Produktbeschreibung
| Ding | beschreiben |
| Design/Größe | Nach Kundenzeichnungen oder Mustern |
| Material |
Aluminium: 6061, 6063, 6082, 7075, 5052, A380 usw. Edelstahl: SS201, SS301, SS303, SS304, (SS304 lebensmittelecht), SS316, SS316L, SUS430, SS416 Stahl: niedriggekohlter Stahl, Kohlenstoffstahl, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Legierter Stahl (15Cr, 20Cr, 42CrMo) usw. Messing: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 usw. Kupfer, Bronze, Kupfer usw. Titan: TC4 (TiAl6v4, Güteklasse f5) Kunststoff: ABS, PC, PE, POM, Delrin, Nylon, Kunststoff, PP, PEI, PEEK usw. |
| Verfahren | CNC-Bearbeitung, Drehen, Fräsen, Stanzen, Drehen, Schneiden usw. |
| Lieferzeit | Die Anfertigung von Mustern dauert in der Regel 3-7 Werktage, die Massenproduktion erfolgt nach Freigabe des Musters entsprechend der vereinbarten Menge. |
| Oberflächenbehandlung | Transparente Anodisierung, Farbanodisierung, chemische Beschichtung, Bürsten, Passivierung, Polieren, Verchromen, Sandstrahlen, Lasergravur, Verzinken, Brünieren, Vernickeln, Verchromen, Aufkohlen, Wärmebehandlung, Lackieren |
| Prüfgeräte | Koordinatenmessmaschine (KMM), 2D-Messinstrument, Projektor, Höhenmesser, Mikrometer, Gewindelehre, Härteprüfgerät, Messschieber, Stiftlehre, Salzsprühnebelprüfgerät, Konzentrizitätsmessgerät, Spektrometer. |
| Qualitätsmanagementsystem |
ISO 9001:2015 ISO 13485:2016 |
| Anwendung | Autoteile, Maschinenteile, Computerteile, medizinische Teile, Haushaltsgeräteteile, elektrische Teile, Elektronikprodukte, elektronische Teile, Generatorteile, Lichtmaschinenteile, Generatorteile, Bürobedarf, Leistungsschalter, Mikroschalter, Baubedarf, Handelswaren und AV-Geräte. |
| Dateiformat | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paket | Innenbeutel aus Plastik, Außenkarton nach Standardstandard oder gemäß Kundenwunsch |
| Versand | Seefracht, Luftfracht, internationaler Expressversand (DHL, FedEx, TNT, UPS). |
| Aufschlag | Das professionelle Außenhandelsteam bietet engagierten und schnellen Service. Maßprüfbericht/Rohstoffzertifikat/Oberflächenbehandlungsbericht/Technische Zeichnung RoHS-Bericht/Salzsprühtestbericht/Härtetestbericht |
Einführung in die Verarbeitung von Blitzableitergehäusen für 4G-Signalstationen
Dieses Produkt ist ein kundenspezifisches Gehäuse für die Kernkomponente von Blitzableitern an 4G-Signalstationen. Es handelt sich um ein nicht standardmäßiges, präzisionsgefertigtes Bauteil, das speziell für Blitzschutzvorrichtungen an 4G-Signalstationen im Außenbereich entwickelt wurde und höchste Anforderungen an Strukturgenauigkeit, Materialeigenschaften und Oberflächentechnik stellt. Unsere Fertigung kombiniert Kaltfließpressen mit Präzisionsbearbeitung und nutzt ausgereifte Technologien für die Fertigung von Sonderanfertigungen sowie ein umfassendes Qualitätskontrollsystem. Dadurch können wir die kundenspezifische Serienproduktion dieses Produkts perfekt realisieren und ein optimales Verhältnis zwischen Stabilität und Bearbeitungsgenauigkeit gewährleisten.
1. Kernproduktparameter und Designmerkmale
- Basismaterial : Es wird die Aluminiumlegierung 6061-T6 verwendet, die sich durch hohe Festigkeit, ausgezeichnete Korrosionsbeständigkeit sowie hervorragende Kaltfließfähigkeit und Bearbeitbarkeit auszeichnet. Dadurch eignet sie sich für die anspruchsvollen Einsatzbedingungen von 4G-Außenstationen und widersteht effektiv Wind, Regen, Temperaturschwankungen und anderen äußeren Einflüssen. Die Kaltfließpressung verbessert zudem die Oberflächenhärte und die strukturelle Kompaktheit des Basismaterials und gewährleistet so die Stabilität des Blitzableiters.
- Oberflächentechnologie : Die Oberfläche ist feinbearbeitet und weist eine Oberflächenrauheit von Ra 1,5–3,5 µm auf. Eine Lackierung ist nicht erforderlich. Die Oberfläche muss frei von Ölflecken, Graten, Absplitterungen, Dellen und anderen Bearbeitungsfehlern sein. Dies gewährleistet nicht nur die präzise Optik des Produkts, sondern verhindert auch, dass die Lackschicht die Leitfähigkeit und Wärmeableitung des Blitzableiters beeinträchtigt. Die durch Kaltfließpressen erzeugte Grundfläche bildet zudem eine optimale Basis für die nachfolgende Präzisionsbearbeitung.
- Konstruktionsdesign : Das Produkt verfügt über eine integrierte Präzisionsstruktur mit vorgesehenen Nuten, Fasen, Gewindebohrungen (5/16-18 Whitworth-Gewinde) und weiteren Merkmalen. Viele Teile sind symmetrisch gestaltet und weisen mehrfach zweiteilige Strukturmerkmale auf. Alle Oberflächen verlaufen parallel zur Bezugsebene A und weisen eine starke strukturelle Korrelation auf. Die integrierte Formgebung des Hauptrohlings erfolgt durch Kaltfließpressen anstelle des herkömmlichen Zuschnitts. Dadurch entsteht ein typisches, nicht standardisiertes Strukturbauteil, das durch hochpräzises Kaltfließpressen und Feinbearbeitung entsteht und sich optimal an die Anforderungen der modularen Montage von Blitzableitern anpasst.
- Versionsspezifikation : Die aktuelle Produktionsversion wurde nach mehreren Designiterationen optimiert, darunter das Hinzufügen und Anfasen von Nuten sowie die Optimierung der Maßtoleranzen. Parallel dazu wurden in unserem Werk die Kaltfließpresswerkzeuge und die Präzisionsbearbeitung modernisiert, um die Produktstruktur und -präzision besser an die tatsächlichen Anwendungsszenarien von 4G-Signalstationen anzupassen.
2. Kernbearbeitungsprozessablauf
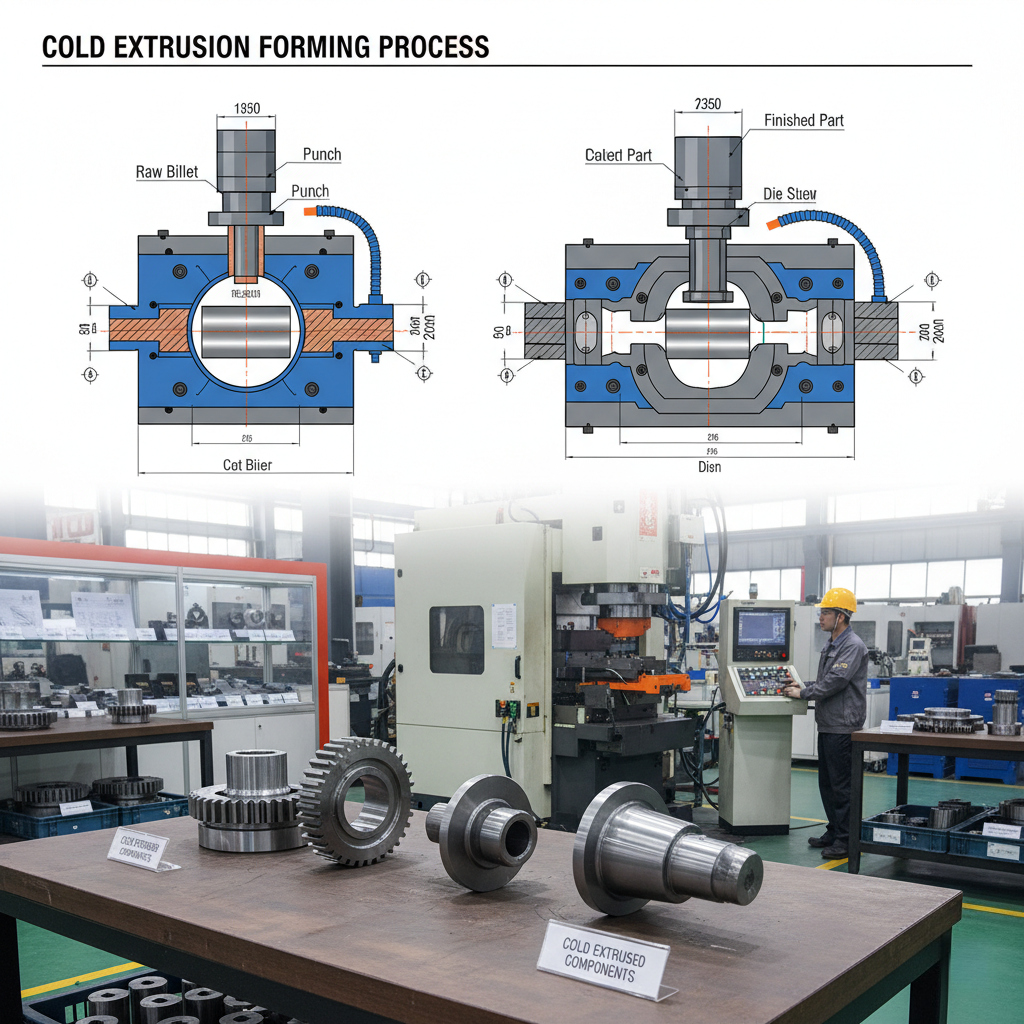
Unter Berücksichtigung der strukturellen Merkmale des Produkts, der Präzisionsanforderungen und der Materialeigenschaften der Aluminiumlegierung 6061-T6 verwendet unser Werk ein kombiniertes Verfahren aus Kaltfließpressen und Präzisionsbearbeitung in einem Stück , wobei die Vorgaben der Dreiwinkelprojektionszeichnung während des gesamten Prozesses eingehalten werden. Der Kernprozess ist wie folgt:
- Rohmaterialvorbehandlung : Auswahl von qualifizierten Aluminiumlegierungsstangen 6061-T6, Richten und Ablängen sowie Entfernen der Oxidschicht und von Oberflächenfehlern; Durchführung von Weichglühen, Oberflächenphosphatierung und Verseifung des Rohlings zur Verbesserung der Kaltfließformbarkeit, Reduzierung des Werkzeugverschleißes und Sicherstellung der Strukturkonsistenz; abschließende Reinigung von Ölflecken.
- Kaltfließpressen : Mithilfe eines kundenspezifischen, hochpräzisen Kaltfließpresswerkzeugs wird der Rohling des Produkts in einem Arbeitsgang auf einer speziellen Kaltfließpresse geformt. Dabei werden die Grundkontur, der Hohlraum, die symmetrische Struktur und weitere Kernmerkmale des Gehäuses extrudiert, um eine kompakte Struktur und gleichmäßige Wandstärke zu gewährleisten. Auf der Oberfläche des Grundmaterials bildet sich eine Kaltverfestigungsschicht, die die Gesamtfestigkeit und Verschleißfestigkeit des Produkts verbessert. Dadurch werden zahlreiche Schruppbearbeitungsprozesse ersetzt und die Produktionseffizienz deutlich gesteigert.
- Nachbehandlung des Rohlings : Führen Sie eine Spannungsarmglühung am kaltfließgepressten Rohling durch, um innere Spannungen zu beseitigen und Verformungen bei der nachfolgenden Präzisionsbearbeitung zu verhindern; führen Sie Oberflächenschleifen durch, um Grate und Nähte vom Strangpressprofil zu entfernen, und trimmen Sie die Bezugsebene, um eine präzise Klemmung und Positionierung zu gewährleisten.
- CNC-Fräsen Präzisionsbearbeitung : Der kaltgepresste Rohling wird in ein hochpräzises CNC-Bearbeitungszentrum eingespannt. Die beschnittene Bezugsebene dient als Positionierungsbezugspunkt für die Präzisionsbearbeitung der Kernbezugsebene. Anschließend wird das Feinfräsen von kaltgepressten Schlitzen, Außenkonturen, Nuten und anderen Strukturen durchgeführt, um eine präzise Kontrolle der Ebenenparallelität zu erreichen und die Abmessungen aller Strukturmerkmale zu verfeinern.
- Bohrungssystem & Gewindebearbeitung : Präzisionsbohren von Durchgangslöchern und Senkbohrungen mit einer CNC-Bohrmaschine, anschließend Gewindeschneiden. Präzises Anfasen der Bohrungsöffnungen im 45°-Winkel vor dem Gewindeschneiden, um Risse am Gewindescheitel zu vermeiden und eine präzise Gewindepassung zu gewährleisten.
- Präzisionsfasen und Feinentgraten : An allen scharfen Kanten wie Schlitzen, Bohrungen und Außenkanten werden kundenspezifische Fasen angebracht. Anschließend erfolgt ein Feinentgraten mit mechanischen und manuellen Methoden, um Späne und feine Grate zu entfernen. Dadurch wird sichergestellt, dass keine scharfen Kanten vorhanden sind und die Anforderungen an die Montage- und Gebrauchssicherheit erfüllt werden.
- Prüfung der Maß- und Geometriegenauigkeit : Zur Prüfung der Parallelität der Bezugsebenen, der Positionsgenauigkeit der Struktur und der Oberflächenrauheit werden Koordinatenmessgeräte, Messuhren, Rauheitsmessgeräte und andere Präzisionsprüfgeräte eingesetzt. Der Schwerpunkt liegt auf der Überprüfung der Maßkonsistenz nach dem Kaltfließpressen und der Präzisionsbearbeitung, um die Einhaltung der Konstruktionsvorgaben sicherzustellen.
- Endkontrolle & Reinigungsverpackung : Nach Abschluss aller Bearbeitungsschritte wird eine abschließende Sichtprüfung sowie eine Überprüfung der Abmessungen durchgeführt. Ölflecken und Absplitterungen werden mit einem speziellen Reinigungsmittel entfernt. Anschließend erfolgt eine Ultraschallreinigung mit anschließender Vakuumtrocknung. Zum Schluss wird eine kratzfeste Verpackung verwendet, um sicherzustellen, dass das Produkt beim Transport vor Folgeschäden geschützt ist.
3. Hauptschwierigkeiten bei der Bearbeitung
Als nicht standardmäßiges Präzisionsbearbeitungsteil für Blitzableiter von 4G-Signalstationen, in Kombination mit den Eigenschaften der Kaltfließpressung + Präzisionsbearbeitung und den Anforderungen an die Produktkonstruktion, ergeben sich folgende Hauptschwierigkeiten bei der Bearbeitung:
- Steuerung der Kaltfließpressung : Das Produkt weist symmetrische Merkmale und präzise Kavitäten auf, was eine extrem hohe Werkzeugkavitätenkonstruktion und Maßgenauigkeit erfordert. Probleme wie Werkzeugverschleiß, unzureichende Rohlingsfüllung und ungleichmäßige Wandstärke können auftreten. Die Aluminiumlegierung 6061-T6 verformt sich beim Kaltfließpressen leicht, wodurch die Maßhaltigkeit des Rohlings schwer zu gewährleisten ist. Dies beeinträchtigt die Effizienz und Präzision der nachfolgenden Feinbearbeitung.
- Bezugsebenenvereinheitlichung & Kontrolle der geometrischen Genauigkeit : Alle Produktoberflächen müssen parallel zur Bezugsebene A verlaufen. Geringfügige Verformungen von kaltgepressten Rohlingen können beim Spannen und Positionieren zu Bezugsebenenversätzen führen; Werkzeugverschleiß und Spannfehler beim nachfolgenden Fräsen beeinträchtigen ebenfalls die geometrische Genauigkeit, was strenge Anforderungen an die prozessweite Kontrolle der Bezugsebenenvereinheitlichung stellt.
- Anpassungsfähigkeit an die Whitworth-Gewindebearbeitung : Das Produkt verwendet ein 5/16-18 Whitworth-Gewinde, das sich in Profil und Steigung von herkömmlichen metrischen Gewinden unterscheidet. Herkömmliche Gewindeschneidwerkzeuge sind nicht geeignet, was zu unregelmäßigen Gewindeprofilen und zu großem Passungsspiel führt.
- Oberflächenrauheit und fehlerfreie Bearbeitung : Die fein bearbeitete Oberfläche erfordert eine Rauheit von Ra 1,5–3,5 µm und darf keine Grate, Ausbrüche oder Dellen aufweisen. Aluminiumlegierungen besitzen eine gute Plastizität, wodurch es bei der Präzisionsbearbeitung leicht zu Werkzeughaftung und Aufbauschneiden kommen kann, was Oberflächenkratzer verursacht. Oberflächenfehler von kaltgepressten Rohlingen werden nach der Präzisionsbearbeitung verstärkt, wodurch es schwierig wird, eine gleichmäßige Rauheit zu gewährleisten.
- Sauberkeit der unlackierten Oberfläche und Schutz der Kaltfließschicht : Da die Produktoberfläche ohne Lackierung direkt im Einsatz ist, müssen Ölflecken und Rückstände von Schneidflüssigkeiten während der Bearbeitung vollständig entfernt werden; die durch Kaltfließpressen gebildete Oberflächenhärtungsschicht kann durch unsachgemäßes Schleifen und Bearbeiten leicht beschädigt werden, was die strukturelle Festigkeit des Produkts beeinträchtigt.
- Prozessanpassung nach Designiterationen : Mehrere Produktänderungen erfordern eine synchrone Optimierung der Präzisionsbearbeitung und der Kaltfließpresswerkzeugstruktur. Der Zyklus für Werkzeugmodifikation und -inbetriebnahme ist kurz bei gleichzeitig hohen Präzisionsanforderungen, was die Prozessanpassung erheblich erschwert.
4. Gezielte Prozesslösungen
Angesichts der oben genannten Bearbeitungsschwierigkeiten hat unser Werk, gestützt auf jahrelange Erfahrung mit der nicht standardisierten Bearbeitung von Aluminiumlegierungen in den Bereichen Kaltfließpressen und Präzisionsbearbeitung, exklusive Lösungen entwickelt, um die Bearbeitungsqualität in Bezug auf Werkzeug, Prozess, Ausrüstung und Inspektion sicherzustellen:
- Steuerung der Kaltfließpressung : Anfertigung hochpräziser Hartmetall-Kaltfließpresswerkzeuge , Optimierung des Werkzeugkavitäten-Angussdesigns zur Gewährleistung einer vollständigen Rohlingsfüllung; Polieren und Nitrieren der Werkzeugoberfläche zur Verbesserung der Verschleißfestigkeit und Lebensdauer; präzise Steuerung von Fließgeschwindigkeit, Druck und anderen Prozessparametern sowie Phosphatierung und Verseifungsschmierung zur Reibungsreduzierung; 100%ige Sicht- und Maßprüfung der Fließrohlinge, Aussortieren fehlerhafter Rohlinge zur Sicherstellung der Formqualität von Anfang an.
- Garantie der Bezugsgenauigkeit : Durchführung von Präzisionsfräs- und -beschnittarbeiten an der Bezugsebene von kaltgepressten Rohlingen zur Festlegung einer einheitlichen Vorpositionierungsbezugsebene; Verwendung integrierter Spannvorrichtungen zur Positionierung in der Präzisionsbearbeitung, Anfertigung hochpräziser Spezialvorrichtungen zur genauen Anpassung der Bezugsebene an den Arbeitstisch des Bearbeitungszentrums und Reduzierung von Spannverformungen durch Vakuumadsorption + doppelte Druckplattenklemmung; regelmäßige Erkennung und Kompensation des Werkzeugverschleißes und erneute Überprüfung der Bezugsebenengenauigkeit nach jeweils 5 bearbeiteten Teilen, um eine durchgängige Bezugsebenenvereinheitlichung zu gewährleisten.
- Whitworth-Gewindebearbeitung : Anfertigung von Spezialgewindebohrern und Bohrwerkzeugen für das 5/16-18 Whitworth-Gewinde, Optimierung der Gewindeschneidprozessparameter (Reduzierung der Drehzahl, Verbesserung der Vorschubgleichmäßigkeit) und präzises Anfasen der Bohrungsöffnungen vor dem Gewindeschneiden, um einen reibungslosen Gewindeeinlauf zu gewährleisten; Durchführung einer 100%igen Prüfung mit speziellen Gewindelehrdornen nach der Bearbeitung, um ein qualifiziertes Gewindeprofil und eine hohe Passgenauigkeit sicherzustellen.
- Oberflächenqualitätskontrolle : Kaltfließgepresste Rohlinge werden fein geschliffen, um Oberflächenfehler zu entfernen und die Kaltverfestigungsschicht zu erhalten. Für die Präzisionsbearbeitung von Aluminiumlegierungen werden speziell beschichtete Werkzeuge ausgewählt, um die Werkzeughaftung zu reduzieren. Die Schnittparameter beim Fräsen und Bohren (Hochgeschwindigkeits- und Niedrigvorschubverfahren) werden optimiert, um Aufbauschneiden zu vermeiden. Anschließend erfolgt ein grundlegendes Entgraten mit einem Ultraschall-Entgratungsgerät, gefolgt von einem manuellen Feinschleifen durch erfahrene Techniker. Abschließend wird die Oberflächenrauheit Stück für Stück mit einem Rauheitsmessgerät geprüft, um sicherzustellen, dass der Ra-Wert innerhalb des vorgegebenen Bereichs liegt.
- Reinigung der unlackierten Oberfläche und Schutz der Härteschicht : Bei der Kaltfließpressung und Präzisionsbearbeitung wird ein spezielles umweltfreundliches Kühlschmierstoff verwendet, um Ölrückstände zu reduzieren. Nach der Bearbeitung erfolgt eine Hochdruck-Sprühreinigung und eine Ultraschall-Tiefenreinigung, anschließend wird mit Druckluft und Vakuum getrocknet. Bei allen nachfolgenden Arbeitsgängen sind staubfreie Handschuhe zu tragen, um Fingerabdrücke zu vermeiden. Zum Schutz der Kaltfließpress-Härtungsschicht werden feinkörnige Schleifmittel für leichtes Schleifen verwendet.
- Prozessanpassung nach Designiteration : Ein spezielles Team aus Werkzeugingenieuren, Verfahrenstechnikern und CNC-Programmierern wird zusammengestellt, um die Designänderungspunkte einzeln zu analysieren, die Kernkavitätenstruktur des Kaltfließpresswerkzeugs schnell anzupassen und das CNC-Bearbeitungsprogramm neu zu kompilieren sowie den Präzisionsbearbeitungspfad synchron zu optimieren; nach der Werkzeuginbetriebnahme und der Probebearbeitung des ersten Teils wird eine vollständige Maßprüfung durchgeführt, und die Serienproduktion wird erst nach der Qualifizierung des ersten Teils gestartet, um sicherzustellen, dass Werkzeug und Prozess vollständig auf das neueste Design abgestimmt sind.
5. Unsere Vorteile in der Bearbeitung und Qualitätssicherung
- Vorteil durch kombiniertes Verfahren : Unser Werk verfügt über ein ausgereiftes, kombiniertes Verfahren zur Kaltfließpressung von Aluminiumlegierungen mit Präzisionsbearbeitung . Die Kaltfließpressung ermöglicht die integrierte Formgebung des Produktkörpers, wodurch die strukturelle Kompaktheit und Festigkeit verbessert, der Bearbeitungsaufwand reduziert und die Produktionseffizienz gesteigert wird. Die Präzisionsbearbeitung gewährleistet die Maßgenauigkeit und Oberflächenqualität des Produkts und sorgt so für ein optimales Verhältnis zwischen Produktleistung und Bearbeitungsgenauigkeit. Dies ist der entscheidende Vorteil bei der Bearbeitung von nicht standardisierten Aluminiumlegierungs-Strukturteilen für Kommunikationsgeräte.
- Ausstattungsvorteil : Wir verfügen über spezielle, hochpräzise Kaltfließpressen, kundenspezifische Werkzeugmaschinen für die Kaltfließpressung sowie über einen kompletten Satz an Präzisionsbearbeitungs- und Prüfgeräten, darunter hochpräzise CNC-Bearbeitungszentren, Koordinatenmessgeräte, Ultraschall-Entgratungsgeräte und Oberflächenrauheitsmessgeräte. Die Genauigkeit unserer Anlagen erreicht bis zu 0,005 mm und erfüllt somit alle Anforderungen an die Kaltfließpressung sowie an die Präzisionsbearbeitung und -prüfung.
- Vorteil bei Werkzeugkonstruktion und -bearbeitung : Wir verfügen über ein professionelles Team für Werkzeugkonstruktion und -bearbeitung, das Kaltfließpresswerkzeuge schnell anpassen und modifizieren kann, um sich an Produktentwicklungsänderungen anzupassen; mit jahrelanger Erfahrung in der Kaltfließpressung und Präzisionsbearbeitung der Aluminiumlegierung 6061-T6 verfügen wir über ausgereifte Prozessschemata für die Whitworth-Gewindebearbeitung und die Kontrolle der geometrischen Genauigkeit und können schnell auf die kundenspezifischen Anforderungen an 4G-Signalstations-Tragteile reagieren.
- Qualitätsmanagement-Vorteil : Wir haben ein umfassendes Qualitätsmanagementsystem für die Kaltfließpressung und Präzisionsbearbeitung etabliert. Von der Wareneingangsprüfung der Rohmaterialien über die 100%ige Prüfung der kaltfließgepressten Rohlinge bis hin zur Erststückprüfung, der Stichprobenkontrolle während der Präzisionsbearbeitung und der abschließenden Endkontrolle des fertigen Produkts wird jeder Schritt detailliert dokumentiert und jedem Produkt ein Prüfbericht beigefügt. Wir halten uns strikt an die Konstruktionsvorgaben, um sicherzustellen, dass das Produkt frei von Verarbeitungsfehlern und Ölflecken ist und die Kaltfließhärtungsschicht intakt ist.
- Kundenspezifischer Servicevorteil : Als spezialisierter Hersteller von kundenspezifischen Präzisionsbearbeitungsteilen optimieren wir schnell und flexibel die Kaltfließpresswerkzeuge und Präzisionsbearbeitungsprozesse gemäß den Designänderungen und Produktionsanforderungen unserer Kunden und passen den Produktionsplan entsprechend an. Darüber hinaus bieten wir professionelle Beratung zur Optimierung der Produktstruktur und Prozessverbesserung, um die Leistungsfähigkeit von Blitzschutzsystemen für 4G-Signalstationen weiter zu steigern.
Durch die Kombination von Kaltfließpressen und Präzisionsbearbeitung fertigt unser Werk dieses Blitzableitergehäuse hochpräzise und in höchster Qualität gemäß den Konstruktionsvorgaben. Dabei gewährleisten wir eine durchgängige Produktionskontrolle. Wir sichern nicht nur die strukturelle Festigkeit und die für 4G-Signalstationen geeignete Leistung im Außeneinsatz, sondern erfüllen auch die Maßanforderungen für die präzise Montage. So ist das Produkt optimal für die Montage und den Außeneinsatz von Blitzableitern in 4G-Signalstationen geeignet und bietet unseren Kunden stabile und zuverlässige Lösungen für kundenspezifische Präzisionsbearbeitung.
Tel.: +86 187 5714 8656
E-Mail: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Website: https://www.cncliq.com/




