Produktbeschreibung
| Ding | beschreiben |
| Design/Größe | Nach Kundenzeichnungen oder Mustern |
| Material |
Aluminium: 6061, 6063, 6082, 7075, 5052, A380 usw. Edelstahl: SS201, SS301, SS303, SS304, (SS304 lebensmittelecht), SS316, SS316L, SUS430, SS416 Stahl: niedriggekohlter Stahl, Kohlenstoffstahl, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Legierter Stahl (15Cr, 20Cr, 42CrMo) usw. Messing: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 usw. Kupfer, Bronze, Kupfer usw. Titan: TC4 (TiAl6v4, Güteklasse f5) Kunststoff: ABS, PC, PE, POM, Delrin, Nylon, Kunststoff, PP, PEI, PEEK usw. |
| Verfahren | CNC-Bearbeitung, Drehen, Fräsen, Stanzen, Drehen, Schneiden usw. |
| Lieferzeit | Die Anfertigung von Mustern dauert in der Regel 3-7 Werktage, die Massenproduktion erfolgt nach Freigabe des Musters entsprechend der vereinbarten Menge. |
| Oberflächenbehandlung | Transparente Anodisierung, Farbanodisierung, chemische Beschichtung, Bürsten, Passivierung, Polieren, Verchromen, Sandstrahlen, Lasergravur, Verzinken, Brünieren, Vernickeln, Verchromen, Aufkohlen, Wärmebehandlung, Lackieren |
| Prüfgeräte | Koordinatenmessmaschine (KMM), 2D-Messinstrument, Projektor, Höhenmesser, Mikrometer, Gewindelehre, Härteprüfgerät, Messschieber, Stiftlehre, Salzsprühnebelprüfgerät, Konzentrizitätsmessgerät, Spektrometer. |
| Qualitätsmanagementsystem |
ISO 9001:2015 ISO 13485:2016 |
| Anwendung | Autoteile, Maschinenteile, Computerteile, medizinische Teile, Haushaltsgeräteteile, elektrische Teile, Elektronikprodukte, elektronische Teile, Generatorteile, Lichtmaschinenteile, Schreibwaren, Netzschalter, Mikroschalter, Bauprodukte, Handelswaren und AV-Geräte. |
| Dateiformat | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Paket | Innenbeutel aus Plastik, Außenkarton nach Standardstandard oder gemäß Kundenwunsch |
| Versand | Seefracht, Luftfracht, internationaler Expressversand (DHL, FedEx, TNT, UPS). |
| Aufschlag | Das professionelle Außenhandelsteam bietet engagierten und schnellen Service. Maßprüfbericht/Rohstoffzertifikat/Oberflächenbehandlungsbericht/Technische Zeichnung RoHS-Bericht/Salzsprühtestbericht/Härtetestbericht |
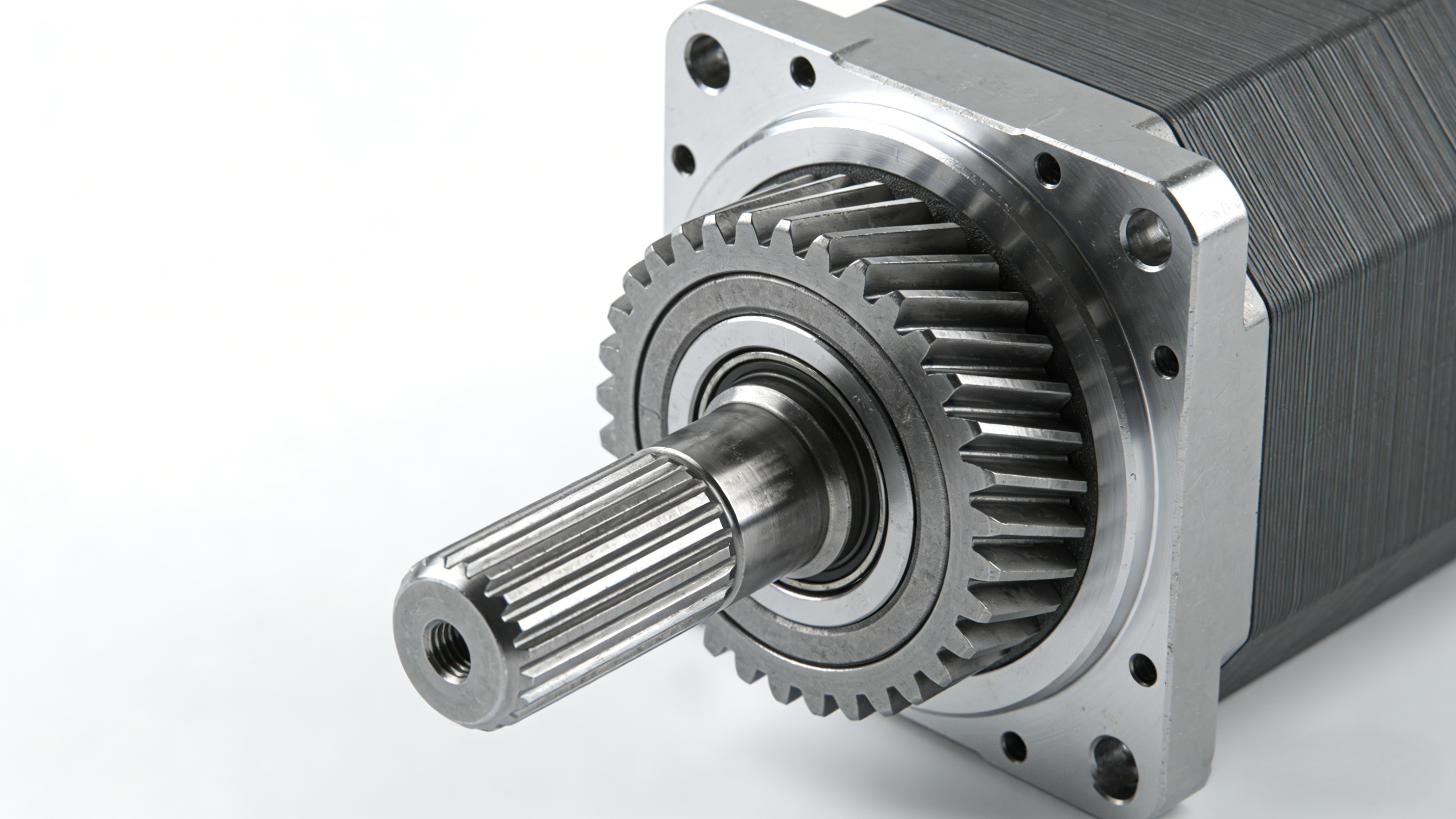
Bearbeitung der Abtriebswelle für das Motorgetriebe
Diese speziell angefertigte Präzisions-Abtriebswelle für das Motorgetriebe ist eine Kernkomponente, die für die Drehmomentübertragung und die präzise Positionierung des Getriebeausgangs entwickelt wurde. Als kundenspezifisches, nicht standardmäßiges Präzisionsdrehteil bestimmen Bearbeitungsgenauigkeit, Materialeigenschaften und strukturelle Herstellbarkeit direkt den Wirkungsgrad, die Betriebsstabilität und die Lebensdauer des Getriebes. Dadurch ist sie ein wichtiges, tragendes Bauteil, das sowohl Festigkeit als auch Präzision im Getriebeaufbau gewährleistet.
I. Kernmerkmale des Produkts und grundlegende Anforderungen
-
Materialauswahl Als Basismaterial dient Edelstahl 302, der sich durch hervorragende Korrosionsbeständigkeit, Zähigkeit und mechanische Festigkeit auszeichnet und somit die Anforderungen an Getriebekomponenten im Betrieb erfüllt. Er entspricht zudem strengen Umweltprüfstandards und gewährleistet so die Langlebigkeit des Produkts in verschiedenen Anwendungsbereichen.
-
Leistungsindikatoren Das Produkt muss die vorgegebene Rockwell-Härtenorm erfüllen. Härteprüfungen werden an festgelegten Stellen der Struktur durchgeführt, um die Festigkeit der wichtigsten, beanspruchten Oberflächen sicherzustellen. Es muss einen 96-stündigen Salzsprühtest bestehen, um die Korrosionsbeständigkeit zu überprüfen. Eine Materialkonformitätszertifizierung ist erforderlich, um die Produktqualität ab dem Rohmaterialstadium zu gewährleisten.
-
Grundlegende Prozessanforderungen Die Produktoberfläche muss frei von Kratzern, Graten, Kerben und anderen Mängeln sein, und die Geradheit muss höchsten Präzisionsstandards entsprechen. Bei der Prüfung an speziellen V-Blöcken wird die Abweichung der Geradheit pro Längenzoll auf ein extrem niedriges Maß begrenzt, um Koaxialität und reibungslose Kraftübertragung nach der Montage zu gewährleisten.
-
Strukturelle Merkmale Der Wellenkörper ist mit präzisen Keilwellen-, Nut- und Planstrukturen ausgestattet. Die Keilwellen sind gleichmäßig vielzahnig und bilden das Kernstück der Kraftübertragung. Der Wellenkörper weist zudem zahlreiche präzise Stufen und Fasen auf, wodurch höchste Anforderungen an die Positions- und Geometriegenauigkeit der verschiedenen Strukturen gestellt werden.
II. Gesamtbearbeitungsprozess
In Kombination mit den strukturellen Eigenschaften und Präzisionsanforderungen des Produkts wird eine kundenspezifische Komplettlösung für die Sonderbearbeitung eingesetzt, bestehend aus Schruppen, Vorschlichten, Wärmebehandlung, Fertigbearbeitung, Oberflächenbehandlung und Präzisionsprüfung . Die Kernprozesse sind wie folgt:
-
Rohmaterialvorverarbeitung Qualifiziertes Stangenmaterial aus Edelstahl 302 wird zum Richten und zur Fehlerprüfung ausgewählt, um Rohmaterialfehler zu eliminieren. Anschließend wird das Stangenmaterial zugeschnitten und vorgedreht, wobei für die Endbearbeitung Zuschläge vorgesehen werden, um die Stabilität der nachfolgenden Bearbeitung zu gewährleisten.
-
Halbfertige Beim CNC-Drehen werden die Grundstrukturen wie Wellenstufen, Nuten und Außenkreise bearbeitet, wodurch die charakteristischen Oberflächen erzeugt werden. Das CNC-Fräsen dient der Schruppbearbeitung der Keilwellen-Grundkonturen unter Berücksichtigung präziser Schleifzugaben.
-
Wärmebehandlung Die kundenspezifische Wärmebehandlung erfolgt entsprechend den Härteanforderungen des Produkts. Dabei werden Heiztemperatur, Haltezeit und Abkühlgeschwindigkeit präzise gesteuert, um sicherzustellen, dass die Härte an den vorgegebenen Stellen den Normen entspricht. Gleichzeitig werden Verformungen und Risse im Wellenkörper vermieden. Nach der Wärmebehandlung wird eine Spannungsarmglühung durchgeführt, um innere Spannungen abzubauen.
-
Präzisionsbearbeitung Als zentrales Element der Produktbearbeitung werden CNC-Rundschleifmaschinen für das Präzisionsschleifen von Außenkreisen und Stufen eingesetzt, um Maßgenauigkeit und Geradheit zu gewährleisten. Das Präzisionsschleifen von Keilwellenprofilen erfolgt mit Keilwellenschleifmaschinen, um die Genauigkeit des Keilwellenprofils, die Zahnausrichtung und die Gleichmäßigkeit sicherzustellen. Die Präzisionsbearbeitung wird bei Fasen, Flächen und anderen Strukturen angewendet, um die Positioniergenauigkeit jeder einzelnen Struktur zu gewährleisten.
-
Oberflächenbehandlung und Entgraten Spezielle Verfahren werden zur vollflächigen Entgratung und Verrundung des Produkts eingesetzt, um beim Bearbeiten entstandene Mikrograte zu entfernen und eine optimale Oberflächengüte zu gewährleisten. Die Oberflächenbehandlung wird entsprechend den Anforderungen an die Korrosionsbeständigkeit optimiert, um die Erfolgsquote des Salzsprühtests zu verbessern.
-
Vollständige Prozessprüfung und Zertifizierung Die Qualitätskontrolle erfolgt zu 100 % vom Rohmaterial bis zum fertigen Produkt. Dies umfasst die Zertifizierung der Materialkonformität, Härteprüfung, Prüfung der Maß- und Geometriegenauigkeit, Salzsprühnebelprüfung, Geradheitsprüfung usw. Alle Prüfdaten werden aufbewahrt, um den Kunden vollständige Konformitätszertifizierungsdokumente zur Verfügung zu stellen.
III. Kernbearbeitungsherausforderungen
Als zentrales Präzisions-Abtriebswellenbauteil des Getriebes weist es eine hohe strukturelle Komplexität und Präzisionsanforderungen auf, was mit mehreren zentralen Herausforderungen im Bearbeitungsprozess einhergeht, die sich hauptsächlich auf folgende Aspekte konzentrieren:
-
Schwierigkeiten bei der Kontrolle hochpräziser geometrischer Toleranzen Der Wellenkörper unterliegt extrem hohen Anforderungen an Geradheit und Koaxialität. Der aufwendige Bearbeitungsprozess, die Wärmebehandlung und die mehrfache Aufspannung begünstigen Mikroverformungen des Wellenkörpers. Eine unzureichende Verformungskontrolle beeinträchtigt unmittelbar die Montagegenauigkeit und die Übertragungsleistung.
-
Schwierigkeiten bei der Präzisionsbearbeitung von Keilwellen Keilwellen bilden die Grundlage der Kraftübertragung und stellen hohe Anforderungen an die Genauigkeit des Zahnprofils, der Zahnausrichtung, der Teilungsgleichmäßigkeit und der Spannweite. Die gleichförmige Mehrzahnkonstruktion erfordert hohe Positionier- und Werkzeuggenauigkeit der Bearbeitungsmaschinen. Zudem können während der Bearbeitung Kratzer an der Zahnoberfläche und Maßabweichungen auftreten.
-
Schwierigkeit, Härte und Verformung in Einklang zu bringen Die vorgegebenen Positionen des Produkts müssen präzise Härteanforderungen erfüllen. Aufgrund der Materialeigenschaften von Edelstahl 302 kann es während der Wärmebehandlung zu thermischer Verformung des Wellenkörpers kommen. Die zentrale Herausforderung besteht darin, die Verformung innerhalb der zulässigen Toleranz zu halten und gleichzeitig die Einhaltung der Härtenorm sicherzustellen.
-
Schwierigkeiten bei der Oberflächenqualität und Fehlerkontrolle Das Produkt erfordert eine Oberfläche ohne Kerben, Grate und Kratzer. Die Wellenstruktur weist jedoch komplexe Merkmale wie Nuten, Keilwellen und kleine Fasen auf, an denen leicht Grate entstehen und Mikrograte schwer zu entfernen sind. Zudem begünstigen Werkzeugverschleiß und ungeeignete Schnittparameter beim Feinschleifen Oberflächenkratzer, die die Produktqualität beeinträchtigen.
-
Schwierigkeiten beim Spannen und Positionieren für die Mehrprozessbearbeitung Das Produkt durchläuft mehrere Bearbeitungsprozesse wie Drehen, Fräsen, Schleifen und Wärmebehandlung. Mehrfaches Spannen birgt die Gefahr von Positionierungsfehlern, deren Summe die Genauigkeit des Endprodukts beeinträchtigt. Die Gewährleistung gleichbleibender und präziser Positionierung beim Spannen in jedem einzelnen Prozessschritt ist daher entscheidend für die Kontrolle der Gesamtgenauigkeit.
IV. Lösungsansätze zur Bewältigung von Herausforderungen
Als Antwort auf die oben genannten Herausforderungen in der Bearbeitung haben wir, gestützt auf die technische Erfahrung und die Vorteile der kundenspezifischen, nicht standardisierten Präzisionsbearbeitung, gezielte Lösungen entwickelt, um die Bearbeitungsgenauigkeit und Produktqualität aus verschiedenen Perspektiven – Ausrüstung, Prozess, Inspektion und Personal – sicherzustellen:
- Lösung zur Kontrolle geometrischer Toleranzen mit hoher Präzision
- Durch die Anwendung des Prozesskonzepts der Mehrprozessbearbeitung mit einmaliger Aufspannung werden die Anzahl der Aufspannungen und Positionierungsfehler reduziert. Im Endbearbeitungsschritt kommen hochpräzise CNC-Schleifmaschinen in Kombination mit CNC-Richtanlagen zum Einsatz. Der Wellenkörper wird nach der Wärmebehandlung präzisionsgerichtet, um thermische Verformungen zu beseitigen.
- Verwenden Sie im Prüfprozess hochpräzise Prüfmittel wie spezielle V-Blöcke, Messuhren und Laser-Durchmessermessgeräte zur 100%igen Maßprüfung auf Geradheit und Koaxialität. Passen Sie die Bearbeitungsparameter umgehend an, sobald Abweichungen festgestellt werden, um die Einhaltung der geometrischen Genauigkeitsnormen zu gewährleisten.
- Präzisionslösung für die Keilwellenbearbeitung
- Wir verwenden importierte Hochpräzisions-Keilwellenschleifmaschinen und spezielle Werkzeuge für die Keilwellenbearbeitung. Die Werkzeuge werden regelmäßig geprüft und ausgetauscht, um die Genauigkeit der Zahnprofilbearbeitung zu gewährleisten. Vor der Bearbeitung kalibrieren wir die Maschinen präzise und optimieren das CNC-Bearbeitungsprogramm, um eine gleichmäßige Keilwellenteilung sicherzustellen.
- Nach der Keilwellenbearbeitung erfolgt eine 100%ige Qualitätskontrolle mit speziellen Keilwellenlehren und Zahnprofilmessgeräten, um die Oberflächenrauheit und Profilabweichungen der Zähne präzise zu erfassen. Fehlerhafte Teile werden umgehend nachbearbeitet, um die Genauigkeit und Laufruhe der Keilwellenübertragung sicherzustellen.
- Lösung zum Ausgleich von Härte und Verformung
- Kundenspezifisches Wärmebehandlungsverfahren: Entsprechend den Materialeigenschaften des Edelstahls 302 wird ein Wärmebehandlungsverfahren mit stufenweiser Erwärmung und isothermer Abkühlung angewendet. Der Wellenkörper wird mithilfe von Werkzeugen fixiert, um Verformungen während der Wärmebehandlung zu minimieren. Nach der Wärmebehandlung erfolgt ein Spannungsarmglühen, um innere Spannungen abzubauen und die Produktabmessungen zu stabilisieren.
- Angemessene Bearbeitungszugaben einplanen: Auf Grundlage des Verformungsgesetzes bei der Wärmebehandlung werden in den Schrupp- und Vorschlichtphasen gezielte Schleifzugaben eingeplant, um sicherzustellen, dass die Verformung nach der Endbearbeitung vollständig beseitigt werden kann und die Genauigkeit der Härteprüfpositionen gewährleistet ist.
- Lösung zur Oberflächenqualitäts- und Fehlerkontrolle
- Zum Entgraten empfiehlt sich eine Kombination aus mechanischem Entgraten und manuellem Feinschleifen . Bei komplexen Strukturen wie Nuten und Keilwellen kommen spezielle Entgratwerkzeuge (z. B. Rotationsfeilen, Ultraschall-Entgratungsgeräte) zum Einsatz, gefolgt von einem manuellen Feinschleifen durch erfahrene Techniker, um sicherzustellen, dass keine Grate zurückbleiben.
- Optimieren Sie die Schnittparameter in der Endbearbeitung und wählen Sie ein hochwertiges Kühlschmiermittel, um Werkzeugverschleiß und Schnittwärme zu reduzieren und Oberflächenkratzer zu vermeiden. Sorgen Sie während der Bearbeitung für eine staubfreie Umgebung, um zu verhindern, dass Eisenspäne und Verunreinigungen die Produktoberfläche beschädigen. Verwenden Sie außerdem antistatische und stoßfeste Verpackungen für die bearbeiteten Produkte, um Oberflächenbeschädigungen während des Transports zu vermeiden.
- Mehrprozess-Spann- und Positionierlösung
- Konstruktion von Spezialwerkzeugen und Vorrichtungen : Anfertigung einer einheitlichen Positioniervorrichtung für das Produkt, die zum Spannen in allen Prozessschritten verwendet wird, um die Konsistenz des Spannbezugs zu gewährleisten und die Anhäufung von Positionierungsfehlern zu reduzieren.
- Richten Sie einen Mechanismus zur prozessübergreifenden Präzisionsprüfung ein: Prüfen Sie nach jedem Prozessschritt die wichtigsten Positionierbezugspunkte und Abmessungen, um sicherzustellen, dass der vorherige Prozess die Präzisionsstandards erfüllt, bevor der nächste Prozess beginnt und Fehlerübertragung vermieden wird. Kalibrieren und warten Sie Werkzeuge und Vorrichtungen regelmäßig, um die Genauigkeit der Vorrichtungen zu gewährleisten.
V. Qualitätssicherung und Kundenservice
-
Rohstoffsicherung Alle Basismaterialien sind Edelstahl 302, der über offizielle Kanäle bezogen wird. Vollständige Materialzertifikate und Konformitätsbescheinigungen werden bereitgestellt, um die Produktqualität von Anfang an zu gewährleisten und die Anforderungen der Kunden an die Materialzertifizierung zu erfüllen.
-
Vollständige Prozessinspektion Implementieren Sie ein vierstufiges Prüfsystem: Erstmusterprüfung + Fertigungsbegleitende Prüfung + Endmusterprüfung + 100%ige Endproduktprüfung . Alle Prüfdaten werden in Echtzeit erfasst und gespeichert. Vollständige Prüfberichte und Konformitätsbescheinigungen werden den Kunden zur Verfügung gestellt.
-
Kundenspezifische Dienstleistungen Als spezialisierte Manufaktur für kundenspezifische, nicht standardisierte Präzisionsbearbeitung können wir die Produktprozesse entsprechend den Arbeitsbedingungen und Montageanforderungen unserer Kunden optimieren und Echtzeit-Feedback zum Bearbeitungsfortschritt geben, um die Anpassungs- und Lieferbedürfnisse unserer Kunden zu erfüllen.
-
Kundendienst Nach der Produktlieferung bieten wir umfassenden technischen Kundendienst. Bei Montage- oder Präzisionsproblemen reagieren wir umgehend und bieten Lösungen, um den reibungslosen Ablauf der Produktion und Montage unserer Kunden sicherzustellen.
Die Bearbeitung dieser Abtriebswelle erfüllt alle drei Anforderungen an Material, Prozess und Prüfung in der Präzisionsbearbeitung. Dank ausgereifter Technologie für die kundenspezifische Fertigung von Sonderanfertigungen, hochpräziser Bearbeitungsmaschinen und eines strengen Qualitätskontrollsystems können wir alle technischen Anforderungen dieses Produkts optimal erfüllen und unseren Kunden hochzuverlässige und präzise kundenspezifische Abtriebswellenkomponenten liefern.
Tel.: +86 187 5714 8656
E-Mail: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Website: https://www.cncliq.com/