamente para equipos de protección contra rayos de estaciones de señal 4G exteriores, exige estrictos requisitos de adaptabilidad estructural, precisión dimensional, tecnología de superficie y conformado detallado. Nuestra fábrica combina el conformado por extrusión en frío con tecnología de mecanizado de alta precisión y, gracias a nuestra amplia experiencia en el procesamiento de precisión no estándar y en la fabricación de accesorios de comunicación, logramos la producción en masa personalizada de alta precisión de este electrodo. Equilibra la resistencia estructural y la precisión de ajuste, garantizando una compatibilidad perfecta con los componentes correspondientes.
1. Parámetros principales del producto y características de diseño
- Material base : Se utiliza aleación de aluminio 6061-T6, que ofrece alta resistencia, excelente resistencia a la corrosión, así como una conformabilidad y maquinabilidad superiores mediante extrusión en frío. Es adecuada para el complejo entorno de trabajo de las estaciones de señal 4G exteriores, donde la temperatura y la lluvia son variables. La extrusión en frío mejora la dureza superficial y la compacidad estructural del material base, lo que no solo garantiza la estabilidad estructural y la conductividad eléctrica del electrodo, sino que también crea una compatibilidad de rendimiento con el material de la carcasa, mejorando la durabilidad de todo el sistema de pararrayos.
- Tecnología de superficie : Se adopta una superficie finamente mecanizada con una rugosidad controlada entre Ra1,5 y 3,5 μm, sin tratamiento de pintura. La superficie debe estar libre de manchas de aceite, rebabas, astillas, abolladuras y otros defectos de procesamiento. La superficie base, formada por extrusión en frío, presenta una alta planitud, lo que proporciona una base sólida para el mecanizado de precisión posterior. Esta tecnología de superficie de alta precisión no solo evita que la capa de pintura afecte la conductividad eléctrica, sino que también garantiza la precisión del ajuste con los componentes correspondientes, evitando que las holguras de montaje afecten la eficacia de la protección contra rayos.
- Diseño estructural : El producto presenta una microestructura de precisión integrada con ranuras diseñadas, orificios roscados Whitworth, múltiples conjuntos de transiciones de arco de radio pequeño y estructuras diminutas simétricas. Todas las superficies son paralelas al plano de referencia, con gran detalle y dimensiones precisas, incluyendo características de paredes delgadas y microcavidades. El conformado integrado de la pieza principal se completa mediante extrusión en frío, reemplazando el desbaste tradicional y reproduciendo con precisión el prototipo estructural. Se trata de una micropieza de precisión no estándar que combina extrusión en frío y tallado fino. La estructura general se adapta con precisión a la carcasa del pararrayos, cumpliendo con los requisitos de ensamblaje modular.
- Especificaciones de la versión : La versión de producción actual se ha optimizado tras varias iteraciones de diseño, incorporando características estructurales como ranuras. Nuestra fábrica ha mejorado simultáneamente el proceso de extrusión en frío y mecanizado de precisión, lo que garantiza que la estructura y la precisión del producto cumplan con los requisitos de montaje más recientes para pararrayos y aseguran la estabilidad de su uso.
2. Diagrama de flujo del proceso de mecanizado del núcleo
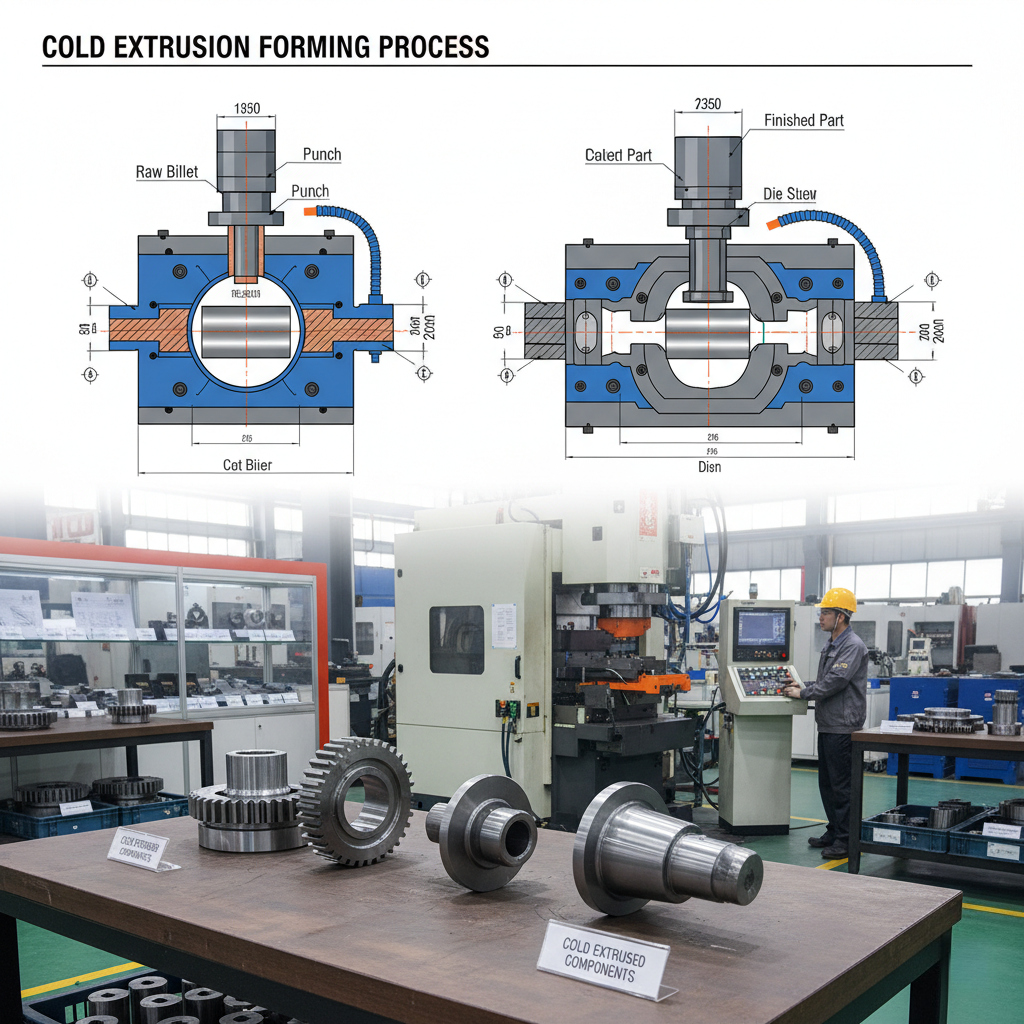
En combinación con la fina estructura del producto, los requisitos de ajuste de alta precisión y las características del material de la aleación de aluminio 6061-T6, nuestra fábrica adopta un esquema de procesamiento de flujo de una sola pieza de conformado por extrusión en frío + mecanizado de precisión CNC de alta precisión , siguiendo la especificación del dibujo de proyección de tercer ángulo durante todo el proceso. El proceso principal es el siguiente:
- Pretratamiento de la materia prima : Seleccionar barras de aleación de aluminio 6061-T6 de calidad, realizar un corte de precisión para fijar la longitud y enderezarlas, y eliminar las capas de óxido y los defectos superficiales; realizar un recocido suave y una fosfatación-saponificación superficial en las piezas en bruto para mejorar la conformabilidad por extrusión en frío y reducir el desgaste de la matriz, y finalmente completar la limpieza de manchas de aceite como preparación para la extrusión en frío.
- Conformado por extrusión en frío : Se utilizan matrices de microextrusión en frío de alta precisión y personalizadas para completar el conformado integral de la pieza principal del producto en una máquina de extrusión en frío especial. Se extruye simultáneamente el contorno básico del electrodo, el prototipo de ranura, las microestructuras simétricas y las cavidades para garantizar una estructura compacta y un espesor de pared uniforme. Se forma una capa de endurecimiento por trabajo en frío para mejorar la resistencia estructural y reducir considerablemente la cantidad de material necesario para el mecanizado de precisión posterior.
- Postratamiento de las piezas en bruto : Realizar un recocido de alivio de tensiones en las piezas en bruto extruidas en frío para eliminar las tensiones internas de extrusión y evitar la deformación en el mecanizado de precisión posterior; realizar un rectificado fino en el plano de referencia de las piezas en bruto para eliminar las rebabas y las imperfecciones de la extrusión, recortar el plano de referencia de posicionamiento y garantizar la precisión de la sujeción y el posicionamiento posteriores.
- Sujeción y posicionamiento de precisión : Adoptamos fijaciones especiales micro de alta precisión personalizadas y fijamos las piezas en bruto con precisión mediante un método de sujeción ligera por adsorción al vacío y bloqueo de presión elástica para establecer un punto de referencia único para el mecanizado del núcleo, reduciendo los errores de sujeción y la microdeformación de la pieza en bruto para adaptarnos a los requisitos de procesamiento de estructuras diminutas.
- Mecanizado de precisión mediante fresado CNC : Utilice un centro de mecanizado CNC pequeño de alta precisión para realizar el fresado de acabado en las piezas extruidas en frío, tomando como referencia el plano de referencia recortado. Refine el contorno principal, las ranuras, los arcos de radio pequeño, las paredes delgadas y otras estructuras, controle con precisión el paralelismo de cada plano y la exactitud posicional de las estructuras, y asegure las dimensiones de ajuste con la carcasa correspondiente.
- Sistema de orificios y mecanizado de roscas : Perforación de precisión completa de orificios pasantes y avellanados mediante una máquina perforadora CNC de alta precisión, y roscado de orificios roscados Whitworth con herramientas especiales; chaflanado fino de los orificios antes del roscado para evitar el agrietamiento de la cresta de la rosca y garantizar la precisión del ajuste de la rosca y la suavidad del montaje.
- Biselado de precisión y desbarbado fino : Realizamos un biselado fino personalizado en todos los bordes afilados, orificios y ranuras del producto; para piezas propensas a rebabas finas residuales, como arcos de radio pequeño y orificios diminutos, adoptamos el método de desbarbado ultrasónico micro + acabado fino manual por técnicos superiores para eliminar por completo las virutas y las rebabas finas y evitar rayar los componentes correspondientes.
- Inspección de precisión integral : Durante el proceso de fabricación, se utilizan instrumentos de precisión como máquinas de medición por coordenadas, comparadores de cuadrante y medidores de rugosidad para realizar una inspección exhaustiva de la exactitud dimensional, la tolerancia geométrica y la rugosidad de la superficie. Se presta especial atención a la comprobación de las dimensiones de ajuste con la carcasa correspondiente y se garantiza el cumplimiento de los requisitos de diseño y montaje.
- Inspección final y embalaje de limpieza : Se realiza una inspección final de la apariencia general y las dimensiones una vez finalizado todo el proceso; se lleva a cabo una limpieza profunda por pulverización a alta presión y ultrasonidos con un agente de limpieza especial para eliminar manchas de aceite y virutas, y después del secado al vacío, se adopta un embalaje especial antiestático y resistente a los arañazos para microcomponentes de precisión para evitar daños secundarios durante el transporte y el almacenamiento y garantizar un estado de entrega perfecto.
3. Principales dificultades de mecanizado
Como electrodo de precisión para pararrayos, se trata de una micropieza de precisión no estándar que combina extrusión en frío y tallado fino. Debido a su estructura fina, los requisitos de ajuste de alta precisión y las características del proceso compuesto, las principales dificultades de mecanizado son las siguientes:
- Dificultades en el control de la formación de la matriz y la chapa mediante microextrusión en frío : El producto presenta una estructura diminuta y características complejas, por lo que la precisión del diseño de la cavidad de la matriz de extrusión en frío es extremadamente exigente. Son propensos a ocurrir problemas como el desgaste de la matriz, el llenado insuficiente de la chapa y la formación irregular de estructuras diminutas; la aleación de aluminio 6061-T6 es propensa a la microdeformación durante la extrusión en frío, lo que dificulta garantizar la consistencia dimensional de cada estructura diminuta de la chapa, lo que afecta directamente la eficiencia del mecanizado de precisión posterior.
- Dificultades en la unificación del plano de referencia y el posicionamiento de la sujeción : El producto es de tamaño reducido y las piezas extruidas en frío presentan una ligera deformación, lo que puede provocar un desplazamiento del posicionamiento durante la sujeción; además, el desgaste de la herramienta y una fuerza de sujeción inadecuada durante el mecanizado de precisión pueden provocar microdeformaciones secundarias en las piezas, afectando al paralelismo del plano de referencia y a la precisión posicional de las estructuras, lo que está directamente relacionado con la adaptabilidad a la carcasa correspondiente.
- Dificultades en el mecanizado de precisión de orificios roscados Whitworth : Los orificios roscados Whitworth del producto son de tamaño reducido, con un perfil y paso de rosca diferentes a los de las roscas métricas convencionales, y las herramientas convencionales no se pueden adaptar; además, es probable que se produzcan irregularidades en el perfil de la rosca y roturas de la terraja durante el roscado de orificios pequeños, lo que plantea requisitos estrictos para las herramientas de procesamiento y los parámetros del proceso.
- Dificultades en la calidad de la superficie y el mecanizado sin defectos : Se requiere una superficie mecanizada fina y sin defectos. La aleación de aluminio tiene buena plasticidad, por lo que la adherencia de la herramienta y la acumulación de material en el filo son propensas a ocurrir durante el mecanizado de precisión de estructuras diminutas, lo que provoca arañazos en la superficie; al mismo tiempo, los pequeños defectos superficiales de las piezas extruidas en frío se amplifican después del mecanizado de precisión, lo que dificulta garantizar la uniformidad de la rugosidad.
- Dificultades en el desbarbado fino de microestructuras : Las rebabas finas tienden a permanecer en partes como arcos de radio pequeño, ranuras y orificios diminutos del producto, que son difíciles de eliminar por completo con los métodos tradicionales; el desbarbado manual es propenso a rayar la superficie y a deformar la estructura debido a una operación incorrecta, lo que afecta la precisión del producto y el efecto de ensamblaje.
- Dificultades para controlar la precisión del ajuste : Al ser una pieza de acoplamiento, debe encajar con precisión en la carcasa del pararrayos. Pequeñas desviaciones dimensionales en cada proceso de extrusión en frío y mecanizado de precisión pueden provocar holguras excesivas o la imposibilidad de ensamblar, lo que exige un control exhaustivo de la precisión de todo el proceso de mecanizado.
4. Soluciones de procesos dirigidas
En vista de las dificultades de mecanizado mencionadas anteriormente, y basándonos en años de experiencia en extrusión en frío de aleación de aluminio y mecanizado de piezas de microprecisión, nuestra fábrica ha formulado soluciones exclusivas en cuanto a matrices, equipos, herramientas, procesos e inspección para garantizar plenamente la calidad del mecanizado del producto y su adaptabilidad:
- Solución de control para el conformado por microextrusión en frío : Personalizamos matrices de microextrusión en frío de carburo de alta precisión , optimizamos el diseño de los canales de la cavidad y las estructuras diminutas para garantizar el llenado completo de la pieza en bruto; realizamos un tratamiento de pulido y nitruración en la superficie de la matriz para mejorar la resistencia al desgaste y la vida útil; controlamos con precisión la velocidad y la presión de extrusión durante la extrusión en frío, y combinamos la lubricación por fosfatación-saponificación para reducir la fricción entre las piezas en bruto y las matrices; realizamos una inspección del 100 % de la apariencia y las dimensiones básicas de las piezas en bruto después de la extrusión, eliminamos los productos no conformes y garantizamos la calidad del conformado desde el origen.
- Solución de unificación de referencia y posicionamiento de sujeción : Realice un fresado y recorte de precisión en el plano de referencia de las piezas extruidas en frío para establecer una referencia de preposicionamiento unificada; adopte fijaciones de microvacío personalizadas para el mecanizado de precisión y utilice bloques de presión elásticos para una sujeción ligera que minimice la microdeformación de la pieza; calibre la precisión de la fijación antes del procesamiento, tome el plano de referencia como única referencia durante todo el proceso y vuelva a comprobar la precisión del plano de referencia cada 10 piezas procesadas para garantizar que no haya desviaciones.
- Solución de mecanizado de precisión para orificios roscados Whitworth : Personalizamos machos de roscar y herramientas de perforación de microdiámetro especiales para roscas Whitworth adaptadas al producto, y utilizamos herramientas de microchaflán para chaflanar finamente los orificios antes del roscado y garantizar una entrada de rosca suave; optimizamos los parámetros de roscado, adoptamos el método de roscado de alimentación CNC a baja velocidad + asistencia manual para controlar con precisión la fuerza y evitar la rotura del macho; realizamos una inspección del 100 % con calibres de tapón de microrosca después del mecanizado para garantizar un perfil de rosca regular y una precisión de ajuste adecuada.
- Solución de mecanizado sin defectos de calidad superficial : Realizar un rectificado fino de los defectos superficiales de las piezas extruidas en frío para conservar la capa de endurecimiento por trabajo en frío; seleccionar herramientas de microdiámetro con recubrimiento especial para aleación de aluminio para un mecanizado de precisión, y combinarlas con un fluido de corte ecológico para una refrigeración y lubricación continuas que reduzcan la adherencia de la herramienta y la acumulación de filo; adoptar el fresado por capas para estructuras diminutas para reducir el daño de la fuerza de corte a la superficie; detectar la rugosidad superficial pieza por pieza con un rugosímetro después del mecanizado para garantizar el cumplimiento de los requisitos de diseño.
- Solución de desbarbado fino de microestructuras : Se formula un proceso de desbarbado gradual . Primero, se realiza un desbarbado básico con un dispositivo de desbarbado ultrasónico micro; luego, técnicos superiores terminan manualmente las esquinas muertas con herramientas de microamolado con la ayuda de lupas; se realiza una inspección completa después del rectificado para garantizar que no queden residuos de rebabas y, al mismo tiempo, evitar arañazos en la superficie y deformaciones estructurales.
- Solución de control de precisión de ajuste : Establecer un estándar de inspección especial para la coincidencia de dimensiones e incorporar las dimensiones clave de ajuste de la carcasa del pararrayos en el alcance de la inspección del producto; inspeccionar las dimensiones básicas de ajuste de las piezas en bruto después del conformado por extrusión en frío y realizar una inspección del 100 % de las dimensiones de ajuste con una máquina de medición por coordenadas después del mecanizado de precisión; realizar pruebas de ensamblaje físico después de completar el procesamiento de la primera pieza y comenzar la producción en masa solo después de confirmar el ajuste preciso con la carcasa para controlar la precisión de ajuste durante todo el proceso.
5. Nuestras ventajas en el mecanizado y garantía de control de calidad
- Ventaja del proceso compuesto : Nuestra fábrica cuenta con un sistema de proceso compuesto consolidado que combina la extrusión en frío de aleación de aluminio con el mecanizado de microprecisión . La extrusión en frío permite la formación integrada del cuerpo principal del producto, mejora la compacidad y la resistencia estructural, reduce la cantidad de cortes y aumenta la eficiencia de producción; el mecanizado de alta precisión garantiza la exactitud dimensional y la calidad de la superficie, equilibrando el rendimiento y la adaptabilidad del producto, lo que constituye la principal ventaja del mecanizado de piezas microestructurales de precisión no estándar.
- Ventajas en equipos y troqueles : Contamos con un completo conjunto de equipos de procesamiento, como máquinas de extrusión en frío de alta precisión, centros de mecanizado CNC pequeños de alta precisión y centros de microperforación y roscado, así como equipos de inspección de precisión, como máquinas de medición por coordenadas. La precisión de posicionamiento de los equipos alcanza los 0,005 mm, lo que permite el procesamiento de microcomponentes. Además, disponemos de un equipo profesional de diseño de troqueles que puede personalizar y modificar rápidamente los troqueles de extrusión en frío para adaptarlos con precisión a la iteración de la estructura del producto.
- Ventaja de procesamiento integrado : Nuestra fábrica puede procesar simultáneamente los componentes principales, como las carcasas de los pararrayos y los electrodos correspondientes, unificar el control de la extrusión en frío y la precisión del mecanizado de todo el conjunto de componentes, garantizar la adaptabilidad de cada componente desde el origen del proceso, reducir el coste de colaboración con múltiples fabricantes para el cliente y mejorar la eficiencia y la estabilidad del montaje de todo el sistema de pararrayos.
- Ventaja del control de calidad integral : Hemos establecido un sistema especial de control de calidad para la extrusión en frío y el mecanizado de precisión . Desde la inspección de la materia prima entrante, la inspección del 100 % de las piezas extruidas en frío, hasta la inspección de la primera pieza y la inspección de patrulla en el proceso de mecanizado de precisión, y finalmente la inspección final del producto terminado y las pruebas de ensamblaje, cada etapa cuenta con registros de inspección detallados, y todos los productos van acompañados de informes de inspección, lo que garantiza que el 100 % de los productos entregados cumplan con los requisitos sin defectos de procesamiento ni desviaciones dimensionales.
- Ventaja del servicio personalizado : Como fábrica profesional de mecanizado de precisión a medida no estándar, podemos optimizar de forma flexible la matriz de extrusión en frío y el proceso de mecanizado de precisión según los requisitos de diseño generales de los pararrayos de los clientes, y responder rápidamente a los cambios de diseño; al mismo tiempo, proporcionamos a los clientes sugerencias profesionales sobre la optimización de la estructura del producto y la mejora de la precisión de ajuste para ayudar a mejorar el rendimiento de todo el conjunto de equipos de protección contra rayos.
Gracias a las ventajas del proceso compuesto de extrusión en frío y mecanizado de precisión, un completo sistema de control de calidad y una amplia experiencia en la fabricación de piezas de acoplamiento, nuestra fábrica puede realizar el mecanizado de alta precisión y calidad de este electrodo de acoplamiento para pararrayos en estricta conformidad con las especificaciones de diseño. Controlamos cada detalle del mecanizado durante todo el proceso, garantizando la resistencia estructural, la calidad superficial y la adaptabilidad del producto, y logrando un ajuste perfecto con la carcasa del pararrayos. Ofrecemos una solución estable y fiable para las piezas de precisión de acoplamiento principales de los pararrayos para estaciones de señal 4G.
Teléfono: +86 187 5714 8656
Correo electrónico: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Sitio web: https://www.cncliq.com/
Correo electrónico: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Sitio web: https://www.cncliq.com/









