Produktbeschreibung
| Ding | beschreiben |
| Design/Größe | Nach Kundenzeichnungen oder Mustern |
| Material |
Aluminium: 6061, 6063, 6082, 7075, 5052, A380 usw. Edelstahl: SS201, SS301, SS303, SS304, (SS304 lebensmittelecht), SS316, SS316L, SUS430, SS416 Stahl: niedriggekohlter Stahl, Kohlenstoffstahl, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Legierter Stahl (15Cr, 20Cr, 42CrMo) usw. Messing: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 usw. Kupfer, Bronze, Kupfer usw. Titan: TC4 (TiAl6v4, Güteklasse f5) Kunststoff: ABS, PC, PE, POM, Delrin, Nylon, Kunststoff, PP, PEI, PEEK usw. |
| Verfahren | CNC-Bearbeitung, Drehen, Fräsen, Stanzen, Drehen, Schneiden usw. |
| Lieferzeit | Die Anfertigung von Mustern dauert in der Regel 3-7 Werktage, die Massenproduktion erfolgt nach Freigabe des Musters entsprechend der vereinbarten Menge. |
| Oberflächenbehandlung | Transparente Anodisierung, Farbanodisierung, chemische Beschichtung, Bürsten, Passivierung, Polieren, Verchromen, Sandstrahlen, Lasergravur, Verzinken, Brünieren, Vernickeln, Verchromen, Aufkohlen, Wärmebehandlung, Lackieren |
| Prüfgeräte | Koordinatenmessmaschine (KMM), 2D-Messinstrument, Projektor, Höhenmesser, Mikrometer, Gewindelehre, Härteprüfgerät, Messschieber, Stiftlehre, Salzsprühnebelprüfgerät, Konzentrizitätsmessgerät, Spektrometer. |
| Qualitätsmanagementsystem |
ISO 9001:2015 ISO 13485:2016 |
| Anwendung | Autoteile, Maschinenteile, Computerteile, medizinische Teile, Haushaltsgeräteteile, elektrische Teile, Elektronikprodukte, elektronische Teile, Generatorteile, Lichtmaschinenteile, Schreibwaren, Netzschalter, Mikroschalter, Bauprodukte, Handelswaren und AV-Geräte. |
| Dateiformat | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paket | Innenbeutel aus Plastik, Außenkarton nach Standardstandard oder gemäß Kundenwunsch |
| Versand | Seefracht, Luftfracht, internationaler Expressversand (DHL, FedEx, TNT, UPS). |
| Aufschlag | Das professionelle Außenhandelsteam bietet engagierten und schnellen Service. Maßprüfbericht/Rohstoffzertifikat/Oberflächenbehandlungsbericht/Technische Zeichnung RoHS-Bericht/Salzsprühtestbericht/Härtetestbericht |
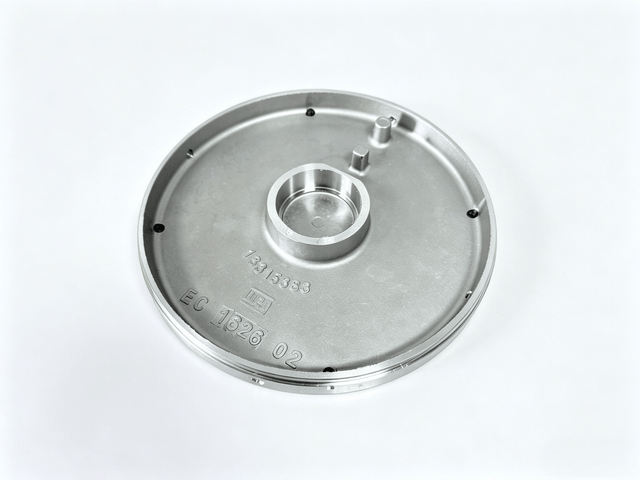
Motor-Hinterdeckel – Guss & Präzisionsbearbeitung
Produkteinführung
Dies ist ein hinterer Deckel aus Aluminiumguss für Elektromotoren – ein wichtiges Bauteil für Stabilität, Abdichtung, Positionierung und Wärmeableitung. Gefertigt im Präzisionsgussverfahren mit anschließender Wärmebehandlung , bietet er hohe Festigkeit, Formstabilität und hervorragende Wärmeableitung. Die sandgestrahlte Oberfläche sorgt für ein gleichmäßiges, fehlerfreies Finish. Die kritischen Maße werden für eine zuverlässige Motormontage präzise kontrolliert.
Herstellungsprozess
- Präzisionsguss Geformt nach Endform mit gleichmäßiger Wandstärke, wodurch Lunker, Sandeinschlüsse und Grate vermieden werden.
- Komplette Anti-Aging-Behandlung Reduziert Spannungen beim Gießen und verbessert die langfristige Dimensionsstabilität.
- Leerprüfung Vollständige Prüfung von Aussehen, Gussqualität und Bearbeitungsmaterial.
- Referenzaufbau & Vorrichtung Präzisionsvorrichtungen basierend auf Gussbezugspunkten zur Sicherstellung der Ausrichtung.
- Vorbearbeitung → Halbfertigbearbeitung → Fertigbearbeitung Progressives Schneiden zur Erzielung von Konturen, Nuten, Abrundungen und Fasen.
- Entgraten & Oberflächenbearbeitung Schonendes Entgraten + standardisiertes Sandstrahlen.
- Vollständige Maßprüfung 100%ige Prüfung der kritischen und symmetrischen Abmessungen.
- Geschützte Verpackung & Lieferung
Wichtigste Herausforderungen in der Fertigung
- Unwuchtiges Gussmaterial und Teileverformung Gussabweichungen beeinflussen die Positionierung und die Dimensionsstabilität.
- Null Toleranz für Gussfehler Defekte verursachen Geräusche, Leckagen oder vorzeitigen Lagerausfall.
- Enge Entformungswinkel und tiefe Rillen Neigt zu Verformungen und ungleichmäßigen Abmessungen.
- Hohe Anforderungen an Konzentrizität und Symmetrie Wirkt sich direkt auf Motorvibrationen, Geräuschentwicklung und Lebensdauer aus.
- Gleichmäßige Oberflächenbeschaffenheit Ungleichmäßiges Sandstrahlen verschlechtert das Erscheinungsbild und die Wärmeableitung.
Unsere Lösungen
- Gussstabilität Optimierte Anguss- und Formgebung; 100%ige Rohlingssortierung; adaptive CNC-Programmierung.
- Fehlerkontrolle Strenge Gießereivorschriften + Wareneingangskontrolle zur Aussortierung fehlerhafter Teile.
- Präzisionsbearbeitung Hochpräzise CNC-Bearbeitung, spezielle Fräser, geringe Schnitttiefen, hohe Drehzahlen und prozessbegleitende Kompensation.
- Montagegenauigkeit Bearbeitung kritischer Oberflächen in einer einzigen Aufspannung; Überprüfung der Symmetrie der Abmessungen.
- Oberflächenbeschaffenheit Standardisierte Sandstrahlparameter für gleichbleibende Qualität.
Unsere Vorteile
- Komplettservice für Guss und Präzisionsbearbeitung
- Spezialisiert auf Motorkomponenten, versteht Montageanforderungen
- Qualitätskontrolle im gesamten Prozess, stabile Abmessungen, niedrige Ausschussquote
- Unterstützt Kleinserien, Mehrfachprodukte und kundenspezifische Fertigung
- Zuverlässige Lieferzeiten, die mit den Motorenmontageplänen übereinstimmen