
تُقدّم خدماتنا في مجال التصنيع باستخدام الحاسوب (CNC) خماسية المحاور حلولاً فعّالة لمشكلة فشل التجميع الناتجة عن تراكم الرواسب غير المنضبط بعد عملية الأنودة . إليكم كيف نتحكم بدقة في الانحرافات البُعدية لمنع حدوث الهدر قبل حدوثه.
نُقدّم علبًا ألومنيوم مُصنّعة حسب الطلب باستخدام تقنية CNC، مع تسريع عملية الموافقة على التجميع بنسبة تصل إلى 45%. تتنبأ بروتوكولات التعويض المتكاملة لدينا لـ DFM بفقدان المواد الفعلي والنمو الكهروكيميائي، مما يضمن تركيب أجزائك بشكل مثالي من المحاولة الأولى.
أهم النقاط: دليل سريع حول دقة التحكم الرقمي الحاسوبي (CNC) وعملية الأنودة
-
قاعدة 50/50 مطلقة: الأنودة ليست طلاءً. طبقة الطلاء الصلب من النوع الثالث بسماكة 50 ميكرومتر لا تضيف 50 ميكرومتر إلى كتلة المعدن؛ بل تخترق 25 ميكرومتر في سبيكة الألومنيوم AL6061 الخام وتتمدد 25 ميكرومتر للخارج. يجب أن تراعي التفاوتات المسموح بها في الجيوب هذا التمدد الخارجي بدقة.
-
التخريش القلوي يُهدر المعدن: فالتخريش القياسي باستخدام محلول هيدروكسيد الصوديوم ( NaOH ) عند 55 درجة مئوية يُزيل من 3 إلى 5 ميكرومتر من الألومنيوم في الدقيقة. وتؤدي عملية إزالة الشوائب التجميلية القياسية لمدة 3 دقائق إلى إزالة ما يصل إلى 12 ميكرومتر (0.012 مليمتر) من المعدن الخام لكل سطح، مما قد يؤدي إلى فشل التجويف المنزلق المحكم مباشرةً بسبب تجاوزه حدود التفاوت المسموح به.
-
صنابير اللحام القياسية غير عملية: عند استخدام الطلاء الصلب، ستؤدي صنابير اللحام القياسية ذات حد H3 إلى إعاقة عملية التجميع. يجب استخدام صنابير لحام ذات حد GH أكبر (مثل H6 أو الفئة G) وحفر الثقوب السفلية باستخدام مثقاب كربيد بقطر 5.15 مم بدلاً من المثقاب القياسي بقطر 5.0 مم لمنع انغلاق قطر خطوة السن اللولبي.
-
أرسل ملف STEP الأصلي بالإضافة إلى ملف PDF ثنائي الأبعاد: لا ترسل ملفات ثلاثية الأبعاد بدون ملفات. تسمح لنا ملفات STEP الأصلية باستخراج الإحداثيات بدقة 0.01 مم ، بينما يقلل ملف PDF ثنائي الأبعاد المرفق الذي يحدد حدود الأنودة من وقت انتظار طلب عرض الأسعار من 24 ساعة إلى أقل من ساعتين.
لماذا تثق بهذا الدليل؟ تجربة عملية من داخل ورشة نينغبو لي تشين

بينما تُصوّر الكتب الأكاديمية عملية الأنودة كطبقة نظرية موحدة، فإن الواقع في المصانع عبارة عن مزيج معقد من الكيمياء والديناميكا الحرارية. أمضينا شهورًا في إجراء اختبارات رش الملح لمدة 480 ساعة (وفقًا لمعيار ASTM B117) على أغلفة ترددات لاسلكية متعددة الحجرات، تم تصنيعها باستخدام مراكز مازاك خماسية المحاور. لاحظنا أن ترك قطع الألومنيوم الخام، بعد تصنيعها ، معرضة لهواء الورشة الرطب ( أكثر من 65% رطوبة نسبية) لأكثر من 4 ساعات قبل دخولها حوض الأنودة، يُحفز عملية تخميل سريعة وغير منتظمة. تمنع طبقة الأكسيد الطبيعية هذه (التي يتراوح سمكها بين 2 و5 نانومتر ) اختراق الحمض في البداية، مما يؤدي إلى امتصاص غير منتظم للصبغة وتفاوت في سمك طبقة الحاجز يصل إلى 8 ميكرومتر عبر غلاف واحد بطول 300 ملم .
لا يهتم مهندسو المشتريات بمثالية المختبرات، بل يهتمون بموافقة فحص العينة الأولى (FAI) وتجنب تعديلات خط التجميع. عندما لجأت إلينا شركة رائدة في تصنيع الأجهزة الطبية بسبب تعطل هيكل التثبيت المنزلق لموردها السابق بعد عملية الطلاء الصلب، أوضحنا لهم أن خلوص التصميم البالغ 0.03 مم قد استُهلك تمامًا بسبب حمام حمضي بقوة 2 أمبير/ديسيمتر مربع ، ارتفعت درجة حرارته بمقدار 4 درجات مئوية ، مما أدى إلى تلف الطبقة الخارجية. أعدنا برمجة تعويضات مسار أداة المعالجة اللاحقة في برنامج CAM، وطبقنا قاعدة صارمة للتلامس الكهربائي بمساحة 15 مم² على رفوف ألومنيوم مثبتة بمسامير مصممة خصيصًا، وحافظنا على دقة فتحات التثبيت ضمن ±0.015 مم خلال دورة إنتاجية شملت 5000 قطعة. لا نعتمد على التخمين، بل نقيس ونتتبع البيانات وفقًا لمعايير MIL-A-8625، لأن هذه هي لغة ضمان الجودة التي يتطلبها خط التجميع لديكم.
لماذا تفشل معايير التفاوتات القياسية للتصنيع المخصص في تجميع العلب عالية الدقة؟
عند التعامل مع التدريع ضد التداخلات الكهرومغناطيسية، أو أغلفة الإلكترونيات الضوئية، أو تجميعات المجسات الطبية ، فإن معايير التفاوتات القياسية ISO 2768-m لا تفي بالغرض، لأن تفاوتات التداخل يجب أن تكون ≤± 0.02 مم . وبمجرد غمر هذه الأجزاء المصنعة في حمام حمضي، تتسبب التفاعلات الكيميائية في تشويه هذه الأبعاد الدقيقة. وتتجاهل مسارات الأدوات غير المُعوضة حقيقة فقدان المواد أثناء التنظيف المسبق والتمدد الفيزيائي أثناء عملية الأنودة.
التحكم في فقدان المواد أثناء التخريش القلوي المسبق
لإزالة طبقات الأكاسيد الطبيعية والتخلص من مواد التشحيم العنيدة القائمة على السيليكون - مثل Blasocut 357 الذي نستخدمه بتركيز 8% - يجب معالجة الأجزاء بالنقش الكاوي في محلول هيدروكسيد الصوديوم عند درجة حرارة 50-60 درجة مئوية . هذه ليست عملية تنظيف لطيفة، بل هي عملية إزالة معادن قوية للغاية. إذا ترك المشغل الأجزاء في المحلول لمدة 60 ثانية إضافية فقط لإزالة آثار الأدوات، فسيتسع قطر التجويف بمقدار 8 ميكرومتر . نتحكم في ذلك باستخدام غمر كيميائي مسبق قائم على الأحماض بدلاً من النقش القلوي القوي عند التعامل مع متطلبات تركيب انزلاقي بدقة ±0.01 مم ، مما يحافظ على إزالة المواد أقل من 2 ميكرومتر .
إتقان نسبة النمو 50/50 في سجلات التزاوج
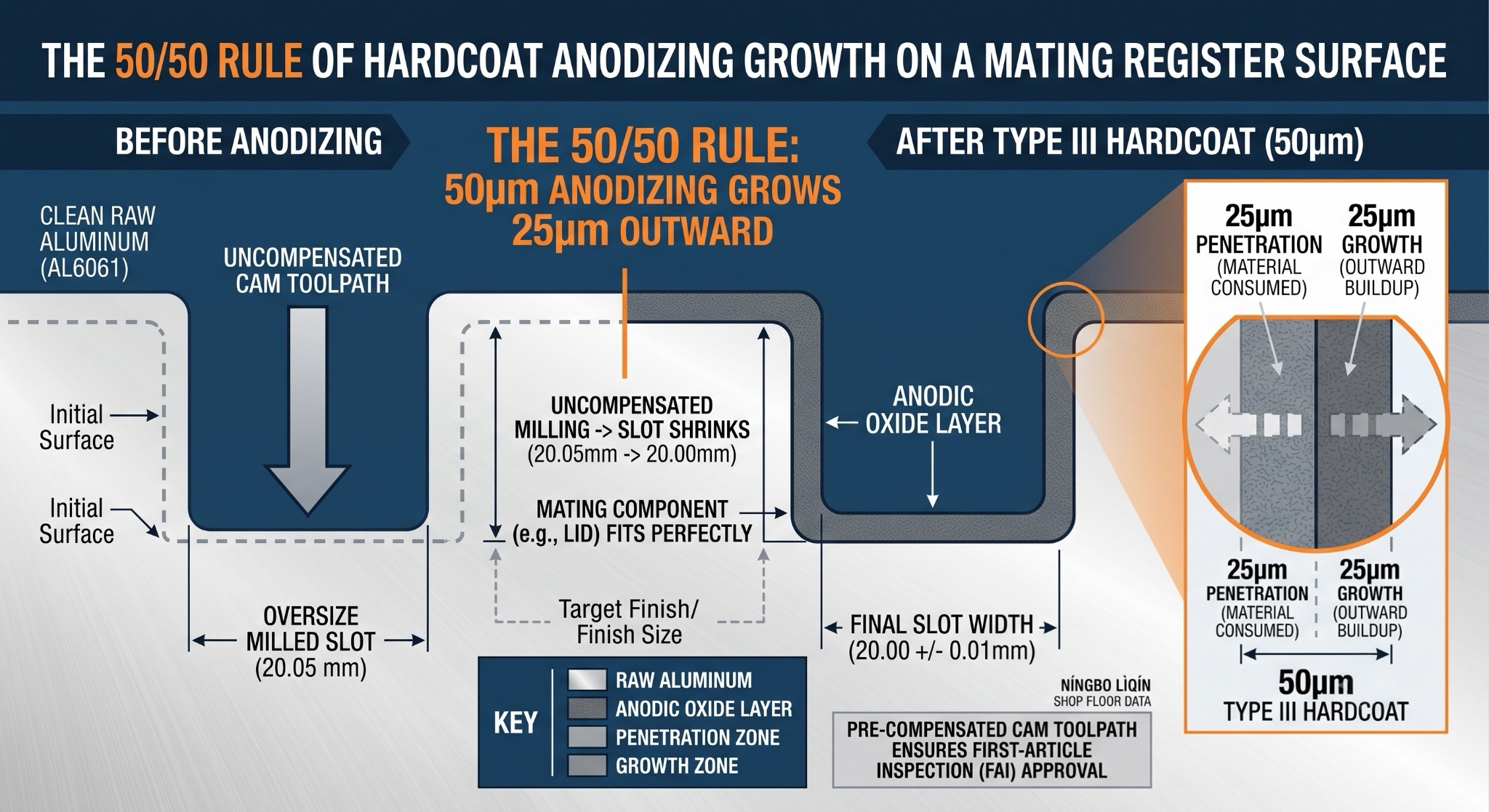
تُشكّل عملية الأنودة طبقة الأكسيد من الداخل إلى الخارج. في حالة طلاء صلب من النوع الثالث بسماكة 50 ميكرومتر ، يُستهلك 25 ميكرومتر من الألومنيوم الأصلي لتكوين الأكسيد، بينما يتراكم 25 ميكرومتر أخرى للخارج. إذا كان عرض فتحة التوصيل لديك 20.00 مم ، فإن التمدد الخارجي على كلا الجدارين سيقلل عرض الفتحة النهائي إلى 19.95 مم . يقوم فريقنا الهندسي بتعويض مسار أداة التصنيع بمساعدة الحاسوب (CAM) مسبقًا عن طريق طحن الفتحة عمدًا إلى 20.05 مم ، بحيث يتقلص حجم القطعة بعد حوض الطلاء الصلب إلى 20.00 ± 0.01 مم بدقة تامة.
التخلص من انحشار الخيوط في الثقوب العمياء الملولبة
يتأثر قطر خطوة السن اللولبي الملولب بشدة بالنمو الخارجي. وبما أن عملية الأنودة تنمو عموديًا على جانب السن اللولبي، فإن قطر الخطوة الفعال يتقلص بمعدل يقارب أربعة أضعاف معدل نمو السطح الواحد. بالنسبة لطبقة صلبة بسمك 50 ميكرومتر (بمعدل نمو 25 ميكرومتر لكل جانب)، سينخفض قطر الخطوة بمقدار 0.10 مليمتر . نتخلص تمامًا من هذا التصلب اللولبي باستخدام صنابير أنودة مسبقة من الفئة H6 أو G ذات حجم أكبر، مما يُنشئ ملاءمة "فضفاضة" محسوبة تتقلص لتصبح ملائمة مثالية من الفئة 6H بعد عملية الأنودة.
تصميم مناطق التلامس الكهربائي والتأريض
غالبًا ما تتطلب العلب المعدنية نقاطًا معدنية مكشوفة للتأريض بترددات الراديو، ومع ذلك، يجب أن يكون السطح الخارجي بأكمله مؤكسدًا لمقاومة التآكل. يكتفي العديد من الموردين بوضع مواد عازلة، لكن هذه المواد السائلة الرخيصة تسيل، مما يُتلف الأسطح المجاورة. نحن نصمم تجهيزات عازلة ميكانيكية مخصصة - باستخدام حشيات فلوروسيليكون متخصصة - تُحكم إغلاق لوحة التأريض أثناء اندفاع التيار بقوة 3 أمبير/ديسيمتر مربع ، مما يضمن مسارات توصيل نظيفة وخالية من الأكسيد دون أي تسرب على الحواف.
يتطلب تصنيع الألمنيوم عالي الدقة تحكمًا دقيقًا في التركيب الكيميائي للسطح، وتعديل مسار التصنيع بمساعدة الحاسوب (CAM)، والتغطية الميكانيكية. وقد أثمر هذا الإطار العملي عن أكثر من 1200 مشروع ناجح لتصنيع الهياكل، محولًا الرسومات النظرية المعقدة إلى تجميعات جاهزة للاستخدام الفوري. إذا كان خط التجميع لديك لا يتحمل هامش خطأ كيميائيًا لا يتجاوز ± 0.05 مم ، فإن هذا المستوى من الهندسة هو السبيل الوحيد لضمان ملاءمة أجزائك.
ما هي استراتيجيات التصنيع باستخدام الحاسوب (CNC) التي تحقق التوافق المثالي على العلب المؤكسدة بعد عملية الأنودة؟
إن تحقيق دقة عالية في تركيب الألومنيوم المؤكسد عملية تتطلب تعويضًا مدروسًا، لا مجرد أمل. ومن خلال موازنة انحرافات التصنيع بمساعدة الحاسوب (CAM) مع معايير محددة للحمام الكيميائي، نتخلص من "دورة الخردة" التي تلي عملية الأنودة.
1. التعويض الفوري عن تآكل الأدوات (مراقبة نظام التحكم الآلي في الأدوات)
أثناء قطع سبائك الألومنيوم AL6061-T6 باستخدام قواطع الكربيد، يحدث تشقق دقيق في الزوايا الخارجية. يكفي 5 ميكرومتر فقط من تآكل الأداة، بالإضافة إلى 5 ميكرومتر أخرى من فقدان النقش غير المتوقع في خزان الحمض، لتجاوز هامش التفاوت المسموح به بشكل كبير. نستخدم أجهزة ضبط أدوات الليزر داخل الماكينة لقياس قطر القاطع كل 50 قطعة، مع ضبط إزاحة وحدة التحكم CNC ديناميكيًا لضمان بقاء البعد الخام دائمًا عند الحد الأعلى لنطاق التعويض.
2. التغذية الراجعة الكيميائية ذات الحلقة المغلقة مع المُنهي
لا نكتفي بتسليم القطع إلى ورشة خارجية للتشطيب، بل نطلب من مختبرها تسجيل تركيز حمض الكبريتيك ودرجة حرارة حوض التشطيب لكل دفعة. فإذا انحرفت درجة حرارة حوض التشطيب من النوع الثاني لديهم من 20 درجة مئوية إلى 22 درجة مئوية ، تصبح طبقة الأكسيد أكثر ليونة ومسامية، فتنمو بشكل أسرع ولكنها أقل مقاومة للتآكل. ونقوم بتعديل معايير الطحن لدينا بناءً على هذه التحليلات الآنية لحوض التشطيب.
3. تخفيف الإجهاد على مرحلتين للأشكال الهندسية المعقدة
يؤدي حفر تجاويف عميقة في كتل الألمنيوم الصلب AL6061-T6 إلى تخفيف الإجهاد الداخلي المتبقي، مما يتسبب في انحناء الجدران الرقيقة للداخل بمقدار يصل إلى 0.08 مم أثناء عملية الأنودة. ولمنع ذلك، نقوم بحفر التجويف بشكل أولي مع ترك 0.5 مم من المعدن، ثم نخضع القطع لعملية خبز لتخفيف الإجهاد عند درجة حرارة 180 درجة مئوية لمدة ساعتين، ثم نجري عملية التشطيب النهائية عالية السرعة. هذا يحافظ على توازي الجدران في حدود 0.01 مم حتى بعد بقاء القطع في خزان الحمض لمدة 40 دقيقة.
يتطلب التحكم في التغيرات الفيزيائية لعملية الأنودة هندسةً فعّالة، لا مجرد انتظارٍ سلبي. يساهم تتبعنا لمتغيرات الحمام الكيميائي وتعديلات نظام التصنيع بمساعدة الحاسوب (CAM) في خفض معدلات رفض العينات الأولية إلى أقل من 1.5%.
[قم بتنزيل دليل تعويض الأنودة CNC الخاص بنا] لمعرفة كيفية ضبط نماذج CAD الخاصة بك قبل تقديم طلبات عروض الأسعار.
مصفوفة هندسية عالية الدقة للتصنيع باستخدام الحاسوب والتأكسد
| منطقة التحسين | نمط الفشل الشائع | حلول ليكين الهندسية | نتائج موثقة |
| فتحة التزاوج / السجل | الغطاء لا يغلق بإحكام؛ يتم إغلاق فتحة التسجيل 120 مم بمقدار 0.05 مم بعد الطلاء الصلب من النوع الثالث. | التعويض المسبق لمسار أداة المعالجة اللاحقة CAM: تم طحن الجيب بحجم أكبر بمقدار +0.044 مم لامتصاص نمو 22 ميكرومتر . | فتحة 120.00 مم تحمل تفاوتًا مسطحًا بعد الأنودة يبلغ ±0.015 مم. |
| فتحات ملولبة (M6x1) | تتشابك الخيوط تمامًا؛ وتتشابك البراغي بسبب انكماش القطر الطفيف. | قم بحفر ثقوب القاعدة باستخدام
مثقاب كربيد بقطر 5.15 مم ؛ صنبور مع صنابير كبيرة الحجم H6. |
نجاح بنسبة 100% في فحص القياسات الدقيقة دون الحاجة إلى أي تعديل يدوي بعد عملية الأنودة. |
| جدران ذات جيوب عميقة | انحناء وتشوه الجدران حتى 0.08 مم بسبب إطلاق الإجهاد المتبقي. | تشكيل الجيوب الخشنة، خبز تخفيف الإجهاد عند درجة حرارة 180 درجة مئوية لمدة ساعتين، متبوعًا بقطع نهائي عالي السرعة. | تم الحفاظ على توازي الجدار في حدود 0.01 مم على طول فتحة بعمق 150 مم . |
| وسادات التأريض | إخفاء التسرب الذي يفسد أسطح التزاوج المجاورة؛ مقاومة عالية للتلامس. | كتل التغطية الميكانيكية المصنوعة من الفلوروسيليكون والمصنعة حسب الطلب تحت شد مثبت بمسامير. | مناطق تلامس معدنية مكشوفة مع صفر تسرب حافة ومقاومة <0.02Ω . |
| سرعة إنجاز طلبات عروض الأسعار | تأخير لمدة 3-5 أيام بسبب نقص مواصفات الحدود والتشطيب. | إرسال ملف STEP الأصلي بالإضافة إلى ملف PDF ثنائي الأبعاد يوضح مناطق إخفاء الحدود. | يتم تسليم عرض أسعار ومواصفات كاملة وملزمة لشركة DFM في غضون ساعتين. |
كيف تمنع المعالجة المسبقة للثقوب الملولبة انحشار الخيوط
إذا قمت بتشكيل لولب بأبعاد اسمية قياسية ثم غطيته بطبقة صلبة، فإنك بذلك تُنشئ لولبًا ذاتي القفل يُسبب خللًا في خط التجميع. دعونا نُلقي نظرة على أسباب فشل المخططات القياسية وكيف نتجاوز هذا النوع من الفشل تمامًا في ورشتنا:
1. هندسة شكل الخيط على شكل حرف V بزاوية 60 درجة
بما أن عملية الأنودة تحدث عمودياً على كل سطح معدني، فإنها تتوسع للخارج على جانبي زاوية السن اللولبي. في سن لولبي قياسي بزاوية 60 درجة ، تُملي هذه العلاقة الهندسية أن قطر الخطوة يتناقص بمقدار أربعة أضعاف معامل التوسع الخارجي بالضبط.
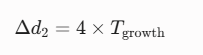
بالنسبة لطبقة طلاء صلبة بسمك 50 ميكرومتر (تزداد سماكتها بمقدار 25 ميكرومتر للخارج)، يقل قطر الخطوة بمقدار 100 ميكرومتر ( 0.10 مليمتر ). إذا قمتَ بتشكيل هذا السن اللولبي باستخدام صنبور H3 قياسي، فسوف يعلق البرغي بعد دورتين فقط.

2. خطر إعادة تشكيل الخيوط يدويًا
تقوم بعض ورش العمل بـ"حل" مشكلة انحشار الخيوط باستخدام مثقاب عادي بعد عملية الأنودة. وهذا يُعدّ مخالفة هندسية جسيمة. إذ يؤدي التنظيف اليدوي إلى إزالة طبقة الأنودة الصلبة التي دفعت ثمنها، كاشفًا عن الألمنيوم الخام غير المُخَمَّل في أسفل جوانب الخيوط. في البيئات الرطبة، يتسبب التآكل الجلفاني في تآكل هذه المناطق المكشوفة، مما يؤدي إلى تلف الخيوط وتعطلها ميدانيًا. نحن نمنع منعًا باتًا التنظيف اليدوي؛ ويجب الالتزام بجميع معايير التفاوت من خلال التعويض المسبق.
3. الإخلاء عالي الضغط والتحكم في المستحلب
أثناء عملية التثقيب ذات القطر الكبير، تزيل أداة التثقيب كمية أكبر من المادة في تمريرة واحدة، مما يزيد من قوى القطع ويولد حرارة موضعية. إذا تراكمت الرقائق داخل الثقب، فإنها ستمزق جوانب السن اللولبي، مُحدثةً شقوقًا دقيقة تحبس الحمض أثناء عملية الأنودة وتسبب تآكلًا موضعيًا. نستخدم سائل تبريد عالي الضغط عبر المغزل عند 70 بار بتركيز 10% من مستحلب الإستر القابل للذوبان في الماء لطرد الرقائق فورًا، مما يحافظ على نعومة جوانب السن اللولبي كمرآة.
احصل على عرض أسعار دقيق لماكينات CNC في أقل من ساعتين
هل أنت مستعد للتخلص من مشاكل التجميع والنفايات الناتجة عن تجاوز التفاوتات المسموح بها؟ أرسل ملفات .STEP الأصلية وملفات PDF ثنائية الأبعاد المرفقة مباشرةً إلى فريقنا الهندسي. لا نكتفي بالنظر إلى الأرقام فقط، بل نحلل التصميم الهندسي، ونحسب بدقة التحولات الكيميائية للتشطيب الذي اخترته، ونقدم لك عرض سعر مضمونًا مدعومًا بنموذج DFM في أقل من ساعتين.
معلومات الاتصال
تنصل
البيانات الفنية والتوصيات الواردة في هذا الدليل هي لأغراض إعلامية فقط. قد تختلف نتائج التصنيع باستخدام الحاسوب (CNC) والأنودة الفعلية تبعًا لنوع المعدات والسبائك المستخدمة وظروف المعالجة الكيميائية. يُرجى التحقق من جميع معايير العملية قبل البدء بالإنتاج بكميات كبيرة.