



Produktbeschreibung
| Ding | beschreiben |
| Design/Größe | Nach Kundenzeichnungen oder Mustern |
| Material |
Aluminium: 6061, 6063, 6082, 7075, 5052, A380 usw. Edelstahl: SS201, SS301, SS303, SS304, (SS304 lebensmittelecht), SS316, SS316L, SUS430, SS416 Stahl: niedriggekohlter Stahl, Kohlenstoffstahl, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Legierter Stahl (15Cr, 20Cr, 42CrMo) usw. Messing: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 usw. Kupfer, Bronze, Kupfer usw. Titan: TC4 (TiAl6v4, Güteklasse f5) Kunststoff: ABS, PC, PE, POM, Delrin, Nylon, Kunststoff, PP, PEI, PEEK usw. |
| Verfahren | CNC-Bearbeitung, Drehen, Fräsen, Stanzen, Drehen, Schneiden usw. |
| Lieferzeit | Die Anfertigung von Mustern dauert in der Regel 3-7 Werktage, die Massenproduktion erfolgt nach Freigabe des Musters entsprechend der vereinbarten Menge. |
| Oberflächenbehandlung | Transparente Anodisierung, Farbanodisierung, chemische Beschichtung, Bürsten, Passivierung, Polieren, Verchromen, Sandstrahlen, Lasergravur, Verzinken, Brünieren, Vernickeln, Verchromen, Aufkohlen, Wärmebehandlung, Lackieren |
| Prüfgeräte | Koordinatenmessmaschine (KMM), 2D-Messinstrument, Projektor, Höhenmesser, Mikrometer, Gewindelehre, Härteprüfgerät, Messschieber, Stiftlehre, Salzsprühnebelprüfgerät, Konzentrizitätsmessgerät, Spektrometer. |
| Qualitätsmanagementsystem |
ISO 9001:2015 ISO 13485:2016 |
| Anwendung | Autoteile, Maschinenteile, Computerteile, medizinische Teile, Haushaltsgeräteteile, elektrische Teile, Elektronikprodukte, elektronische Teile, Generatorteile, Lichtmaschinenteile, Generatorteile, Bürobedarf, Leistungsschalter, Mikroschalter, Baubedarf, Handelswaren und AV-Geräte. |
| Dateiformat | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paket | Innenbeutel aus Plastik, Außenkarton nach Standardstandard oder gemäß Kundenwunsch |
| Versand | Seefracht, Luftfracht, internationaler Expressversand (DHL, FedEx, TNT, UPS). |
| Aufschlag | Das professionelle Außenhandelsteam bietet engagierten und schnellen Service. Maßprüfbericht/Rohstoffzertifikat/Oberflächenbehandlungsbericht/Technische Zeichnung RoHS-Bericht/Salzsprühtestbericht/Härtetestbericht |
Einführung in die Verarbeitung von Blitzableiter-Anpassungselektroden für 4G-Signalstationen
Dieses Produkt ist eine spezielle Anschlusselektrode für Blitzableiter von 4G-Signalstationen. Es handelt sich um ein kundenspezifisches Präzisionsbauteil, das optimal auf die Gehäuse der Blitzableiter abgestimmt ist. Es wurde exklusiv für Blitzschutzsysteme von 4G-Signalstationen im Außenbereich entwickelt und stellt höchste Anforderungen an strukturelle Anpassungsfähigkeit, Maßgenauigkeit, Oberflächenbeschaffenheit und präzise Formgebung. Unsere Fertigung kombiniert Kaltfließpressen mit hochpräziser Bearbeitungstechnologie. Dank unserer langjährigen Erfahrung in der Herstellung von Kommunikationszubehör und unserer Expertise in der kundenspezifischen Präzisionsbearbeitung erreichen wir eine hochpräzise Serienproduktion dieser Elektrode. Sie vereint strukturelle Festigkeit und Passgenauigkeit und gewährleistet so die perfekte Kompatibilität mit den anderen Komponenten.
1. Kernproduktparameter und Designmerkmale
- Basismaterial : Es wird die Aluminiumlegierung 6061-T6 verwendet, die sich durch hohe Festigkeit, ausgezeichnete Korrosionsbeständigkeit sowie hervorragende Kaltfließfähigkeit und Bearbeitbarkeit auszeichnet. Sie eignet sich für die anspruchsvollen Einsatzbedingungen von 4G-Außenstationen mit Temperaturschwankungen und Regeneinwirkung. Die Kaltfließung erhöht die Oberflächenhärte und die strukturelle Kompaktheit des Basismaterials. Dies gewährleistet nicht nur die Stabilität und elektrische Leitfähigkeit der Elektrode, sondern sorgt auch für eine optimale Abstimmung mit dem Material des zugehörigen Gehäuses und verbessert so die Lebensdauer des gesamten Blitzableitersystems.
- Oberflächentechnologie : Eine fein bearbeitete Oberfläche mit einer Rauheit von Ra 1,5–3,5 µm wird ohne Lackierung verwendet. Die Oberfläche muss frei von Ölflecken, Graten, Absplitterungen, Dellen und anderen Bearbeitungsfehlern sein. Die durch Kaltfließpressen erzeugte Grundfläche weist eine hohe Ebenheit auf und bildet eine solide Grundlage für die nachfolgende Präzisionsbearbeitung. Die hochpräzise Oberflächentechnologie verhindert nicht nur, dass die Lackschicht die elektrische Leitfähigkeit beeinträchtigt, sondern gewährleistet auch die Passgenauigkeit mit den zugehörigen Bauteilen und vermeidet so, dass Montagespalte die Blitzschutzwirkung beeinträchtigen.
- Strukturelles Design : Das Produkt zeichnet sich durch eine integrierte Präzisionsmikrostruktur mit speziell geformten Schlitzen, Whitworth-Gewindebohrungen, mehreren Sätzen von Übergängen mit kleinem Radius und symmetrischen Feinstrukturen aus. Alle Oberflächen verlaufen parallel zur Bezugsebene und weisen detailreiche und präzise Abmessungen auf, einschließlich dünnwandiger Bereiche und Mikrohohlräume. Die integrierte Formgebung des Rohlings erfolgt durch Kaltfließpressen, wodurch das herkömmliche Grobschneiden ersetzt und das Strukturvorbild exakt wiederhergestellt wird. Es handelt sich um ein typisches, nicht standardisiertes Präzisionsmikrobauteil, das Kaltfließpressen und Feinbearbeitung kombiniert. Die Gesamtstruktur ist präzise an das Blitzableitergehäuse angepasst und erfüllt die Anforderungen der modularen Montage.
- Versionsspezifikation : Die aktuelle Produktionsversion wurde nach mehreren Designiterationen optimiert und verfügt über zusätzliche Strukturmerkmale wie Schlitze. Gleichzeitig wurden in unserem Werk das Kaltfließpresswerkzeug und der Präzisionsbearbeitungsprozess modernisiert. Dadurch entsprechen Produktstruktur und -genauigkeit den neuesten Montageanforderungen für Blitzableiter und gewährleisten die Stabilität im Einsatz.
2. Kernbearbeitungsprozessablauf
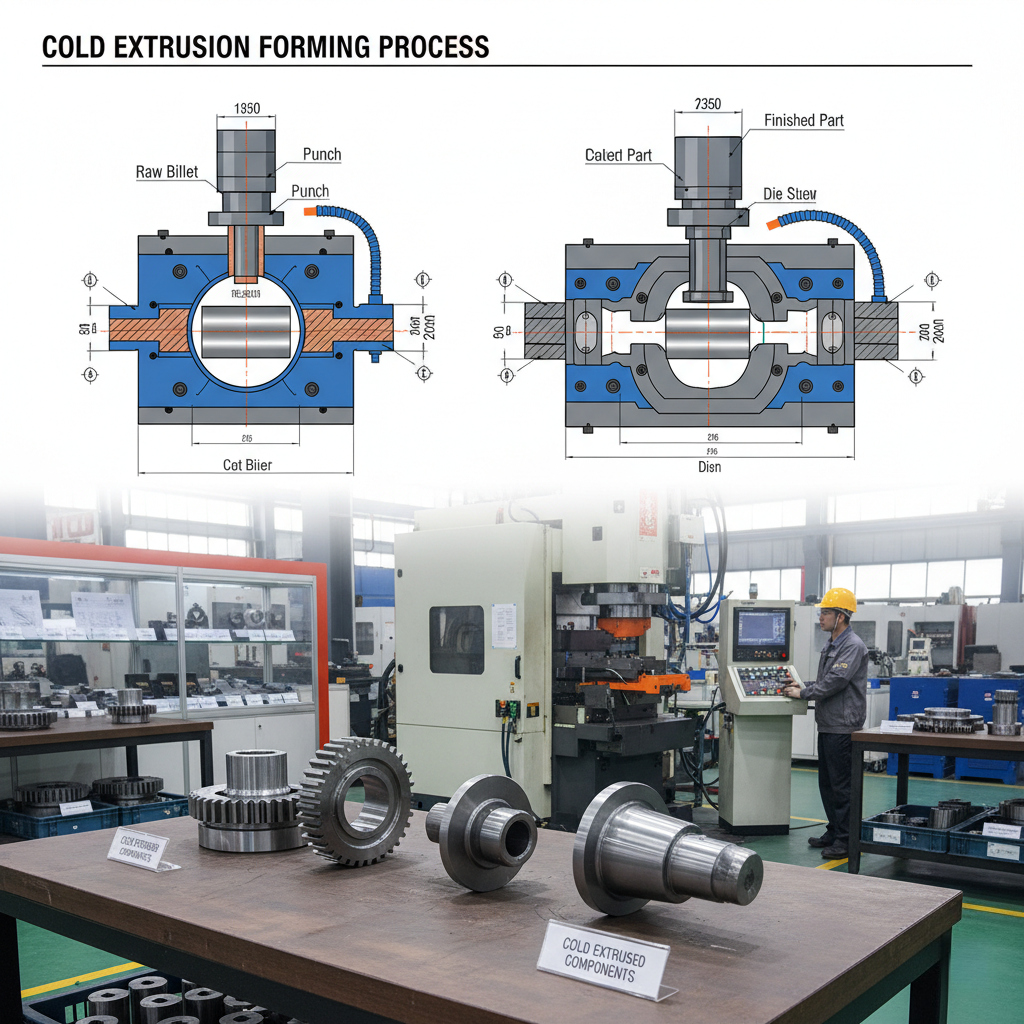
Aufgrund der feinen Struktur des Produkts, der hohen Anforderungen an die Passgenauigkeit und der Materialeigenschaften der Aluminiumlegierung 6061-T6 verwendet unser Werk ein einteiliges Fließverfahren aus Kaltfließpressen und hochpräziser CNC-Bearbeitung , wobei die Vorgaben der Dreiecksprojektionszeichnung während des gesamten Prozesses eingehalten werden. Der Kernprozess ist wie folgt:
- Rohmaterialvorbehandlung : Qualifizierte Aluminiumlegierungsstangen 6061-T6 werden ausgewählt, präzise auf die gewünschte Länge zugeschnitten und gerichtet, Oxidschichten und Oberflächenfehler werden entfernt; die Rohlinge werden weichgeglüht und einer Oberflächenphosphatierung und -verseifung unterzogen, um die Kaltfließformbarkeit zu verbessern und den Werkzeugverschleiß zu reduzieren. Abschließend werden die Ölflecken entfernt, um die Rohlinge für die Kaltfließpressung vorzubereiten.
- Kaltfließpressen : Mithilfe kundenspezifischer, hochpräziser Mikrofließpresswerkzeuge wird die integrierte Formgebung des Rohlings auf einer speziellen Kaltfließpresse durchgeführt. Die Grundkontur der Elektrode, der Nutprototyp, symmetrische Kleinstrukturen und Hohlräume werden in einem Arbeitsgang extrudiert, um eine kompakte Struktur und gleichmäßige Wandstärke des Rohlings zu gewährleisten. Durch die entstehende Kaltverfestigungsschicht wird die Festigkeit erhöht und der Abtrag bei der nachfolgenden Präzisionsbearbeitung deutlich reduziert.
- Nachbehandlung der Rohlinge : Die kaltgepressten Rohlinge werden einer Spannungsarmglühung unterzogen, um die durch die Extrusion entstandenen Eigenspannungen zu beseitigen und Verformungen bei der nachfolgenden Präzisionsbearbeitung zu verhindern. Anschließend wird die Bezugsebene der Rohlinge fein geschliffen, um Extrusionsgrate und -reste zu entfernen, die Positionierungsebene zu beschneiden und die Genauigkeit der nachfolgenden Spann- und Positionierungsvorgänge sicherzustellen.
- Präzises Spannen und Positionieren : Durch den Einsatz kundenspezifischer, hochpräziser Mikro-Spezialvorrichtungen und die genaue Fixierung der Rohlinge mittels Vakuumadsorption + elastischer Druckblock-Leichtklemmung wird ein einzigartiger Kernbearbeitungsbezugspunkt geschaffen, wodurch Spannfehler und Mikroverformungen der Rohlinge reduziert werden, um den Bearbeitungsanforderungen winziger Strukturen gerecht zu werden.
- CNC-Fräsen Präzisionsbearbeitung : Mit einem hochpräzisen kleinen CNC-Bearbeitungszentrum wird das Feinfräsen der kaltgepressten Rohlinge mit der beschnittenen Bezugsebene als Referenz durchgeführt. Dabei werden die Hauptkontur, Nuten, Kreisbögen mit kleinem Radius, dünne Wände und andere Strukturen verfeinert, die Parallelität jeder Ebene und die Positionsgenauigkeit der Strukturen genau kontrolliert und die Passgenauigkeit mit dem entsprechenden Gehäuse sichergestellt.
- Lochsystem & Gewindebearbeitung : Vollständiges Präzisionsbohren von Durchgangslöchern und Senkbohrungen mit einer hochpräzisen CNC-Bohrmaschine und Gewindeschneiden in Whitworth-Gewindebohrungen mit Spezialwerkzeugen; Feinfasen der Lochöffnungen vor dem Gewindeschneiden, um Risse an der Gewindespitze zu vermeiden und die Gewindepassgenauigkeit sowie die Leichtgängigkeit der Montage zu gewährleisten.
- Präzisionsfasen und Feinentgraten : Wir führen an allen scharfen Kanten, Bohrungen und Nutkanten des Produkts ein individuelles Feinentgraten durch. Bei Teilen, die zu Restgraten neigen, wie z. B. Kreisbögen mit kleinem Radius und winzigen Bohrungen, wenden wir die Methode der Mikro-Ultraschall-Entgratung in Kombination mit einer manuellen Feinbearbeitung durch erfahrene Techniker an, um Späne und Feingrate vollständig zu entfernen und Kratzer an passenden Bauteilen zu vermeiden.
- Umfassende Präzisionsprüfung : Während der Bearbeitung werden Präzisionsinstrumente wie Koordinatenmessgeräte, Messuhren und Rauheitsmessgeräte eingesetzt, um eine umfassende Prüfung der Maßgenauigkeit, der geometrischen Toleranz und der Oberflächenrauheit durchzuführen. Dabei liegt der Fokus auf der Überprüfung der Passgenauigkeit mit dem entsprechenden Gehäuse und der Sicherstellung der Einhaltung der Konstruktions- und Montageanforderungen.
- Endkontrolle & Reinigungsverpackung : Nach Abschluss aller Bearbeitungsschritte erfolgt eine abschließende Sichtprüfung und Maßkontrolle. Anschließend wird eine Hochdruck-Sprüh- und Ultraschall-Tiefenreinigung mit einem speziellen Reinigungsmittel durchgeführt, um Ölflecken und Absplitterungen zu entfernen. Nach der Vakuumtrocknung werden die Präzisionsmikroteile in einer antistatischen und kratzfesten Spezialverpackung verpackt, um Sekundärschäden während Transport und Lagerung zu vermeiden und einen einwandfreien Lieferzustand zu gewährleisten.
3. Hauptschwierigkeiten bei der Bearbeitung
Als präzise Kernanpassungselektrode für Blitzableiter handelt es sich um ein nicht standardisiertes Präzisionsmikrobauteil, das Kaltfließpressen und Feinbearbeitung kombiniert. Aufgrund seiner feinen Struktur, der hohen Anforderungen an die Passgenauigkeit und der komplexen Prozessmerkmale ergeben sich folgende Hauptschwierigkeiten bei der Bearbeitung:
- Schwierigkeiten bei der Steuerung von Werkzeug- und Rohlingsformung beim Mikro-Kaltextrusionsverfahren : Das Produkt weist eine winzige Struktur und komplexe Merkmale auf, weshalb die Genauigkeit der Kavitätsgestaltung des Kaltextrusionswerkzeugs extrem hoch ist. Probleme wie Werkzeugverschleiß, unzureichende Rohlingsfüllung und unregelmäßige Formgebung der winzigen Strukturen treten häufig auf. Die Aluminiumlegierung 6061-T6 neigt beim Kaltextrusionsverfahren zu Mikroverformungen, wodurch die Maßhaltigkeit jeder einzelnen Struktur des Rohlings schwer zu gewährleisten ist. Dies beeinträchtigt die Effizienz der nachfolgenden Präzisionsbearbeitung.
- Schwierigkeiten bei der Bezugsflächenvereinheitlichung und der Positionierung beim Spannen : Das Produkt ist klein, und die kaltgepressten Rohlinge weisen leichte Verformungen auf, die beim Spannen zu Positionsabweichungen führen können; außerdem können Werkzeugverschleiß und eine ungeeignete Spannkraft bei der Präzisionsbearbeitung zu sekundären Mikroverformungen der Rohlinge führen, was die Parallelität der Bezugsebene und die Positionsgenauigkeit der Strukturen beeinträchtigt, was wiederum direkt mit der Kompatibilität mit dem passenden Gehäuse zusammenhängt.
- Schwierigkeiten bei der Präzisionsbearbeitung von Whitworth-Gewindebohrungen : Die Whitworth-Gewindebohrungen des Produkts sind sehr klein, ihr Gewindeprofil und ihre Steigung unterscheiden sich von herkömmlichen metrischen Gewinden, und herkömmliche Werkzeuge können nicht eingesetzt werden; außerdem besteht die Gefahr von unregelmäßigen Gewindeprofilen und Gewindebohrerbrüchen beim Gewindeschneiden in den kleinen Löchern, was hohe Anforderungen an die Bearbeitungswerkzeuge und Prozessparameter stellt.
- Schwierigkeiten bei der Oberflächenqualität und fehlerfreien Bearbeitung : Eine fein bearbeitete Oberfläche ohne jegliche Mängel ist erforderlich. Aluminiumlegierungen weisen eine gute Plastizität auf, wodurch es bei der Präzisionsbearbeitung kleinster Strukturen leicht zu Werkzeughaftung und Aufbauschneiden kommen kann, was Oberflächenkratzer verursacht. Gleichzeitig werden die kleinen Oberflächenfehler kaltgepresster Rohlinge nach der Präzisionsbearbeitung verstärkt, wodurch es schwierig wird, eine gleichmäßige Rauheit zu gewährleisten.
- Schwierigkeiten beim Feinentgraten von Mikrostrukturen : Feine Grate bleiben häufig an Stellen wie kleinen Radien, Schlitzen und winzigen Bohrungen des Produkts zurück, die sich mit herkömmlichen Methoden nur schwer vollständig entfernen lassen; manuelles Entgraten ist anfällig für Oberflächenkratzer und strukturelle Verformungen aufgrund unsachgemäßer Bedienung, was die Produktgenauigkeit und den Montageerfolg beeinträchtigt.
- Schwierigkeiten bei der Kontrolle der Passgenauigkeit : Als passendes Bauteil muss es präzise mit dem Blitzableitergehäuse übereinstimmen. Geringste Maßabweichungen in den einzelnen Schritten der Kaltfließpressung und Präzisionsbearbeitung können zu übermäßigen Spaltmaßen oder Montageproblemen führen, was extrem hohe Anforderungen an die gemeinsame Kontrolle der gesamten Bearbeitungsgenauigkeit stellt.
4. Gezielte Prozesslösungen
Angesichts der oben genannten Bearbeitungsschwierigkeiten hat unser Werk, gestützt auf jahrelange Erfahrung in der Kaltfließpressung von Aluminiumlegierungen und der Bearbeitung von Mikropräzisionsteilen, exklusive Lösungen in den Bereichen Werkzeugbau, Ausrüstung, Verfahren und Inspektion entwickelt, um die Bearbeitungsqualität des Produkts und die Anpassungsfähigkeit an die jeweiligen Anforderungen vollständig zu gewährleisten:
- Lösung zur Steuerung der Mikro-Kaltextrusion : Maßgeschneiderte , hochpräzise Mikro-Kaltextrusionswerkzeuge aus Hartmetall , optimierte Formgebung der Angusskanäle und Feinstrukturen für eine vollständige Rohlingsfüllung; Polieren und Nitrieren der Werkzeugoberfläche zur Verbesserung der Verschleißfestigkeit und Lebensdauer; präzise Steuerung von Extrusionsgeschwindigkeit und -druck während der Kaltextrusion sowie Phosphatierungs- und Verseifungsschmierung zur Reduzierung der Reibung zwischen Rohlingen und Werkzeugen; 100%ige Sicht- und Maßprüfung der Rohlinge nach der Extrusion zur Aussortierung fehlerhafter Produkte und Sicherstellung der Formqualität von Anfang an.
- Lösung zur Bezugsvereinheitlichung und Spannpositionierung : Präzisionsfräsen und -beschneiden der Bezugsebene von kaltgepressten Rohlingen zur Festlegung einer einheitlichen Vorpositionierungsbezugsebene; Verwendung kundenspezifischer Mikro-Vakuumvorrichtungen für die Präzisionsbearbeitung und Einsatz elastischer Druckblöcke für die leichte Spannung zur Minimierung von Mikroverformungen der Rohlinge; Kalibrierung der Vorrichtungsgenauigkeit vor der Bearbeitung, Verwendung der Bezugsebene als einzige Referenz während des gesamten Prozesses und erneute Überprüfung der Bezugsgenauigkeit nach jeweils 10 bearbeiteten Teilen, um sicherzustellen, dass kein Versatz vorliegt.
- Lösung für die Präzisionsbearbeitung von Whitworth-Gewindebohrungen : Anfertigung spezieller Mikro-Gewindebohrer und Bohrwerkzeuge für Whitworth-Gewinde , angepasst an das Produkt; Verwendung von Mikro-Anfaswerkzeugen zum Feinanfasen der Bohrungsöffnungen vor dem Gewindeschneiden, um einen reibungslosen Gewindeeingriff zu gewährleisten; Optimierung der Gewindeschneidparameter; Anwendung der Gewindeschneidmethode mit CNC-gestütztem Niedriggeschwindigkeitsvorschub und manueller Unterstützung zur präzisen Kraftsteuerung und Vermeidung von Gewindebohrerbruch; Durchführung einer 100%igen Prüfung nach der Bearbeitung mit Mikro-Gewindelehren, um ein gleichmäßiges Gewindeprofil und eine qualifizierte Passgenauigkeit sicherzustellen.
- Lösung für oberflächenfehlerfreie Bearbeitung : Oberflächenfehler an kaltgepressten Rohlingen werden fein geschliffen, um die Kaltverfestigungsschicht zu erhalten. Für die Präzisionsbearbeitung von Aluminiumlegierungen werden speziell beschichtete Mikro-Werkzeuge verwendet. In Kombination mit umweltfreundlichem Kühlschmierstoff wird eine kontinuierliche Kühlung und Schmierung gewährleistet, um Werkzeughaftung und Aufbauschneiden zu reduzieren. Feine Strukturen werden schichtweise bearbeitet, um die Beschädigung der Oberfläche durch die Schnittkraft zu minimieren. Die Oberflächenrauheit wird nach der Bearbeitung Stück für Stück mit einem Rauheitsmessgerät geprüft, um die Einhaltung der Konstruktionsvorgaben sicherzustellen.
- Lösung zur Feinentgratung von Mikrostrukturen : Es wird ein abgestufter Entgratungsprozess entwickelt. Zunächst wird eine Grundentgratung mit einem Mikro-Ultraschall-Entgratungsgerät durchgeführt. Anschließend bearbeiten erfahrene Techniker die schwer zugänglichen Stellen manuell mit Mikroschleifwerkzeugen unter Verwendung von Vergrößerungsgläsern. Nach dem Schleifen wird eine vollständige Inspektion durchgeführt, um sicherzustellen, dass keine Gratreste vorhanden sind und gleichzeitig Oberflächenkratzer und strukturelle Verformungen vermieden werden.
- Lösung zur Kontrolle der Passgenauigkeit : Festlegung eines speziellen Prüfstandards für Passmaße und Einbeziehung der wichtigsten Passmaße des Blitzableitergehäuses in den Produktprüfumfang; Prüfung der grundlegenden Passmaße der Rohlinge nach dem Kaltfließpressen und Durchführung einer 100%igen Prüfung der Passmaße mit einer Koordinatenmessmaschine nach der Präzisionsbearbeitung; Durchführung einer physischen Montageprüfung nach Abschluss der Erstteilbearbeitung und Beginn der Serienproduktion erst nach Bestätigung der exakten Passung mit dem Gehäuse, um die Passgenauigkeit während des gesamten Prozesses zu kontrollieren.
5. Unsere Vorteile in der Bearbeitung und Qualitätssicherung
- Vorteil des Verbundverfahrens : Unser Werk verfügt über ein ausgereiftes Verbundverfahren aus Kaltfließpressen von Aluminiumlegierungen und Mikropräzisionsbearbeitung . Das Kaltfließpressen ermöglicht die integrierte Formgebung des Produktkörpers, verbessert die Strukturkompaktheit und Festigkeit, reduziert den Zerspanungsaufwand und steigert die Produktionseffizienz. Die hochpräzise Bearbeitung gewährleistet Maßgenauigkeit und Oberflächenqualität und sorgt für ein ausgewogenes Verhältnis zwischen Produktleistung und Anpassungsfähigkeit. Dies ist der Kernvorteil bei der Bearbeitung von nicht standardisierten, hochpräzisen Mikrostrukturteilen.
- Ausstattung und Werkzeugvorteile : Wir verfügen über einen kompletten Maschinenpark für die Bearbeitung von Bauteilen, darunter hochpräzise Mikro-Kaltextrusionsmaschinen, hochpräzise CNC-Bearbeitungszentren und Mikrobohr- und Gewindeschneidzentren sowie Präzisionsmessgeräte wie Koordinatenmessgeräte. Die Positioniergenauigkeit unserer Anlagen beträgt 0,005 mm und eignet sich somit für die Bearbeitung von Mikrobauteilen. Unser professionelles Werkzeugkonstruktionsteam kann Kaltextrusionswerkzeuge schnell anpassen und modifizieren, um sie präzise an die sich ändernden Produktstrukturen anzupassen.
- Vorteil der kombinierten Fertigung : Unsere Fabrik kann die Kernkomponenten wie Blitzableitergehäuse und passende Elektroden gleichzeitig bearbeiten, die Kontrolle über die Kaltfließpressung und die Präzisionsbearbeitungsgenauigkeit des gesamten Komponentensatzes vereinheitlichen, die Anpassungsfähigkeit jeder einzelnen Komponente vom Ursprung des Prozesses an sicherstellen, die Kosten der Zusammenarbeit des Kunden mit mehreren Herstellern reduzieren und die Montageeffizienz und Stabilität des gesamten Blitzableitersystems verbessern.
- Vorteil der durchgängigen Qualitätskontrolle : Wir haben ein spezielles Qualitätskontrollsystem für Kaltfließpressen und Präzisionsbearbeitung etabliert. Von der Wareneingangsprüfung der Rohmaterialien über die 100%ige Prüfung der kaltfließgepressten Rohlinge bis hin zur Erststückprüfung, der Stichprobenkontrolle während der Präzisionsbearbeitung und schließlich der Endkontrolle und Montageprüfung des fertigen Produkts wird jeder Schritt detailliert dokumentiert. Alle Produkte werden mit Prüfberichten versehen, um sicherzustellen, dass 100 % der ausgelieferten Produkte frei von Verarbeitungsfehlern und Maßabweichungen sind.
- Kundenspezifischer Servicevorteil : Als professioneller Hersteller von kundenspezifischen Präzisionsbearbeitungsteilen können wir die Kaltfließpresswerkzeuge und Präzisionsbearbeitungsprozesse flexibel an die Gesamtkonstruktionsanforderungen der Blitzableiter unserer Kunden anpassen und schnell auf Konstruktionsänderungen reagieren. Gleichzeitig bieten wir unseren Kunden professionelle Vorschläge zur Optimierung der Produktstruktur und zur Verbesserung der Passgenauigkeit, um die Leistung der gesamten Blitzschutzanlage zu steigern.
Dank der Vorteile des kombinierten Verfahrens aus Kaltfließpressen und Präzisionsbearbeitung, eines umfassenden Qualitätskontrollsystems und langjähriger Erfahrung in der Fertigung von Passteilen fertigt unser Werk diese Blitzableiter-Passelektroden hochpräzise und in höchster Qualität gemäß den Konstruktionsvorgaben. Wir kontrollieren jeden Bearbeitungsschritt und gewährleisten so die strukturelle Festigkeit, Oberflächenqualität und Passgenauigkeit des Produkts sowie eine perfekte Passform mit dem Blitzableitergehäuse. Damit bieten wir eine stabile und zuverlässige Lösung für die präzisen Passteile von Blitzableitern für 4G-Signalstationen.
Tel.: +86 187 5714 8656
E-Mail: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Website: https://www.cncliq.com/
E-Mail: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Website: https://www.cncliq.com/
