
Nuestros servicios de mecanizado CNC de 5 ejes solucionan el problema de los fallos de ajuste en el montaje causados por la acumulación incontrolada de residuos tras el anodizado . Así es como controlamos las variaciones dimensionales para evitar el desperdicio desde el principio.
Entregamos carcasas de aluminio mecanizadas por CNC a medida con una aprobación de montaje hasta un 45 % más rápida. Nuestros protocolos integrados de compensación DFM predicen la pérdida real de material y la dilatación electroquímica, lo que garantiza que sus piezas encajen a la perfección desde el primer intento.
Puntos clave: Guía rápida de precisión CNC y anodizado
-
La regla 50/50 es absoluta: el anodizado no es un recubrimiento. Un recubrimiento duro tipo III de 50 μm no añade 50 μm al bloque; penetra 25 μm en el aluminio AL6061 sin tratar y se expande 25 μm hacia afuera. Las tolerancias de las cavidades deben compensar previamente este desplazamiento exacto hacia afuera.
-
El grabado alcalino es un ladrón de metal: el grabado cáustico estándar ( NaOH a 55 ℃ ) elimina entre 3 y 5 μm de aluminio por minuto. Un proceso estándar de descontaminación cosmética de 3 minutos puede eliminar hasta 12 μm (0,012 mm) de metal en bruto por superficie, lo que puede provocar que un orificio de ajuste preciso falle por sobretolerancia.
-
Los machos de roscar estándar no sirven: si se utiliza un recubrimiento duro, los machos de roscar estándar con límite H3 obstruirán el montaje. Es necesario utilizar machos de roscar de mayor tamaño con límite GH (como H6 o clase G) y taladrar los agujeros inferiores con una broca de carburo de 5,15 mm de diámetro en lugar de la estándar de 5,0 mm para evitar el cierre del diámetro de paso de la rosca.
-
Envíe archivos .STEP nativos + PDF 2D: No envíe archivos 3D sin procesar. Los archivos .STEP nativos nos permiten extraer coordenadas con una resolución de 0,01 mm , mientras que un PDF 2D complementario que especifique los límites de anodizado reduce nuestro tiempo de respuesta a la solicitud de cotización de 24 horas a menos de 2 horas.
¿Por qué confiar en esta guía? Experiencia práctica de la planta de producción de Ningbo Liqin.

Si bien los libros de texto académicos tratan el anodizado como una capa uniforme y teórica, la realidad en la planta de producción es una mezcla caótica de química y termodinámica. Pasamos meses realizando pruebas de niebla salina de 480 horas (ASTM B117) en carcasas de RF multicompartimento fresadas en nuestros centros Mazak de 5 ejes. Observamos que dejar piezas de aluminio fresadas en bruto expuestas al aire húmedo del taller ( >65 % HR) durante más de 4 horas antes de que entren en el tanque de anodizado provoca una pasivación ambiental rápida y no uniforme. Esta película de óxido natural (con un espesor de entre 2 y 5 nm ) bloquea la penetración inicial del ácido, lo que resulta en una absorción irregular del tinte y un espesor inconsistente de la capa barrera que varía hasta 8 μm en una sola carcasa de 300 mm .
A los ingenieros de compras no les importan los ideales de laboratorio; les importa la aprobación de la inspección del primer artículo (FAI) y la eliminación de modificaciones en la línea de montaje. Cuando un importante fabricante de dispositivos médicos nos contactó porque el chasis de ajuste deslizante de su proveedor anterior se atascó después del recubrimiento duro, les mostramos que su holgura de diseño de 0,03 mm se había perdido por completo debido a un baño de ácido de 2 A/dm² que funcionó a 4 °C por encima de la temperatura, dañando la capa exterior. Reescribimos las compensaciones de la trayectoria de la herramienta del postprocesador CAM, establecimos una regla estricta de contacto eléctrico de 15 mm² en estanterías de aluminio atornilladas a medida y mantuvimos sus tolerancias de ranura dentro de ±0,015 mm durante una producción de 5000 piezas. No adivinamos; medimos y hacemos un seguimiento de los datos según los estándares MIL-A-8625 porque ese es el lenguaje de control de calidad que exige su planta de montaje.
Por qué fallan las tolerancias de mecanizado estándar en el ensamblaje de carcasas de alta precisión
Al trabajar con blindaje de RF, carcasas optoelectrónicas o conjuntos de sensores médicos , las tolerancias estándar ISO 2768-m resultan insuficientes, ya que las tolerancias de interfaz deben mantenerse en ≤± 0,02 mm . En el momento en que estas piezas mecanizadas se sumergen en un baño ácido, la dinámica química deforma esas dimensiones tan precisas. Las trayectorias de herramienta sin compensación ignoran la pérdida de material durante la limpieza previa y el crecimiento físico durante la anodización.
Control de la pérdida de material durante el pregrabado alcalino
Para eliminar los óxidos nativos y deshacerse de los lubricantes de herramientas a base de silicona persistentes, como el Blasocut 357 que usamos a una concentración del 8%, las piezas deben someterse a un grabado cáustico en NaOH a 50–60℃ . Este no es un baño suave; es un proceso de decapado de metal altamente agresivo. Si el operador deja las piezas en el tanque tan solo 60 segundos más de lo necesario para eliminar las marcas de la herramienta, el diámetro del orificio se ensanchará en 8 μm . Controlamos esto utilizando un pre-inmersión química a base de ácido en lugar de un grabado alcalino fuerte cuando se trata de requisitos de ajuste deslizante de ±0,01 mm , manteniendo el decapado de material por debajo de 2 μm .
Dominando la proporción de crecimiento 50/50 en los registros de apareamiento
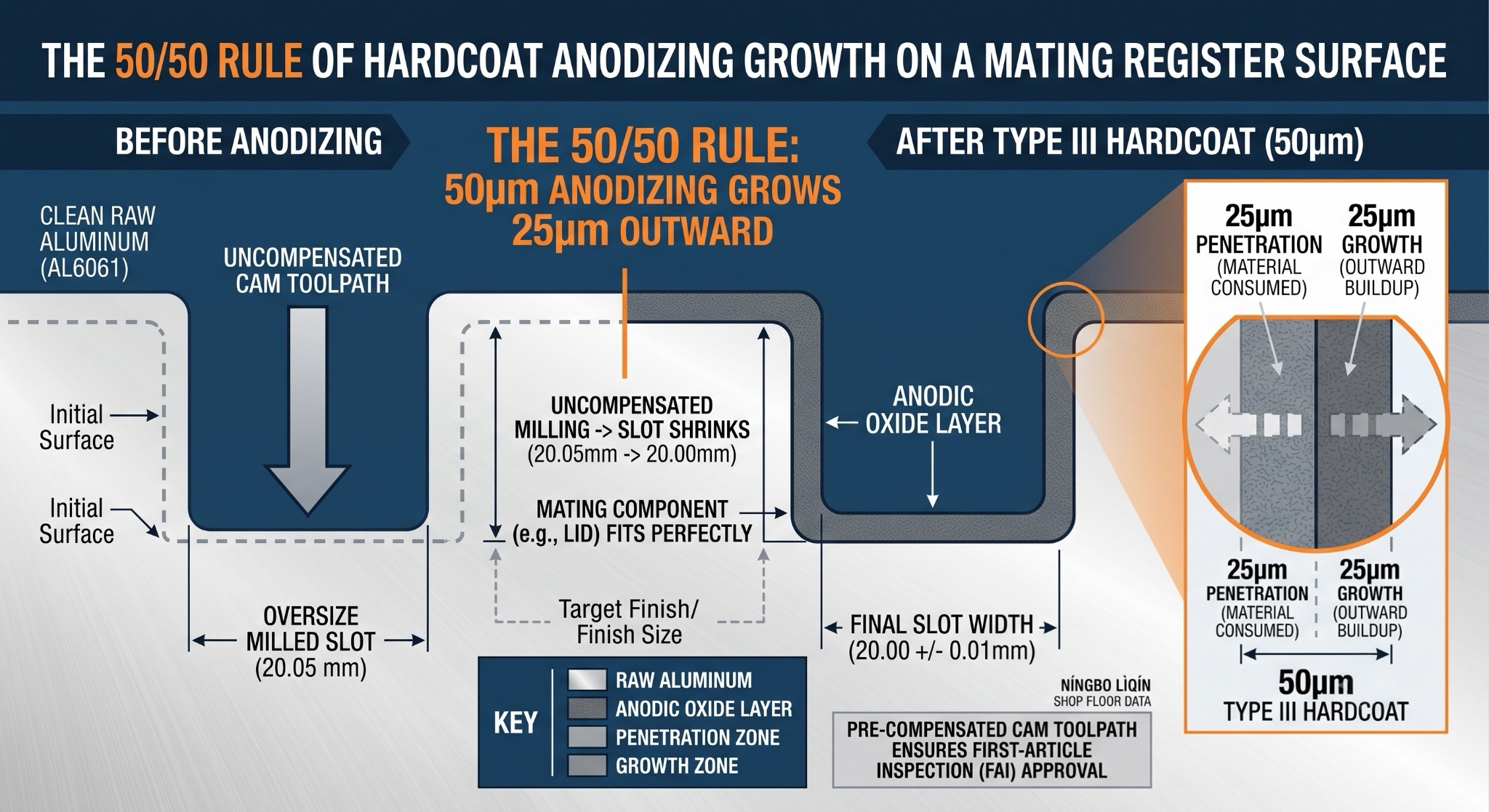
El anodizado crea la capa de óxido desde el interior hacia el exterior. Para un recubrimiento duro tipo III de 50 μm , se consumen 25 μm del aluminio original para formar el óxido, mientras que otros 25 μm se acumulan hacia el exterior. Si la ranura de acoplamiento tiene un ancho nominal de 20,00 mm , el crecimiento hacia el exterior en ambas paredes reducirá el ancho final de la ranura a 19,95 mm . Nuestro equipo de ingeniería precompensa la trayectoria de la herramienta CAM fresando intencionalmente la ranura a 20,05 mm , de modo que después del baño de recubrimiento duro, la pieza se contrae perfectamente hasta 20,00 ±0,01 mm .
Eliminación de atascos de rosca en agujeros ciegos roscados
El diámetro primitivo de una rosca es muy sensible al crecimiento hacia afuera. Dado que el anodizado crece perpendicularmente al flanco de la rosca, el diámetro primitivo efectivo se reduce a una velocidad aproximadamente cuatro veces mayor que el crecimiento de una sola superficie. Para un recubrimiento duro de 50 μm (crecimiento de 25 μm por lado), el diámetro primitivo disminuirá en 0,10 mm . Eliminamos por completo este bloqueo de rosca utilizando machos de roscar preanodizados H6 o G-Class sobredimensionados, creando un ajuste "holgado" calculado que se reduce a un ajuste perfecto de clase 6H después del recubrimiento duro.
Diseño para áreas de contacto eléctrico y puesta a tierra
Las carcasas suelen requerir parches de metal desnudo para la conexión a tierra de RF, pero toda la superficie exterior debe estar anodizada para resistir la corrosión. Muchos proveedores simplemente aplican enmascarantes, pero los enmascarantes líquidos baratos se escurren, dañando las superficies de contacto adyacentes. Diseñamos dispositivos de enmascaramiento mecánicos personalizados, utilizando juntas de fluorosilicona especializadas, que sellan la almohadilla de conexión a tierra durante el pico de corriente de 3 A/dm² , garantizando trayectorias de conducción limpias y libres de óxido, sin fugas en los bordes.
La fabricación de aluminio de alta precisión requiere un control meticuloso de la química de la superficie, la edición de trayectorias CAM y el enmascaramiento mecánico. Este marco práctico ha permitido completar con éxito más de 1200 proyectos de carcasas, transformando complejos planos teóricos en conjuntos listos para su instalación. Si su línea de montaje no puede tolerar una incertidumbre química de ± 0,05 mm , este nivel de ingeniería es la única manera de garantizar el ajuste perfecto de sus piezas.
¿Qué estrategias de mecanizado CNC permiten lograr un ajuste perfecto en carcasas anodizadas posteriormente?
Lograr un ajuste de alta tolerancia en aluminio anodizado es un proceso de compensación deliberada, no de pura suerte. Al equilibrar las desviaciones de CAM con parámetros específicos del baño químico, eliminamos el ciclo de descarte posterior al anodizado.
1. Compensación del desgaste de la herramienta en tiempo real (monitoreo ATC)
Al cortar aluminio AL6061-T6 con fresas de carburo, se produce microdesgaste en las esquinas exteriores. Un desgaste de tan solo 5 μm , sumado a una pérdida inesperada de 5 μm por grabado en el tanque de ácido, puede ampliar considerablemente el margen de tolerancia. Utilizamos sistemas de ajuste láser integrados en la máquina para medir el diámetro de la fresa cada 50 piezas, ajustando dinámicamente la compensación del controlador CNC para garantizar que la dimensión bruta se mantenga siempre en el límite superior del rango de compensación.
2. Retroalimentación química de circuito cerrado con el finalizador
No nos limitamos a enviar las piezas a un laboratorio externo para su acabado. Exigimos que registren la concentración de ácido sulfúrico y la temperatura del baño para cada lote. Si la temperatura de su baño tipo II varía de 20 °C a 22 °C , la capa de óxido se vuelve más blanda y porosa, creciendo más rápido pero ofreciendo menor resistencia al desgaste. Adaptamos nuestros parámetros de fresado en función de estos análisis del baño en tiempo real.
3. Alivio de tensiones en dos etapas para geometrías complejas
El fresado de cavidades profundas en bloques sólidos de AL6061-T6 libera tensiones residuales internas, lo que provoca que las paredes delgadas se curven hacia adentro hasta 0,08 mm durante el anodizado. Para evitarlo, fresamos la cavidad dejando 0,5 mm de material, sometemos las piezas a un horneado de alivio de tensiones a 180 °C durante 2 horas y, finalmente, realizamos el acabado a alta velocidad. Esto mantiene el paralelismo de las paredes dentro de 0,01 mm incluso después de que las piezas hayan permanecido 40 minutos en el tanque de ácido.
Controlar los cambios físicos del anodizado requiere ingeniería activa, no una espera pasiva. Nuestro sistema de seguimiento de las variables del baño químico y los ajustes de CAM reduce las tasas de rechazo de FAI a menos del 1,5 %.
[Descargue nuestra Guía de compensación de anodizado CNC] para aprender cómo ajustar sus modelos CAD antes de enviar solicitudes de cotización.
Matriz de ingeniería de CNC y anodizado de alta precisión
| Zona de optimización | Modo de fallo común | Solución de ingeniería Liqin | Resultados verificados |
| Ranura de apareamiento / Registro | La tapa no encaja; el registro de 120 mm se cierra 0,05 mm después del recubrimiento duro tipo III. | Precompensación de la trayectoria de la herramienta del postprocesador CAM: la cavidad se fresa con un tamaño superior en +0,044 mm para absorber un crecimiento de 22 μm . | La ranura de 120,00 mm mantiene una tolerancia plana posterior al anodizado de ±0,015 mm. |
| Agujeros roscados (M6x1) | Las roscas quedan completamente bloqueadas; los pernos se enroscan de forma cruzada debido a una ligera contracción del diámetro. | Perfore agujeros de base con un
Broca de carburo de ϕ 5,15 mm ; macho de roscar con machos sobredimensionados H6. |
Éxito del 100% en la inspección con calibre pasa, sin necesidad de ajustes manuales posteriores al anodizado. |
| Paredes con bolsillos profundos | Deformación y curvatura de la pared de hasta 0,08 mm debido a la liberación de tensiones residuales. | Primer proceso de vaciado, horneado a 180 ℃ para aliviar la tensión durante 2 horas, seguido de un corte final a alta velocidad. | El paralelismo de la pared se mantuvo dentro de un margen de 0,01 mm en una ranura de 150 mm de profundidad. |
| Puntos de conexión a tierra | El sangrado de la máscara daña las superficies de contacto adyacentes; alta resistencia de contacto. | Bloques de enmascaramiento mecánicos de fluorosilicona mecanizados a medida y sometidos a tensión mediante pernos. | Zonas de contacto de metal desnudo con fuga de borde nula y resistencia <0,02Ω . |
| Plazo de respuesta de la solicitud de cotización | Retraso de 3 a 5 días debido a la falta de especificaciones de límites y acabados. | Envío de archivos .STEP nativos + PDF 2D que muestren las zonas de enmascaramiento de límites. | Presupuesto DFM vinculante y totalmente cualificado entregado en 2 horas. |
Cómo la precompensación de agujeros roscados evita el atascamiento de la rosca
Si se realiza una rosca con dimensiones nominales estándar y luego se aplica un recubrimiento endurecedor, se habrá diseñado una rosca autoblocante que arruinará la línea de montaje. Analicemos por qué fallan las tablas estándar y cómo nuestro taller evita por completo este problema:
1. La geometría de la rosca en forma de V de $60^\circ$
Debido a que el anodizado se produce perpendicularmente a cada superficie metálica, crece hacia afuera en ambos flancos del ángulo de la rosca. En una rosca estándar de 60° , esta relación geométrica dicta que el diámetro de paso disminuye exactamente cuatro veces el parámetro de crecimiento hacia afuera.
Para un recubrimiento duro de 50 μm (que crece 25 μm hacia afuera), el diámetro del paso disminuye en 100 μm ( 0,10 mm ). Si se roscara con un macho H3 estándar, el perno se atascaría después de solo dos vueltas.

2. El peligro del reenhebrado manual
Algunos talleres solucionan el problema de la rosca atascada pasando un macho de roscar estándar por el orificio después del anodizado. Esto constituye una grave infracción de ingeniería. El repasado manual elimina la capa de anodizado duro por la que se acaba de pagar, dejando al descubierto el aluminio sin pasivar en la base de los flancos de la rosca. En ambientes húmedos, la corrosión galvánica ataca estas zonas expuestas, lo que provoca el desgaste de la rosca y fallos en el funcionamiento. Prohibimos estrictamente el repasado manual; todas las tolerancias deben cumplirse mediante precompensación.
3. Evacuación a alta presión y control de emulsiones
Durante el roscado de gran diámetro, el macho elimina más material en una sola pasada, lo que aumenta las fuerzas de corte y genera calor localizado. Si las virutas se acumulan dentro del orificio, desgarrarán los flancos de la rosca, creando microfisuras que atrapan el ácido durante el anodizado y provocan picaduras localizadas. Aplicamos refrigerante a alta presión a través del husillo a 70 bar con una concentración de emulsión de éster soluble en agua del 10 % para expulsar las virutas instantáneamente, manteniendo los flancos de la rosca perfectamente lisos.
Haz clic aquí para tu consulta 👆
Obtenga un presupuesto para mecanizado CNC de precisión en menos de 2 horas.
¿Listo para dejar de luchar contra fallos de montaje y desperdicios por defectos de fabricación? Envíe sus archivos .STEP originales y los PDF 2D correspondientes directamente a nuestro equipo de ingeniería. No nos limitamos a analizar los números; estudiamos la geometría, calculamos los cambios químicos exactos para el acabado elegido y le entregamos un presupuesto garantizado con respaldo DFM en menos de 2 horas.
Información del contacto
Descargo de responsabilidad
Los datos técnicos y las recomendaciones que se incluyen en esta guía son solo a título informativo. Los resultados reales del mecanizado CNC y el anodizado pueden variar según el equipo, las aleaciones y las condiciones del baño químico. Verifique todos los parámetros del proceso antes de iniciar la producción en masa.