
铣削工艺全面分析:从应急DIY到工业级精密铣削
揭开金属加工的核心密码
深夜,你正在调试一台定制设备,急需一个特殊形状的金属支架。图纸就在你手里,但专业铣削零件需要三天交货期——生产不能中断,而且时间紧迫。看着旁边的角磨机和一块废钢板,你心想:我自己能铣出这个简单的轮廓吗?
答案是:理论上可以!用装有铣刀的角磨机,通过手动进给,可以粗略地加工出简单的平面和凹槽。这就是自制铣床的魅力所在:在紧急情况下化繁为简,解决燃眉之急。
然而,现实往往比想象中残酷。手工铣削完全依赖手感,容易导致切削歪斜、尺寸偏差和表面粗糙。哪怕是轻微的失误都可能损坏工件,甚至因刀具跳动或材料飞溅而造成安全隐患。复杂的曲面和高精度的加工,手工操作根本无法实现。
欢迎来到铣削技术的世界——一个兼顾精准与效率、应急方案与专业性、创新与标准的领域。它既是紧急情况下的生命线,也是工业生产中不可或缺的核心工序。接下来,我们将揭开铣削的奥秘,从应急DIY技巧到工业级精密铣削,从工艺原理到实际案例,帮助您全面掌握铣削核心知识,避免常见陷阱。
作为利勤的一名工程师,我每天都亲眼目睹车间里数百个铣削零件的生产。我深知,铣削的细节直接决定着零件的精度、强度和使用寿命。我们曾目睹客户因铣削工艺不当而报废宝贵的定制零件,也曾通过优化参数和选择合适的刀具,帮助客户解决过无数棘手的加工难题。这篇博客汇集了我们的一线经验,旨在为您提供最实用、最专业的铣削加工指南。
1. 铣削工艺比较:应急DIY与专业制造之间的差距
铣削是利用旋转刀具去除材料,从而形成平面、凹槽、台阶、曲面和其他形状的加工工艺。它分为应急DIY铣削和专业精密铣削,主要区别如下:
表格
| 方法 | 合适的材料 | 所需工艺/设备 | 可靠性/结果 | 应用场景 |
|---|---|---|---|---|
| DIY(应急铣削) | 软金属(铝、低碳钢)、塑料、木材 | 角磨机/手持式磨机 + 简易切割头、手动夹具和进给装置 | 极低:尺寸误差≥0.5mm,表面粗糙,易碎裂/变形 | 仅限极端紧急情况,临时部件,对精度要求不高。 |
| 专业铣削 | 工具钢、不锈钢、铝合金、铜合金、高温合金等。 | 数控铣床/加工中心、专业夹具、精密刀具、数控编程、冷却液冷却、多级精加工 | 极高的性能:尺寸精度±0.01mm,表面光滑(Ra≤1.6μm),刀具寿命长,效率高 | 工业生产、定制零件、高精度设备、高价值组件 |
2. 应急手册:使用简易工具进行 DIY 铣削
这仅适用于紧急情况下对非关键临时部件的使用。务必佩戴安全护目镜和防割手套,以避免工具反弹或飞溅的切屑造成伤害。
这些步骤仅适用于软质材料(铝、低碳钢、塑料)。请勿尝试用于不锈钢或工具钢等硬质材料。
DIY铣削步骤
表格
| 步 | 核心运营 | 要点 |
|---|---|---|
| 1 | 准备工具和工件 | 角磨机/研磨机、铣头(最好是硬质合金的)、虎钳;清洁并去除软质工件的毛刺 |
| 2 | 固定工件 | 将夹具牢牢固定在稳定的桌子上,以防止移动。 |
| 3 | 安装并测试切割机 | 将切割器牢固安装到位;运行以确保其稳定旋转,无晃动或噪音。 |
| 4 | 手工铣削 | 低速、轻接触、慢速进给(每次进给量≤0.2mm);避免压力过大 |
| 5 | 去毛刺和抛光 | 打磨边缘;仅供临时使用,请检查尺寸。 |
重要安全和操作注意事项
- 刀具选择:使用硬质合金刀具;对于软质材料,避免使用高速钢刀具。
- 进给控制:保持低速慢速进给;不要强行推进刀具。
- 安全须知:佩戴护目镜、手套和防尘口罩;让手远离旋转的切割器。
- 局限性:只能加工简单的平面和浅槽;不能加工复杂的表面或高精度特征。
自行铣削是最后的选择。为了获得可靠的效果,请务必使用专业的铣削服务。
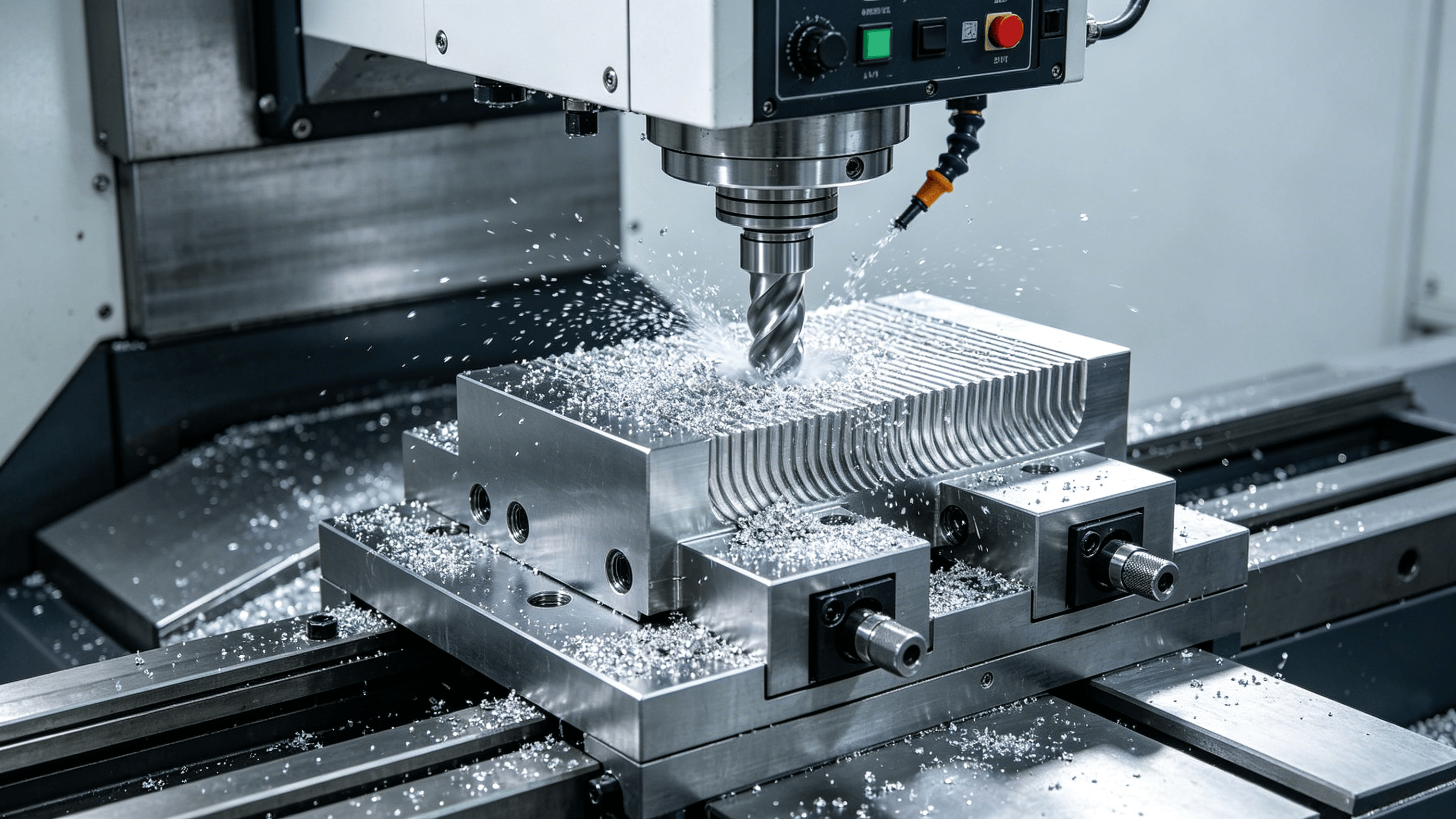
3. 专业之选:工业级精密铣削背后的技术
高精度、光滑的铣削零件并非仅仅是“切割金属”,而是材料科学、数控技术、刀具工程和热处理等多方面技术的融合。在力勤,我们的精密铣削零件要经过50多道工序,总误差控制在0.02毫米以内。
专业铣削的核心在于控制:精度、效率和质量。
完整的专业铣削工艺
表格
| 阶段 | 核心流程 | 关键设备/技术 | 目的 |
|---|---|---|---|
| 1. 材料选择 | 根据零件功能选择材料 | 硬度计、光谱仪 | 确保强度、耐磨性和耐腐蚀性 |
| 2. 预处理 | 切割、退火、清洗 | 激光切割机,退火炉 | 消除应力,提高加工性能,防止变形 |
| 3. 数控编程与仿真 | 编写刀具路径;模拟加工 | CAD/CAM软件,CNC系统 | 确保精度,避免碰撞,优化效率 |
| 4. 精密铣削 | 粗加工 → 半精加工 → 精加工 | 数控铣床/加工中心、夹具、精密刀具 | 达到所需的形状和尺寸精度 |
| 5. 冷却和芯片移除 | 连续冷却,自动排屑 | 冷却系统,切屑输送机 | 降低温度,延长刀具寿命,防止积垢 |
| 6. 后期处理 | 热处理、涂层、表面处理 | 真空炉,PVD镀膜机 | 提高硬度、耐磨性和耐腐蚀性 |
| 7. 检验与验收 | 尺寸、粗糙度、硬度测试 | 三坐标测量机、粗糙度仪、硬度计 | 确保符合图纸要求 |
核心技术要点
1. 材料选择
- 标准零件:低碳钢、铝合金——易于加工,经济实惠。
- 高精度/耐磨零件:工具钢、高速钢——经热处理。
- 腐蚀/高温部件:不锈钢、高温合金——使用含钴刀具。
2. 数控编程
数控编程是铣削加工的“大脑”。我们的工程师生成三维模型,设置主轴转速、进给速度、切削深度和刀具路径,然后进行仿真以避免误差。
典型参数:
- 铝:转速 1500–3000 rpm,进给量 0.1–0.3 mm/r
- 不锈钢:转速 800–1500 rpm,进给量 0.05–0.2 mm/r
3. 工具选择
- 面铣:面铣——用于大平面的稳定切削。
- 沟槽/台阶:立铣刀——锋利、精确的轮廓加工。
- 复杂曲面:球头铣刀——平滑轮廓加工。
- 硬质材料:钴涂层碳化物——耐高温。
TiN和TiAlN等涂层可降低摩擦,并将刀具寿命延长 3-5 倍。
4. 冷却和芯片移除
高压冷却液直接作用于切削区域,以控制温度并清除切屑。深槽和盲孔依靠自动排屑系统来保持精度。
5. 检查
- 尺寸精度:采用三坐标测量机测量,精度为±0.01mm。
- 表面粗糙度:Ra ≤1.6μm(高精度 Ra ≤0.8μm)
- 经热处理部件的硬度已验证
4. 实际案例:解决不锈钢复杂型材铣削问题
客户挑战
一家医疗器械公司需要厚度为 8 毫米的异形不锈钢支架,这些支架表面复杂,带有台阶和长方形孔。具体要求如下:
- 尺寸精度:±0.02mm
- 表面粗糙度:Ra ≤1.6μm
之前的供应商倒闭的原因是:
- 不锈钢表面的崩边和积边
- 表面质量差,尺寸偏差大
- 夹具不稳定和冷却不足
李琴的解决方案
- 刀具:TiAlN涂层硬质合金球头铣刀
- 参数:转速 1200 rpm,进给量 0.1mm/r,加工深度 0.2mm;粗加工 → 半精加工 → 精加工
- 夹具:定制多点夹具,用于消除移动
- 冷却:高压专用不锈钢切削油
- 过程检验以控制质量
结果
所有部件均通过检验:
- 尺寸误差在±0.015毫米以内
- 光滑、无划痕的表面
- 完美的轮廓匹配和组装
客户避免了废料产生,缩短了交货周期,并降低了成本。专业的铣削不仅仅是切割——它更是在解决问题。
5. 常见问题解答:常见铣削问题解答
1. 如何防止工件变形?
- 对坯料进行退火处理以消除内应力
- 使用轻柔的多道切割方式
- 牢固的夹具,夹紧力均衡
- 持续冷却以控制热量
2. 不同材料的参数有何不同?
硬质物料:降低速度,减少进料量
- 铝:转速 1500–3000 rpm,切削速度 0.1–0.3 mm/r
- 低碳钢:转速 1000–2000 rpm,切削速度 0.08–0.25 mm/r
- 不锈钢:转速 800–1500 rpm,转速 0.05–0.2 mm/r
- 工具钢:转速 500–1000 rpm,切削速度 0.03–0.15 mm/r
3. 为什么切割器磨损很快?
- 工具类型错误
- 速度/进给过快
- 冷却不足
- 工件上的硬点
解决方案:使刀具与材料相匹配;优化参数;改善冷却;准备工件。
4. 精密铣削与普通铣削:主要区别
- 精度:±0.01mm 对比 ±0.1mm+
- 效率:采用数控加工可提高 3-5 倍。
- 品质:顺滑、稳定、持久耐用
- 成本:前期投资较高,但由于废品率低,长期成本较低。
6. 结论:铣削——精度至上,专业为基石
DIY铣削可以应对紧急情况,但无法达到工业标准。专业铣削是现代制造业的基石,它通过对原材料、材料、工具和工艺的精确控制,将金属原料加工成高精度零部件。
每一个细节都决定着质量。在当今制造业中,高精度、高效率的铣削加工是保持竞争力的关键。
在力勤,我们提供全方位的精密铣削支持服务:材料选择、编程、加工、检测和工程技术。我们助您解决最棘手的铣削难题。
立即上传您的图纸,通过专业铣削技术释放金属加工的全部潜力。
联系我们
📞电话:+86 187 5714 8656
📧 邮箱:zhouli@chinaliqin.com
📱 WhatsApp:+86 187 5714 8656
🌐 网站: https://www.cncliq.com/