Описание продукта
| вещь | описывать |
| Дизайн/Размер | По чертежам или образцам заказчика. |
| Материал |
Алюминий: 6061, 6063, 6082, 7075, 5052, A380 и т. д. Нержавеющая сталь: SS201, SS301, SS303, SS304 (SS304 пищевая), SS316, SS316L, SUS430, SS416 Сталь: низкоуглеродистая сталь, углеродистая сталь, 4140, 4340, Q235, Q345B, 20#, 45# и т. д. Легированная сталь (15Cr, 20Cr, 42CrMo) и др. Латунь: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 и т. д. Медь, бронза, медь и т. д. Титан: TC4 (TiAl6v4, Grade f5) Пластик: ABS, PC, PE, POM, Delrin, нейлон, пластик, PP, PEI, Peek и др. |
| процесс | Обработка на станках с ЧПУ, токарная обработка, фрезерование, штамповка, токарная обработка, резка и т. д. |
| Срок поставки | Изготовление образцов обычно занимает 3-7 рабочих дней, а серийное производство будет осуществляться в соответствии с подробным объемом после утверждения образцов. |
| Обработка поверхности | Прозрачное анодирование, цветное анодирование, химическое покрытие, шлифовка, пассивация, полировка, хромирование, пескоструйная обработка, лазерная гравировка, цинкование, черное оксидирование, никелирование, хромирование, цементация, термообработка, покраска |
| Испытательное оборудование | Координатно-измерительная машина (КИМ), двухмерный измерительный прибор, проектор, высотомер, микрометр, резьбомер, твердомер, штангенциркуль, штифтовой калибр, прибор для испытания в солевом тумане, прибор для измерения концентричности, спектрометр. |
| Система управления качеством |
ISO 9001:2015 ISO 13485:2016 |
| приложение | Автозапчасти, детали машин, компьютерные детали, медицинские детали, детали бытовой техники, электротехнические детали, детали электронных изделий, электронные детали, детали генераторов, детали альтернаторов, канцелярские товары, силовые выключатели, микропереключатели, строительная техника, товары и аудио-видеооборудование. |
| Формат файла | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Упаковка | Внутренний полиэтиленовый пакет, внешняя стандартная картонная коробка или по требованию заказчика. |
| Перевозки | Морские перевозки, авиаперевозки, международная экспресс-доставка (DHL, FedEx, TNT, UPS). |
| Служить | Профессиональная команда специалистов по внешней торговле обеспечивает оперативное и внимательное обслуживание. Протокол контроля размеров/Сертификат на сырье/Отчет об обработке поверхности/Технический чертеж Отчет RoHS/Отчет об испытании на солевое распыление/Отчет об испытании на твердость |
Ввод в эксплуатацию корпуса молниеотвода для станций передачи сигнала 4G.
Данный продукт представляет собой изготовленный на заказ корпус для основного компонента грозозащитных устройств на станциях 4G, нестандартную деталь, изготовленную методом высокоточной механической обработки, специально разработанную для устройств молниезащиты наружных станций 4G, с жесткими требованиями к точности конструкции, характеристикам материала и технологии обработки поверхности. Наш завод сочетает технологию холодной экструзии с технологией высокоточной механической обработки, а также опирается на отработанные технологии нестандартной высокоточной обработки и комплексную систему контроля качества, что позволяет нам идеально осуществлять серийное производство этого продукта, обеспечивая баланс между прочностью конструкции и точностью обработки.
1. Основные параметры продукта и особенности конструкции
- Основной материал : Используется алюминиевый сплав 6061-T6, обладающий высокой прочностью, превосходной коррозионной стойкостью, а также отличной формуемостью и обрабатываемостью при холодной экструзии. Это позволяет адаптировать изделие к сложным условиям эксплуатации наружных станций 4G-сигнала и эффективно противостоять ветру, дождю, перепадам температуры и другим внешним воздействиям. Холодная экструзия дополнительно повышает твердость поверхности и структурную плотность основного материала, обеспечивая структурную стабильность грозозащитного устройства.
- Технология обработки поверхности : Используется высококачественная обработанная поверхность с контролируемой шероховатостью Ra1,5-3,5 мкм без покраски. Поверхность должна быть свободна от масляных пятен, заусенцев, сколов, вмятин и других дефектов обработки. Это не только обеспечивает точность внешнего вида изделия, но и предотвращает влияние лакокрасочного покрытия на проводимость и теплоотвод грозозащитного разрядника. Базовая поверхность, сформированная методом холодной экструзии, также создает прочную основу для последующей прецизионной обработки.
- Конструкция : Изделие имеет интегрированную прецизионную структуру с продуманными пазами, фасками, резьбовыми отверстиями (резьба Витворта 5/16-18) и другими особенностями, а также симметричную конструкцию многих деталей с многокомпонентными структурными характеристиками. Все поверхности параллельны базовой плоскости А, что обеспечивает сильную структурную взаимосвязь. Интегрированное формование основной заготовки осуществляется методом холодной экструзии, заменяя традиционную механическую обработку заготовки, что делает его типичной нестандартной конструкционной деталью, сочетающей высокоточную холодную экструзию и тонкую механическую обработку, идеально подходящей для модульной сборки молниеотводов.
- Спецификация версии : Текущая производственная версия оптимизирована после нескольких итераций проектирования, включая добавление пазов, снятие фаски с пазов и оптимизацию допусков размеров. Наш завод одновременно модернизировал матрицу для холодной экструзии и процесс прецизионной обработки, чтобы структура и точность изделия больше соответствовали реальным сценариям применения в станциях передачи сигнала 4G.
2. Технологический процесс обработки стержней
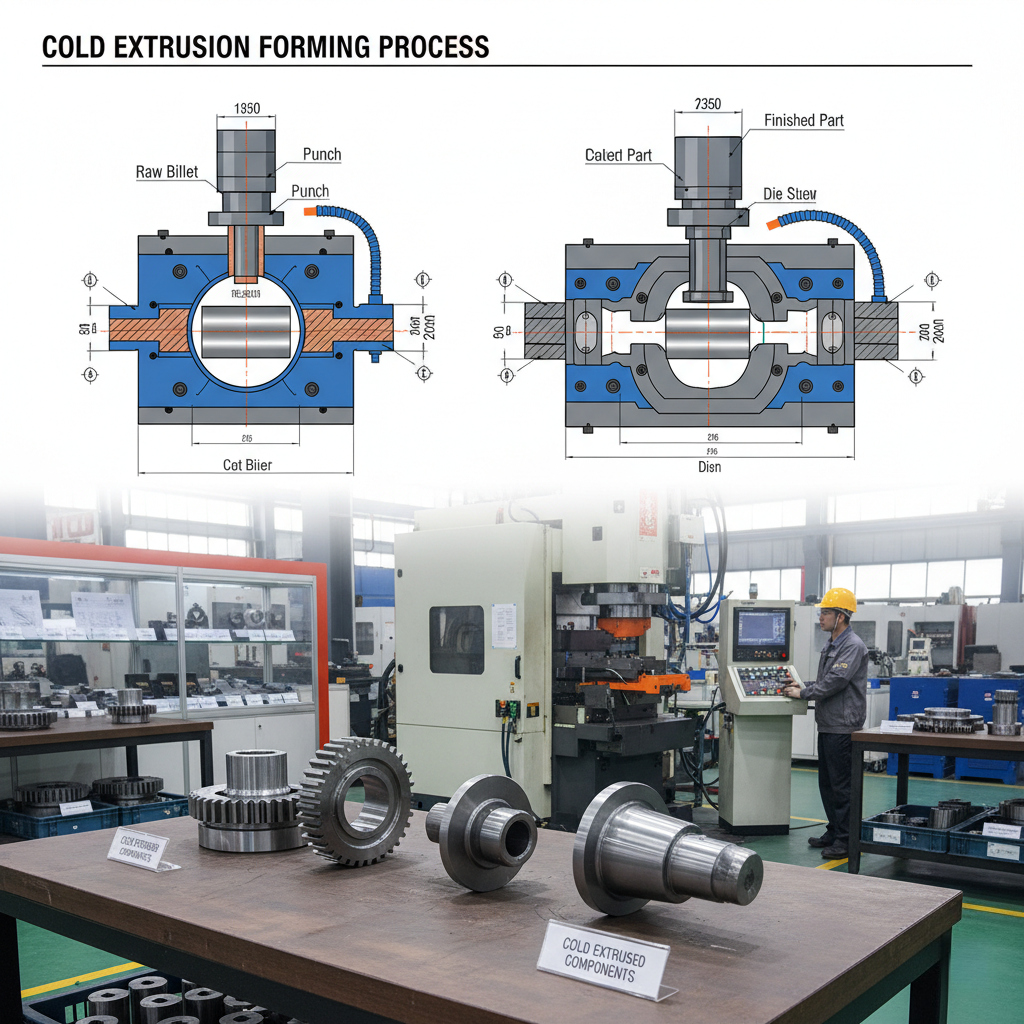
Учитывая структурные характеристики изделия, требования к точности и свойства материала алюминиевого сплава 6061-T6, наш завод применяет комбинированную схему холодной экструзии и технологии прецизионной обработки цельных изделий , следуя на протяжении всего процесса чертежу с проекцией в третьем углу. Основной технологический процесс выглядит следующим образом:
- Предварительная обработка сырья : отбор качественного прутка из алюминиевого сплава 6061-T6, выпрямление и резка на заданную длину, удаление оксидного слоя и поверхностных дефектов; мягкий отжиг, поверхностное фосфатирование и омыление заготовки для улучшения формуемости при холодной экструзии, уменьшения износа матрицы и обеспечения структурной однородности, и, наконец, очистка от масляных пятен.
- Холодная экструзионная формовка : Использование высокоточных экструзионных матриц, изготовленных по индивидуальному заказу, позволяет выполнить комплексную формовку основной заготовки изделия на специальном экструзионном станке, одновременно экструдируя основной контур оболочки, полость, симметричный структурный прототип и другие элементы сердцевины, обеспечивая компактную структуру и равномерную толщину стенок. На поверхности основного материала формируется слой холодной деформации для повышения общей прочности и износостойкости изделия, что заменяет большое количество процессов грубой резки и значительно повышает эффективность производства.
- Последующая обработка заготовки : Провести отжиг для снятия внутренних напряжений в холодноэкструдированной заготовке и предотвратить деформацию при последующей прецизионной обработке; выполнить шлифовку поверхности для удаления заусенцев и облоя после экструзии, а также обрезать базовую плоскость для обеспечения точности зажима и позиционирования.
- Высокоточная фрезерная обработка на станках с ЧПУ : Заготовку, полученную методом холодной экструзии, зажимают на высокоточном обрабатывающем центре с ЧПУ, используя обрезанную базовую плоскость в качестве позиционирующей, для завершения высокоточной обработки основной базовой плоскости, затем проводят чистовое фрезерование пазов, внешнего контура, канавок и других элементов, полученных методом холодной экструзии, для достижения точного контроля параллельности плоскостей и уточнения размеров всех конструктивных элементов.
- Обработка отверстий и резьбы : Точное сверление сквозных отверстий и зенковок на станке с ЧПУ, затем нарезание резьбы. Перед нарезанием резьбы выполняется точная фаска под углом 45° на отверстиях, чтобы избежать растрескивания гребня резьбы и обеспечить точность посадки резьбы.
- Прецизионная обработка фасок и тонкая зачистка заусенцев : выполняется индивидуальная обработка фасок на всех острых кромках, таких как пазы, отверстия и внешние кромки, затем проводится тонкая зачистка заусенцев механическими и ручными методами для удаления стружки и мелких заусенцев, обеспечивая отсутствие острых кромок и соответствие требованиям безопасности при сборке и эксплуатации.
- Контроль точности размеров и геометрических параметров : Для контроля параллельности базовой плоскости, точности позиционирования конструкции и шероховатости поверхности используются координатно-измерительные машины, индикаторы часового типа, измерители шероховатости и другие прецизионные измерительные приборы, с акцентом на проверку соответствия размеров после холодной экструзии и прецизионной обработки для обеспечения соответствия проектным спецификациям.
- Окончательная проверка и очистка упаковки : После всех этапов обработки проводится общая проверка внешнего вида и размеров; удаляются масляные пятна и сколы, полученные в процессе обработки, с помощью специального чистящего средства, выполняется ультразвуковая очистка и вакуумная сушка, а затем используется устойчивая к царапинам упаковка, чтобы гарантировать отсутствие вторичных повреждений при доставке.
3. Основные сложности обработки
В связи с особенностями технологии холодной экструзии в сочетании с прецизионной обработкой и требованиями к конструкции изделия, основная сложность обработки заключается в следующем:
- Контроль формования заготовки и матрицы при холодной экструзии : Изделие имеет симметричные формы и прецизионные полости, что требует чрезвычайно высокой точности конструкции и размеров матрицы. Возникают такие проблемы, как износ матрицы, недостаточное заполнение заготовки и неравномерная толщина стенок; алюминиевый сплав 6061-T6 легко деформируется при холодной экструзии, что затрудняет обеспечение точности размеров заготовки и напрямую влияет на эффективность и точность последующей прецизионной обработки.
- Унификация базовых плоскостей и контроль геометрической точности : Все поверхности изделия должны быть параллельны базовой плоскости А. Незначительная деформация заготовок, полученных методом холодной экструзии, может привести к смещению базовых плоскостей во время зажима и позиционирования; износ инструмента и ошибки зажима при последующем фрезеровании также влияют на геометрическую точность, что предъявляет строгие требования к контролю унификации базовых плоскостей на протяжении всего процесса.
- Возможность обработки резьбы Уитфорта : В изделии используется резьба Уитфорта 5/16-18, которая отличается от обычной метрической резьбы по профилю и шагу. Обычные нарезные инструменты не подходят, что приводит к неровному профилю резьбы и чрезмерному зазору при посадке.
- Шероховатость поверхности и обработка без дефектов : Для получения идеально обработанной поверхности требуется Ra1,5-3,5 мкм без заусенцев, стружки и вмятин. Алюминиевый сплав обладает хорошей пластичностью, поэтому при прецизионной обработке склонны к адгезии инструмента и образованию наростов на кромке, что приводит к царапинам на поверхности; дефекты поверхности заготовок, полученных методом холодной экструзии, усиливаются после прецизионной обработки, что затрудняет обеспечение равномерной шероховатости.
- Чистота неокрашенной поверхности и защита слоя, образованного в результате холодной экструзии : Поверхность изделия непосредственно подвергается воздействию окружающей среды без покраски, поэтому необходимо полностью удалить масляные пятна и остатки смазочно-охлаждающей жидкости, образовавшиеся в процессе обработки; слой упрочнения поверхности, образованный в результате холодной экструзии, легко повреждается при неправильной шлифовке и обработке, что влияет на прочность изделия.
- Адаптация процесса после итераций проектирования : Многочисленные изменения в конструкции изделия требуют синхронной оптимизации процесса прецизионной обработки и структуры экструзионной матрицы. Цикл модификации и ввода матрицы в эксплуатацию короткий, но предъявляет высокие требования к точности, что значительно затрудняет адаптацию процесса.
4. Целевые технологические решения
Учитывая вышеуказанные сложности обработки, опираясь на многолетний опыт нестандартной обработки алюминиевых сплавов методом холодной экструзии и прецизионной обработки, наш завод разработал эксклюзивные решения для обеспечения качества обработки с точки зрения штамповки, процесса, оборудования и контроля качества:
- Контроль процесса холодной экструзии : Изготовление высокоточных твердосплавных экструзионных матриц на заказ, оптимизация конструкции литниковых каналов для обеспечения полного заполнения заготовки; полировка и азотирование поверхности матрицы для повышения износостойкости и срока службы; точный контроль скорости экструзии, давления и других параметров процесса, а также использование фосфатирования и омыления для снижения трения; 100% контроль внешнего вида и основных размеров экструдированных заготовок, отбраковка некачественных изделий для обеспечения качества формования с самого начала.
- Гарантия точности базовой плоскости : Проведение прецизионного фрезерования и обрезки на базовой плоскости заготовок, полученных методом холодной экструзии, для создания единой базовой плоскости предварительного позиционирования; использование интегрированной системы зажима и позиционирования при прецизионной обработке; изготовление высокоточных специальных приспособлений для точного соответствия базовой плоскости рабочему столу обрабатывающего центра; снижение деформации при зажиме за счет двойной вакуумной адсорбции + прижимной пластины; регулярный мониторинг и компенсация износа инструмента, а также повторная проверка точности базовой плоскости после обработки каждых 5 деталей для обеспечения унификации базовой плоскости на протяжении всего процесса.
- Обработка резьбы по методу Уитфорта : изготовление специальных метчиков и сверл, адаптированных под резьбу Уитфорта 5/16-18, оптимизация параметров процесса нарезания резьбы (снижение скорости, улучшение равномерности подачи) и точная снятие фаски с отверстий перед нарезанием резьбы для обеспечения плавного вхождения резьбы; 100% контроль качества с помощью специальных резьбовых калибровочных пробок после обработки для обеспечения надлежащего профиля резьбы и точности посадки.
- Контроль качества поверхности : Проведение тонкой шлифовки заготовок, полученных методом холодной экструзии, для удаления дефектов поверхности и сохранения слоя холодной деформации; выбор специальных инструментов с покрытием для алюминиевых сплавов при прецизионной обработке для уменьшения прилипания инструмента, оптимизация параметров резания при фрезеровании и сверлении (высокоскоростной процесс с низкой подачей) для предотвращения образования наростов на кромке; проведение базовой зачистки с помощью ультразвукового зачистного устройства, затем тонкая ручная шлифовка опытными специалистами, и, наконец, пошаговое измерение шероховатости поверхности с помощью измерителя шероховатости для обеспечения значения Ra в пределах проектного диапазона.
- Очистка неокрашенной поверхности и защита упрочняющего слоя : для уменьшения остатков масляных пятен в процессе холодной экструзии и прецизионной обработки используется специальная экологически чистая смазочно-охлаждающая жидкость; после обработки проводится очистка распылением под высоким давлением и ультразвуковая глубокая очистка, затем сушка сжатым воздухом и вакуумная сушка; во всех последующих операциях используются беспыльные перчатки во избежание загрязнения отпечатками пальцев; для легкой шлифовки используются мелкозернистые абразивы для эффективной защиты упрочняющего слоя, полученного методом холодной экструзии.
- Адаптация процесса после итерации проектирования : Создание специальной группы инженеров-конструкторов, инженеров-технологов и программистов ЧПУ для поэтапного анализа изменений в конструкции, быстрой модификации структуры полости сердечника экструзионной матрицы холодного формования, перекомпиляции программы обработки на станке с ЧПУ и синхронной оптимизации траектории прецизионной обработки; проведение полноразмерной проверки после ввода матрицы в эксплуатацию и пробной обработки первого образца, а также запуск серийного производства только после подтверждения соответствия первого образца требованиям, чтобы гарантировать полное соответствие матрицы и процесса последним проектным решениям.
5. Наши преимущества в области механической обработки и гарантия контроля качества.
- Преимущества комбинированного процесса : Наш завод располагает отлаженной комбинированной технологической системой, включающей холодную экструзию алюминиевых сплавов и прецизионную механическую обработку . Холодная экструзия обеспечивает интегрированное формование основного корпуса изделия, повышая его структурную компактность и прочность, уменьшая объем механической обработки и повышая эффективность производства; прецизионная механическая обработка гарантирует точность размеров и качество поверхности изделия, обеспечивая баланс между производительностью изделия и точностью обработки, что является ключевым преимуществом обработки нестандартных конструкционных деталей из алюминиевых сплавов для коммуникационного оборудования.
- Преимущества оборудования : Мы оснащены специальными высокоточными машинами для холодной экструзии, оборудованием для обработки матриц для холодной экструзии по индивидуальному заказу, а также полным комплектом прецизионного обрабатывающего и испытательного оборудования, такого как высокоточные обрабатывающие центры с ЧПУ, координатно-измерительные машины, ультразвуковые устройства для удаления заусенцев и измерители шероховатости поверхности. Точность оборудования достигает 0,005 мм, что полностью соответствует требованиям к холодной экструзионной формовке изделий, а также всем требованиям к прецизионной обработке и контролю качества.
- Преимущества в области штампов и технологических процессов : У нас есть профессиональная команда разработчиков и специалистов по обработке штампов, которая может быстро адаптировать и модифицировать штампы для холодной экструзии в соответствии с изменениями в конструкции изделия; благодаря многолетнему опыту в области холодной экструзии и прецизионной обработки алюминиевого сплава 6061-T6, у нас есть отработанные технологические схемы для нарезания резьбы по методу Уитфорта и контроля геометрической точности, и мы можем оперативно реагировать на индивидуальные требования заказчиков к вспомогательным компонентам для станций 4G-сигнала.
- Преимущества контроля качества : Мы внедрили комплексную систему контроля качества на всех этапах процесса холодной экструзии и прецизионной обработки . Начиная с проверки входящего сырья, 100% проверки заготовок, полученных методом холодной экструзии, и заканчивая проверкой первой детали и контрольным осмотром в процессе прецизионной обработки, и, наконец, окончательной проверкой готовой продукции, каждый этап сопровождается подробными протоколами проверки, и вся продукция сопровождается отчетами о проверке. Мы строго соблюдаем проектные требования, чтобы гарантировать отсутствие дефектов обработки и масляных пятен, а также целостность слоя холодной экструзии.
- Преимущества индивидуального подхода : Будучи профессиональным заводом по изготовлению нестандартных прецизионных деталей на заказ, мы можем быстро оптимизировать схему процесса холодной экструзии и прецизионной обработки в соответствии с последующими изменениями в конструкции и объеме заказов клиентов, а также гибко корректировать производственный план. Мы также предоставляем профессиональные рекомендации по оптимизации структуры продукции и совершенствованию процессов, чтобы помочь клиентам повысить производительность оборудования молниезащиты для станций 4G-сигнала.
Благодаря сочетанию процессов холодной экструзии и прецизионной обработки, наш завод может выполнять высокоточную и высококачественную обработку корпуса этого грозозащитного устройства в строгом соответствии с проектными спецификациями, осуществляя полный контроль качества на всех этапах производства. Мы не только обеспечиваем прочность конструкции и эксплуатационные характеристики изделия, адаптированные к станциям 4G-сигнала, но и удовлетворяем требованиям к размерам и точности сборки, что делает изделие полностью пригодным для сборки и использования в качестве грозозащитного устройства на открытом воздухе в станциях 4G-сигнала, предоставляя клиентам стабильные и надежные нестандартные решения по прецизионной обработке на заказ.
Тел.: +86 187 5714 8656
Электронная почта: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Веб-сайт: https://www.cncliq.com/




