


Produktbeschreibung
| Ding | beschreiben |
| Design/Größe | Nach Kundenzeichnungen oder Mustern |
| Material |
Aluminium: 6061, 6063, 6082, 7075, 5052, A380 usw. Edelstahl: SS201, SS301, SS303, SS304, (SS304 lebensmittelecht), SS316, SS316L, SUS430, SS416 Stahl: niedriggekohlter Stahl, Kohlenstoffstahl, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Legierter Stahl (15Cr, 20Cr, 42CrMo) usw. Messing: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 usw. Kupfer, Bronze, Kupfer usw. Titan: TC4 (TiAl6v4, Güteklasse f5) Kunststoff: ABS, PC, PE, POM, Delrin, Nylon, Kunststoff, PP, PEI, PEEK usw. |
| Verfahren | CNC-Bearbeitung, Drehen, Fräsen, Stanzen, Drehen, Schneiden usw. |
| Lieferzeit | Die Anfertigung von Mustern dauert in der Regel 3-7 Werktage, die Massenproduktion erfolgt nach Freigabe des Musters entsprechend der vereinbarten Menge. |
| Oberflächenbehandlung | Transparente Anodisierung, Farbanodisierung, chemische Beschichtung, Bürsten, Passivierung, Polieren, Verchromen, Sandstrahlen, Lasergravur, Verzinken, Brünieren, Vernickeln, Verchromen, Aufkohlen, Wärmebehandlung, Lackieren |
| Prüfgeräte | Koordinatenmessmaschine (KMM), 2D-Messinstrument, Projektor, Höhenmesser, Mikrometer, Gewindelehre, Härteprüfgerät, Messschieber, Stiftlehre, Salzsprühnebelprüfgerät, Konzentrizitätsmessgerät, Spektrometer. |
| Qualitätsmanagementsystem |
ISO 9001:2015 ISO 13485:2016 |
| Anwendung | Autoteile, Maschinenteile, Computerteile, medizinische Teile, Haushaltsgeräteteile, elektrische Teile, Elektronikprodukte, elektronische Teile, Generatorteile, Lichtmaschinenteile, Generatorteile, Bürobedarf, Leistungsschalter, Mikroschalter, Baubedarf, Handelswaren und AV-Geräte. |
| Dateiformat | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paket | Innenbeutel aus Plastik, Außenkarton nach Standardstandard oder gemäß Kundenwunsch |
| Versand | Seefracht, Luftfracht, internationaler Expressversand (DHL, FedEx, TNT, UPS). |
| Aufschlag | Das professionelle Außenhandelsteam bietet engagierten und schnellen Service. Maßprüfbericht/Rohstoffzertifikat/Oberflächenbehandlungsbericht/Technische Zeichnung RoHS-Bericht/Salzsprühtestbericht/Härtetestbericht |
Produkteinführung: Nicht standardisierte Präzisionsguss- und Fertigbearbeitungsteile
1. Produktübersicht
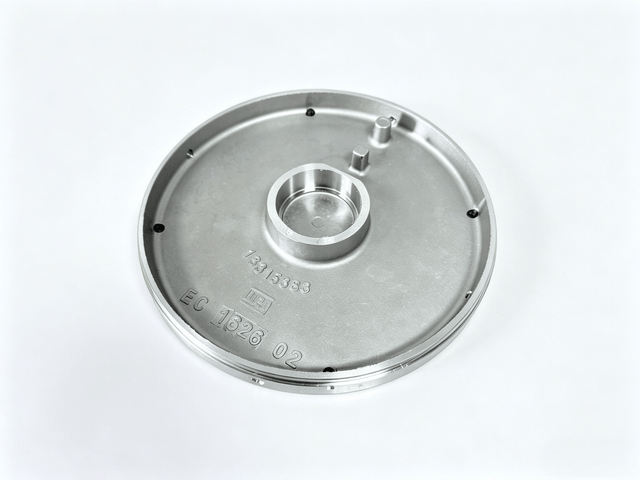
Dieses Produkt ist eine kundenspezifische Komponente, die Edelstahl-Präzisionsguss mit einer Sonderbearbeitung kombiniert . Es besteht aus Edelstahl der Serie 300. Der Rohling wird im Präzisionsgussverfahren hergestellt und anschließend einer vollständigen mechanischen Präzisionsbearbeitung unterzogen. Er dient als präzisionsgefertigtes Kernstück für die Endabdeckung von Industrieanlagen.
Die Produktstruktur umfasst mehrfach geneigte Flächen, gestufte Montageflächen, Dichtflächen, Gewindebohrungen, Positionierungsnuten und Logo-Reliefs. Sie ist ein zentrales Bauteil für die tragende, abdichtende und positionierende Funktion der kompletten Anlagenmontage. Die Konstruktion basiert auf einer technischen Zeichnung im Maßstab 1:5, alle Abmessungen entsprechen dem Millimeterstandard. Das Nettogewicht entspricht dem Bruttogewicht. Dank seiner kompakten Bauweise und komplexen Form eignet es sich ideal für hochwertige Industrieanlagen.
Das Produkt ist durch mehrere CTQ-Maße (kritische Qualitätsmaße) definiert und erfordert daher höchste Ansprüche an Passgenauigkeit, geometrische Toleranzen und Oberflächengüte. Das fertige Teil ist gratfrei und poliert. Logos, Teilenummern und Kavitätsnummern werden im Hochreliefprägeverfahren aufgebracht und entsprechen den internationalen Qualitätsstandards für hochwertige Industriezubehörteile.
2. Produktions- und Bearbeitungsprozess
2.1 Rohlingsprozess: Präzisionsguss
Durch die Anwendung von Edelstahl-Präzisionsgusstechnologie wird der Rohling in einem Stück gefertigt. Die Hauptkontur, der Grundhohlraum und das geneigte Profil werden mit ausreichendem Bearbeitungszuschlag vorgegossen. Im Gießprozess werden Gießtemperatur, Formhohlraumpräzision und Abkühlschwindung streng kontrolliert, um Gussfehler wie Porosität, Lunker, Verformungen und Risse zu vermeiden. Dies gewährleistet eine gleichbleibende Rohlingsform, einen gleichmäßigen und optimalen Zuschlag für die spätere Nachbearbeitung und reduziert den Bearbeitungsaufwand sowie das Verformungsrisiko.
2.2 Ablauf der Endbearbeitung
- Rohling-Vorbehandlung : Der Gussrohling wird von Sand und Anguss befreit und einer Spannungsarmglühung unterzogen, um innere Gussspannungen abzubauen und Verformungen während der Endbearbeitung und Anwendung zu verhindern.
- Referenznivellierung : CNC-Portal- und Bearbeitungszentren fräsen präzise Referenzebenen und Positionierbezugspunkte, um einheitliche Bearbeitungsmaßstäbe für alle Arbeitsvorgänge festzulegen.
- Profilfräsen (Schruppen & Fertigen) : Komplexe Konturen, geneigte Ebenen mit mehreren Winkeln, gestufte Oberflächen, Bogenübergänge und spezielle Querschnittsnuten werden durch separates Schruppen und Fertigen bearbeitet.
- Präzisionsbohrungsbearbeitung : Komplette Montagereferenzbohrungen, Gewindebohrungen am Boden und Gewindeschneiden zur Sicherstellung von Koaxialität, Positionsgenauigkeit und Montagekompatibilität.
- Präzisionsbohren und -drehen für wichtige Passflächen : Durchführung von Präzisionsbohr- und -dreharbeiten an Kernbaugruppenflächen, um die geometrische Genauigkeit und das Passspiel streng zu kontrollieren.
- Relief- und Detailgestaltung : Durch präzise Gravur werden erhabene Logos, Teilenummern und Hohlraumnummern realisiert.
- Entgraten & Endbearbeitung : Alle Kanten anfasen und entgraten, um Grate und scharfe Ecken zu vermeiden.
- Oberflächenpolitur : Die integrierte Polierung erfüllt die Anforderungen an Korrosionsschutz, Ästhetik und Montage.
- Vollständige Qualitätsprüfung : CTQ-Abmessungen, geometrische Toleranzen, Oberflächenbeschaffenheit und Montageleistung werden umfassend geprüft. Alle kritischen Abmessungen werden vor der Auslieferung im mittleren Toleranzbereich kontrolliert.
3. Schwierigkeiten bei der Kernbearbeitung
-
Instabile Gussrohlingqualität Edelstahlguss weist besondere Fließ- und Schwindungseigenschaften auf, die leicht zu Verformungen des Rohlings, Porosität, Sandlöchern und ungleichmäßigen Zuschnitten führen können, was sich direkt auf den Referenzwert und die Qualifizierungsrate der Endbearbeitung auswirkt.
-
Hoher Schwierigkeitsgrad bei der Bearbeitung komplexer, speziell geformter Strukturen Das Produkt verfügt über mehrteilige, geneigte Flächen, Bogenübergänge, gestufte Vertiefungen und speziell geformte Nuten. Seine unregelmäßige Struktur lässt sich nicht durch einmaliges Spannen mit herkömmlichen Maschinen herstellen, was leicht zu Werkzeugspuren und Konturabweichungen führen kann.
-
Hohe Präzisionsanforderungen für kritische Montagepositionen Mehrere Montagepositionen am Kern sind als kritische Qualitätskontrollpunkte mit strengen Anforderungen an Rundheit, Koaxialität, Ebenheit und Parallelität definiert. Mikroverformungen können durch Schnitt- und Spannspannungen während der Bearbeitung leicht entstehen.
-
Es ist schwierig, die Positionsgenauigkeit von Gewindelöchern zu gewährleisten. Die verteilten Befestigungsgewindelöcher erfordern eine exakte, gleichmäßige Aufteilung, Vertikalität und Positionierung. Geringfügige Abweichungen führen zu einer Fehlausrichtung des gesamten Geräts.
-
Schwierige Balance zwischen Relief- und Oberflächentechnologie Erhabene Reliefmarkierungen erfordern klare Konturen und eine gleichmäßige Höhe, und die fertige Oberfläche muss den Polierstandards entsprechen. Durch zu starkes Polieren können leicht Kantengrate oder beschädigte Reliefkonturen entstehen.
-
Schwer zu kontrollierende Bearbeitungseigenschaften des Rohmaterials Edelstahl der Serie 300 zeichnet sich durch hohe Zähigkeit, gute Werkzeughaftung und starke Zerspanbarkeit aus. Bei der Bearbeitung kommt es zu hohem Werkzeugverschleiß, Vibrationslinien und unzulässiger Oberflächenrauheit.
4. Problemlösung und Sicherstellung von Produktionsprozessen
-
Lösung zur Steuerung von Gussrohlingen Maßgefertigte Gussformen und optimierte Gieß- und Kühlprozesse. Gussfehlererkennung und vollständige Sichtprüfung der Rohlinge. Richten verformter Rohlinge und Ausbessern ungleichmäßiger Zuschnitte im Vorfeld. Spannungsarmglühen zur vollständigen Beseitigung innerer Gussspannungen und Vermeidung von Verformungen bei der nachfolgenden Bearbeitung.
-
Optimierung der Vorrichtungs- und Bearbeitungstechnologie Kundenspezifische, integrierte Präzisionsvorrichtungen ermöglichen die Bearbeitung mehrerer Oberflächen und Winkel in einer einzigen Aufspannung und reduzieren so die durch wiederholtes Spannen verursachte Abweichung von den Sollwerten. Für die kombinierte Bearbeitung speziell geformter, geneigter Flächen und Bogenstrukturen werden 4- oder 5-Achs-Bearbeitungszentren eingesetzt, um Werkzeugverbindungsfehler zu vermeiden und eine gleichbleibende Kontur zu gewährleisten.
-
Präzisions-Dimensionskontrolle Die Feinbearbeitung erfolgt mittels Schichtschnitt mit niedriger Schnittgeschwindigkeit und geringem Vorschub, um Schnittwärme und Spannungen zu reduzieren. Die Schlüsselpassungsstellen werden nach dem Prozess Schruppen → Spannungsarmglühen → Feinbearbeiten bearbeitet. Alle CTQ-Maße werden gemäß den Vorgaben des Toleranzzentrums präzise bearbeitet und mit Koordinatenmessgerät, Messuhren und Innendurchmesserlehren vollständig geprüft.
-
Präzise Steuerung der Lochbearbeitung Setzen Sie CNC-Festpunktprogrammierung und spezielle Vorrichtungspositionierung ein. Befolgen Sie den Prozess des Bohrens → Reibens → Präzisionsgewindeschneidens mit einheitlicher Referenzpositionierung, um einen exzellenten Positioniergrad, Vertikalität und Austauschbarkeit aller Gewindebohrungen zu gewährleisten.
-
Koordinierte Bearbeitung von Relief und Politur Verwenden Sie spezielle Gravierwerkzeuge mit kontrollierter Schnitttiefe, um saubere Reliefkanten ohne Ausbrüche zu gewährleisten. Wenden Sie eine Kombination aus manueller und maschineller Segmentpolitur an und vermeiden Sie dabei Reliefkonturbereiche, um die Reliefform vollständig zu erhalten und gleichzeitig eine gleichmäßige Oberflächenglätte sicherzustellen.
-
Anpassung des Edelstahl-Schneidprozesses Wählen Sie spezielle Hartmetallwerkzeuge für Edelstahl, kombiniert mit professionellem Kühlschmierstoff und Kühlsystem, um Kaltverfestigung und Werkzeugverklebung zu vermeiden. Optimieren Sie die Schnittparameter, um Vibrationslinien zu reduzieren und eine gleichbleibende Oberflächengüte sowie Maßhaltigkeit zu gewährleisten.
5. Vorteile des kundenspezifischen Service
Wir konzentrieren uns auf die kundenspezifische Fertigung von Edelstahl-Präzisionsgussteilen und die Bearbeitung von Sonderformen . Wir bieten maßgeschneiderte Dienstleistungen wie die Endbearbeitung komplexer, speziell geformter Gussrohlinge, die Anpassung von Zeichnungen und die Reproduktion von Mustern. Der gesamte Prozess wird eigenständig abgewickelt, von der Entwicklung der Gussform über den Rohlingsguss, die mechanische Bearbeitung, das Präzisionsfräsen und -bohren, die Lochbearbeitung, die Reliefgravur und das Oberflächenpolieren bis hin zur Endkontrolle und Auslieferung.
Wir fertigen präzise Strukturbauteile für Industrieanlagen, Getriebe und Fluidtechnik. Wir unterstützen sowohl Kleinserien- als auch Serienfertigung. Die kritischen Qualitätsmerkmale (CTQ) werden streng kontrolliert, und die Zeichnungsversionen, Änderungsdokumente und Qualitätsprüfberichte sind vollständig rückverfolgbar. Wir erfüllen die hohen Anforderungen internationaler Kunden mit unabhängigen Kraftwerken an Sonderanfertigungen.

Tel.: +86 187 5714 8656
E-Mail: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Website: https://www.cncliq.com/
