Description du produit
| chose | décrire |
| Conception/Dimensions | D'après les dessins ou échantillons du client |
| Matériel |
Aluminium : 6061, 6063, 6082, 7075, 5052, A380, etc. Acier inoxydable : SS201, SS301, SS303, SS304 (SS304 de qualité alimentaire), SS316, SS316L, SUS430, SS416 Acier : acier à faible teneur en carbone, acier au carbone, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acier allié (15Cr, 20Cr, 42CrMo), etc. Laiton : HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cuivre, bronze, cuivre, etc. Titane : TC4 (TiAl6v4, Grade f5) Plastiques : ABS, PC, PE, POM, Delrin, Nylon, PP, PEI, Peek, etc. |
| processus | Usinage CNC, tournage, fraisage, estampage, découpe, etc. |
| Délai de livraison | Les échantillons sont généralement préparés sous 3 à 7 jours ouvrables, et la production en série sera effectuée en fonction de la quantité précise après approbation de l'échantillon. |
| Traitement de surface | Anodisation transparente, anodisation colorée, revêtement chimique, brossage, passivation, polissage, chromage, sablage, gravure laser, zingage, oxydation noire, nickelage, cémentation, traitement thermique, peinture |
| Équipement de test | Machine à mesurer tridimensionnelle (MMT), instrument de mesure 2D, projecteur, altimètre, micromètre, jauge de filetage, testeur de dureté, pied à coulisse, jauge à broches, testeur de brouillard salin, instrument de mesure de concentricité, spectromètre. |
| Système de gestion de la qualité |
ISO 9001:2015 ISO 13485:2016 |
| application | Pièces automobiles, pièces de machines, pièces informatiques, pièces médicales, pièces d'appareils électroménagers, pièces électriques, pièces de produits électroniques, pièces électroniques, pièces de générateurs, pièces d'alternateurs, articles de papeterie, interrupteurs de puissance, micro-interrupteurs, matériel de construction, marchandises et équipements audiovisuels. |
| Format de fichier | Solidworks, Pro/Engineer, CAO, PDF, JPG, DXF, IGS |
| Emballer | Sac intérieur en plastique, carton extérieur standard, ou selon les exigences du client |
| Expédition | Fret maritime, fret aérien, transport express international (DHL, FedEx, TNT, UPS). |
| Servir | L'équipe professionnelle de commerce extérieur offre des services réactifs et dynamiques. Rapport de contrôle dimensionnel / Certificat de matière première / Rapport de traitement de surface / Plan technique Rapport RoHS / Rapport de test au brouillard salin / Rapport de test de dureté |
Voici la version anglaise professionnelle à fort taux de conversion de la page produit, méticuleusement formatée pour un site web B2B de fabrication industrielle ou une plateforme indépendante (Shopify, WordPress, etc.).
Il utilise des indications de style HTML propres, intègre des listes à puces faciles à parcourir, des tableaux et une section FAQ dédiée, tout en intégrant naturellement vos 5 mots-clés SEO à haute fréquence.
Solutions d'usinage de précision pour l'industrie alimentaire : Liaison de base personnalisée pour les lignes de transformation alimentaire
Dans les industries modernes de l'emballage et de la production alimentaire à grande vitesse, les liaisons mécaniques de précision doivent fonctionner en parfaite harmonie. En tant qu'usine d'usinage de précision sur mesure de premier plan , nous fournissons aux équipes d'ingénierie du monde entier le composant secondaire critique de ce mécanisme robuste. Pour répondre à vos exigences spécifiques, nous proposons un service complet d'usinage de précision de qualité alimentaire afin de garantir une intégration parfaite des composants sur vos lignes de production.
Nos biellettes de base personnalisées non standard (joints coopérants) sont conçues sur mesure pour s'associer parfaitement à leurs biellettes convexes correspondantes, assurant un mouvement synchronisé et impeccable sur les lignes de traitement des aliments à fortes vibrations.
🛠️ Présentation du produit et valeur stratégique
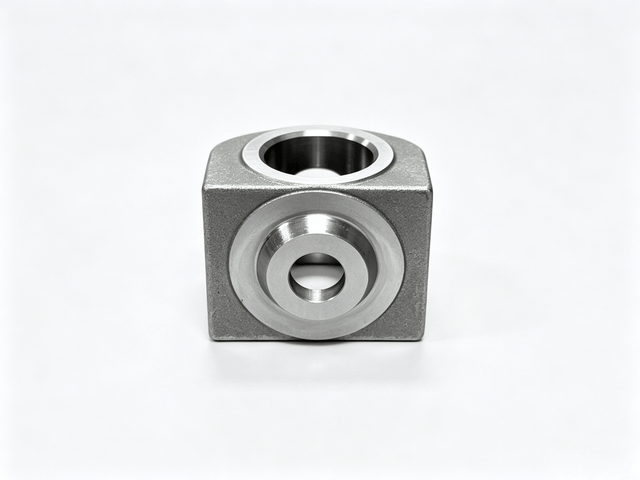
Ce composant constitue le lien structurel fondamental des lignes de traitement automatisées des aliments , s'associant directement au pivot convexe pour gérer les pivotements mécaniques rapides et répétitifs.
Pourquoi les matériaux et l'ingénierie sont importants
L'utilisation à proximité immédiate de produits alimentaires exige une résistance exceptionnelle aux lavages chimiques de désinfection (procédés NEP). Nous utilisons le même acier inoxydable martensitique de première qualité pour cette pièce, qui subit un traitement thermique sous vide rigoureux afin de garantir une résistance à l'usure uniforme pour les deux composants de l'assemblage. Grâce à notre usinage de précision de qualité alimentaire , cette biellette élimine les blocages d'alignement et les contraintes structurelles, assurant ainsi une fiabilité optimale à long terme sur les lignes de production alimentaire multi-axes.
⚙️ Processus de fabrication et contrôle de la qualité
Grâce à notre double expertise en matière de fabrication sur mesure non standard et d'usinage de précision de qualité alimentaire , nous maîtrisons chaque variable critique, de l'ébauche forgée robuste au composant fini ultra-propre et fonctionnel.
| Scène | Nom du processus | Description et objectif stratégique |
| 1 | Forgeage de précision | Nous partons d'une ébauche forgée haute densité, quasi-finie, destinée à un usinage sur mesure non standard . À l'instar de sa pièce d'assemblage, le forgeage à chaud optimisé maximise la résistance aux chocs et la résistance à la fatigue haute fréquence. |
| 2 | Traitement thermique sous vide | L'ébauche forgée subit un traitement thermique sous vide entièrement clos (durcissement + revenu) afin d'augmenter sa résistance mécanique globale sans altérer la composition élémentaire de la surface. |
| 3 | sablage | Réalisée immédiatement après le traitement thermique sous vide , l'opération d'abrasion uniforme élimine complètement les dépôts d'oxyde microscopiques générés par les hautes températures, exposant ainsi un substrat métallique en acier inoxydable propre. |
| 4 | Fraisage CNC multi-axes | L'usinage en continu est appliqué à de multiples trous traversants centraux, lamages et rainures de précision. Cette phase met à rude épreuve la précision de positionnement relative des systèmes d'alésage transversaux, constituant ainsi une étape cruciale qui démontre notre savoir -faire en usinage de précision pour l'industrie alimentaire . |
| 5 | Ébavurage et passivation | Toutes les pièces sont traitées dans des tambours de finition automatisés pour un cycle complet d'ébavurage et de passivation . La solution de passivation reconstitue une couche protectrice d'oxyde de chrome à haute concentration sur la surface lisse de l'acier inoxydable martensitique, résolvant ainsi définitivement le problème de la corrosion sur les lignes de production alimentaire. |
🎯 Défis de fabrication et nos solutions
1. Contrôle de la précision d'ajustement et de la tolérance de transition des systèmes d'alésage d'accouplement
-
Le défi : Composant de base dans lequel s’insère et se loge la première biellette, il présente non seulement les mêmes alésages principaux de grand diamètre à double face, mais aussi un alésage d’arbre intermédiaire à ajustement précis. Si deux pièces usinées indépendamment subissent un décalage, même micrométrique, au niveau de l’entraxe ou de la précision de position, cela entraînera une usure importante d’un seul côté ou un blocage mécanique direct après assemblage.
-
Notre solution : Notre équipe d’ingénieurs applique une méthode d’alignement de référence unifiée . Grâce à des combinaisons de dispositifs pneumatiques sur mesure, montées sur nos centres d’usinage CNC multiaxes, l’usinage des alésages principaux et de l’alésage d’accouplement micrométrique est réalisé dans un système de coordonnées unique. L’usinage de finition de plusieurs trous en un seul cycle de réglage élimine totalement les erreurs de positionnement cumulées dues aux resserrages, garantissant ainsi un ajustement précis et sans jeu pour ces pièces non standard sur les lignes de production alimentaire .
2. Élimination des micro-bavures dans les surfaces à gradins locaux complexes et les lamages
-
Le défi : Comparée à la pièce précédente, celle-ci présente des rainures plus complexes, des lamages internes et des surfaces étagées. Ces zones sont particulièrement sujettes à la formation de bavures et de résidus de fabrication, même minimes, dans les angles morts après usinage CNC multiaxes. Si l’ ébavurage et la passivation sont incomplets et que des bavures résiduelles se détachent en cours de production, cela représente un risque hygiénique majeur pour une ligne de production à grande vitesse.
-
Notre solution : Nous utilisons une méthode en deux étapes combinant un polissage chimico-mécanique (CMP) spécialisé et un tribofinition par tonneau . Dans un premier temps, les bavures externes importantes sont éliminées par une finition vibratoire mécanique de précision. Ensuite, pour les angles morts internes des lamages, nous utilisons des abrasifs fluides spécifiques ou un ébavurage manuel ciblé sous microscope à fort grossissement. Enfin, un ébavurage et une passivation complets sont réalisés, garantissant une propreté miroir de tous les trous borgnes et des faces étagées internes, et éliminant ainsi tout risque d’obstruction hygiénique.
❓ Foire aux questions (FAQ)
Q1 : Cette biellette de base peut-elle s'adapter parfaitement à la biellette convexe que vous avez usinée précédemment ?
R : Absolument. C'est précisément notre principal atout en tant qu'usine de fabrication sur mesure offrant une gamme complète de services. Nous maîtrisons l'ensemble du processus d'usinage. Lorsque les deux composants sont usinés simultanément dans notre usine, notre équipe d'assurance qualité utilise des calibres spécifiques et des gabarits de contrôle pour réaliser des tests d'assemblage à blanc , garantissant ainsi une parfaite concordance des tolérances avant expédition. Vous n'aurez donc besoin d'aucune modification ultérieure sur site.
Q2 : La résistance à la corrosion de surface diminuera-t-elle après un traitement thermique sous vide et un sablage ?
A : Bien au contraire. Notre procédé de sablage élimine complètement les oxydes microscopiques libérés lors du traitement thermique sous vide . L' ébavurage et la passivation immédiats qui suivent catalysent la formation d'une couche protectrice dense, robuste et riche en chrome sur le substrat métallique fraîchement exposé. Ce film passif résiste parfaitement aux lavages chimiques agressifs et aux solutions désinfectantes acides/alcalines couramment utilisées sur les lignes de production alimentaire .
Q3 : Comment vous assurez-vous que ces pièces non standard, avec leurs trous profonds et leurs rainures intérieures, ne rouillent pas pendant le transport international ?
A : Une fois l' ébavurage et la passivation terminés, et après validation du contrôle, toutes les pièces complexes non standard comportant des rainures internes et des trous profonds sont soumises à un séchage ultrasonique complet , garantissant l'absence totale d'humidité, même dans les zones difficiles d'accès. Les composants sont ensuite emballés individuellement dans des sachets VCI (inhibiteur de corrosion volatil) et conditionnés sous vide. Ce procédé assure aux produits un environnement parfaitement sec, exempt d'oxydation et de poussière, même lors des longs transports maritimes ou du stockage en entrepôt.
📈 Optimisez la fiabilité de votre ligne grâce à un expert unique
Optimisez la durée de vie de vos machines grâce à un fabricant unique. Bénéficiez de notre traitement thermique sous vide de pointe, de nos cellules CNC multiaxes ultramodernes et de nos capacités de finition fiables pour une synchronisation parfaite de vos mécanismes automatisés.
[Contactez notre équipe d'ingénierie dès aujourd'hui] Téléchargez votre jeu complet de plans d'assemblage pour une analyse technique confidentielle et un devis B2B très compétitif sous 24 heures.

TÉL. : +86 187 5714 8656
Courriel : zhouli@chinaliqin.com
WhatsApp : +86 187 5714 8656
Site web : https://www.cncliq.com/