
Nos services d'usinage CNC 5 axes permettent d'éliminer le problème des défauts d'assemblage dus à une accumulation incontrôlée après anodisation . Voici comment nous maîtrisons les variations dimensionnelles pour éviter les rebuts.
Nous fournissons des boîtiers en aluminium usinés CNC sur mesure, avec une validation d'assemblage jusqu'à 45 % plus rapide. Nos protocoles de compensation DFM intégrés prévoient les pertes de matière et la dilatation électrochimique réelles, garantissant un assemblage parfait dès le premier essai.
Points clés : Guide rapide de précision CNC et d'anodisation
-
La règle du 50/50 est absolue : l’anodisation n’est pas un placage. Un revêtement dur de type III de 50 µm n’ajoute pas 50 µm à votre bloc ; il pénètre de 25 µm dans l’AL6061 brut et s’étend de 25 µm vers l’extérieur. Les tolérances d’usinage doivent compenser précisément ce décalage vers l’extérieur.
-
Le décapage alcalin est une véritable érosion du métal : un décapage caustique standard ( NaOH à 55 °C ) enlève 3 à 5 µm d’aluminium par minute. Un cycle de décapage cosmétique standard de 3 minutes peut éroder jusqu’à 12 µm (0,012 mm) de métal brut par surface, ce qui peut entraîner un défaut de tolérance dans un alésage à ajustement serré.
-
Tarauds standard inutilisables : lors d'un traitement de surface, les tarauds standard H3 limitent le filetage et bloquent l'assemblage. Il est impératif d'utiliser des tarauds surdimensionnés GH (comme les H6 ou Classe G) et de percer les trous de fond avec un foret en carbure de 5,15 mm de diamètre au lieu du foret standard de 5,0 mm afin d'éviter la réduction du diamètre primitif du filetage.
-
Veuillez soumettre le fichier .STEP natif et un PDF 2D : n’envoyez pas de fichiers 3D bruts. Les fichiers .STEP natifs nous permettent d’extraire les coordonnées avec une résolution de 0,01 mm , tandis qu’un PDF 2D associé précisant les limites d’anodisation réduit notre délai de réponse à la demande de devis de 24 heures à moins de 2 heures.
Pourquoi faire confiance à ce guide ? Retour d’expérience de l’atelier de Ningbo Liqin

Alors que les manuels universitaires présentent l'anodisation comme une couche uniforme et théorique, la réalité en production est un mélange complexe de chimie et de thermodynamique. Nous avons mené pendant des mois des tests de brouillard salin de 480 heures (norme ASTM B117) sur des boîtiers RF multicompartiments usinés sur nos centres d'usinage Mazak 5 axes. Nous avons observé que l'exposition des pièces en aluminium brut usinées à l'air humide de l'atelier ( > 65 % HR) pendant plus de 4 heures avant leur immersion dans le bain d'anodisation induit une passivation ambiante rapide et non uniforme. Ce film d'oxyde naturel (d'une épaisseur de 2 à 5 nm ) bloque la pénétration initiale de l'acide, ce qui entraîne une absorption irrégulière du colorant et une épaisseur de couche barrière variable jusqu'à 8 µm sur un seul boîtier de 300 mm .
Les ingénieurs en approvisionnement ne s'intéressent pas aux théories de laboratoire ; leur priorité est l'approbation du premier article (FAI) et l'élimination des modifications sur la chaîne de montage. Lorsqu'un grand fabricant de dispositifs médicaux nous a contactés car le châssis à ajustement coulissant de son précédent fournisseur s'était bloqué après le revêtement dur, nous lui avons démontré que le jeu de conception de 0,03 mm avait été entièrement absorbé par un bain d'acide de 2 A/dm² dont la température était trop élevée de 4 °C , ce qui avait provoqué l'érosion de la couche externe. Nous avons réécrit les compensations de trajectoire d'outil du post-processeur FAO, imposé une règle stricte de 15 mm² pour les contacts électriques sur les supports en aluminium boulonnés sur mesure et maintenu les tolérances des rainures à ±0,015 mm sur une production de 5 000 pièces. Nous ne procédons pas par supposition ; nous mesurons et nous comparons les données aux normes MIL-A-8625, car c'est le langage d'assurance qualité exigé par votre chaîne de montage.
Pourquoi les tolérances d'usinage standard sur mesure échouent-elles dans l'assemblage de boîtiers de haute précision ?
Lors de la fabrication de blindages RF, de boîtiers optoélectroniques ou d'assemblages de capteurs médicaux , les tolérances standard ISO 2768-m ne sont plus adaptées, car les tolérances d'interface doivent être inférieures ou égales à ± 0,02 mm . Dès l'immersion des pièces brutes usinées dans un bain d'acide, la réaction chimique déforme ces dimensions précises. Les trajectoires d'outil non compensées ne tiennent pas compte des pertes de matière lors du pré-nettoyage ni de la dilatation lors de l'anodisation.
Contrôle des pertes de matière lors de la pré-gravure alcaline
Pour éliminer les oxydes natifs et les lubrifiants d'outils tenaces à base de silicone (comme le Blasocut 357 que nous utilisons à une concentration de 8 %), les pièces doivent subir un décapage caustique dans une solution de NaOH à 50-60 °C . Ce procédé de décapage est extrêmement agressif. Si l'opérateur laisse les pièces dans le bain pendant seulement 60 secondes de trop pour éliminer les marques d'outils, le diamètre de l'alésage augmentera de 8 µm . Pour les pièces nécessitant un ajustement glissant de ±0,01 mm , nous limitons l'enlèvement de matière à moins de 2 µm en effectuant un prétraitement chimique à base d'acide plutôt qu'un décapage alcalin intensif.
Maîtriser le ratio de croissance 50/50 sur les registres d'accouplement
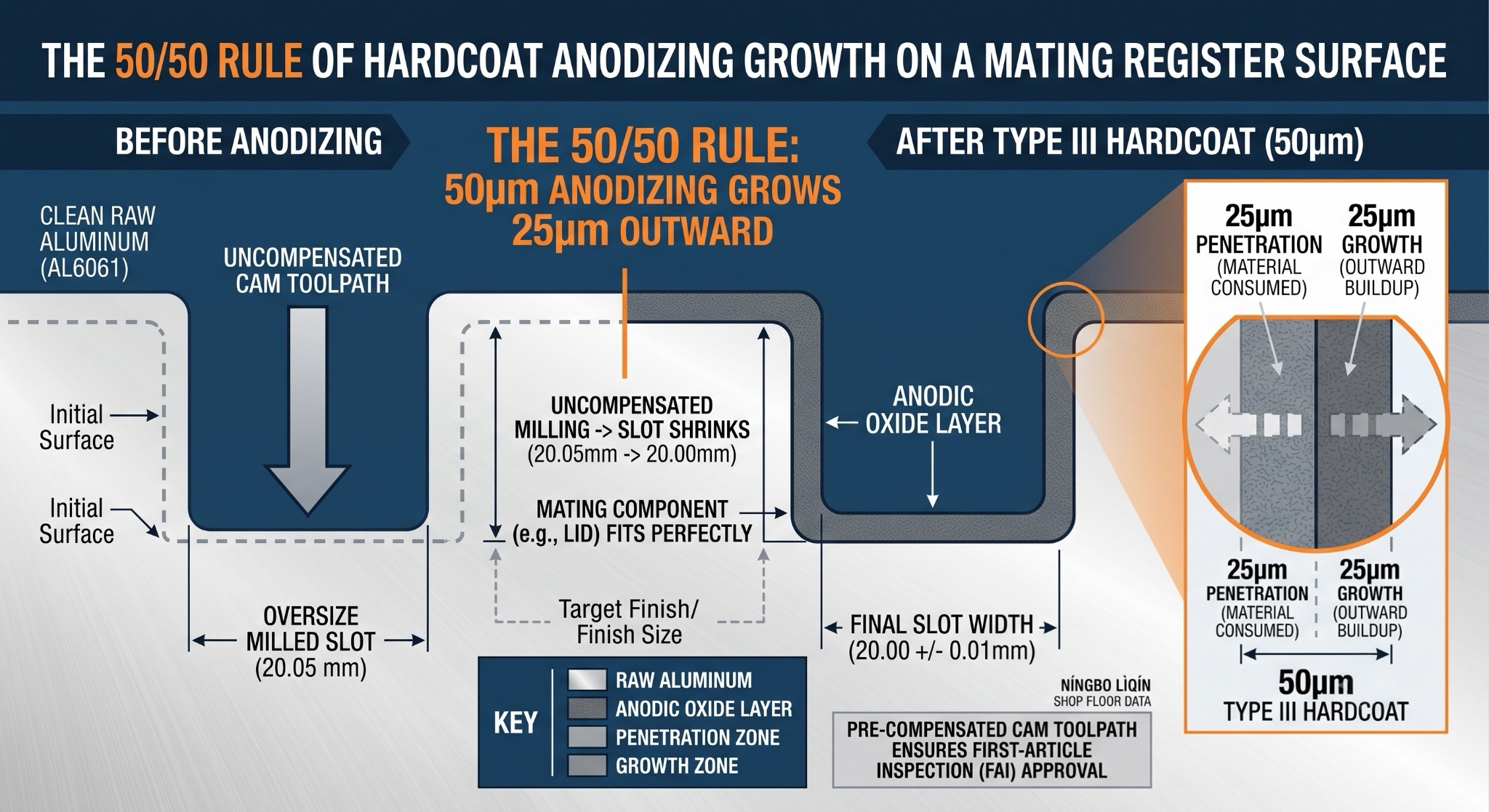
L'anodisation forme la couche d'oxyde de l'intérieur vers l'extérieur. Pour un revêtement dur de type III de 50 µm , 25 µm de l'aluminium d'origine sont consommés pour former l'oxyde, tandis que 25 µm se forment vers l'extérieur. Si votre rainure a une largeur nominale de 20,00 mm , l'expansion vers l'extérieur sur les deux parois réduira la largeur finale de la rainure à 19,95 mm . Notre équipe d'ingénierie précompense la trajectoire d'outil FAO en fraisant intentionnellement la rainure à 20,05 mm , afin qu'après le bain de revêtement dur, la pièce retrouve une épaisseur de 20,00 ± 0,01 mm .
Éliminer le blocage du filetage dans les trous borgnes taraudés
Le diamètre primitif d'un filetage taraudé est très sensible à l'expansion latérale. L'anodisation s'étendant perpendiculairement au flanc du filetage, le diamètre primitif effectif diminue environ quatre fois plus vite que l'expansion latérale. Pour une couche dure de 50 µm (soit une expansion de 25 µm par côté), le diamètre primitif diminue de 0,10 mm . Nous éliminons complètement ce blocage du filetage en utilisant des tarauds pré-anodisés H6 ou de classe G surdimensionnés, créant ainsi un jeu initial calculé qui se réduit à un ajustement parfait de classe 6H après le traitement thermique.
Conception des zones de contact électrique et de mise à la terre
Les boîtiers nécessitent souvent des pastilles métalliques nues pour la mise à la terre RF, mais l'ensemble de leur surface extérieure doit être anodisé pour résister à la corrosion. De nombreux fournisseurs se contentent d'appliquer des masques, mais les masques liquides bon marché coulent et endommagent les surfaces de contact adjacentes. Nous concevons des dispositifs de masquage mécaniques sur mesure, utilisant des joints en fluorosilicone spéciaux, qui isolent la pastille de mise à la terre lors de la surintensité de 3 A/dm² , garantissant ainsi des chemins de conduction propres et exempts d'oxyde, sans aucune fuite de courant.
La fabrication de pièces en aluminium de haute précision exige une maîtrise rigoureuse de la chimie de surface, de l'édition des trajectoires FAO et du masquage mécanique. Cette méthodologie éprouvée a permis de mener à bien plus de 1 200 projets d'assemblage, transformant des plans théoriques complexes en ensembles prêts à l'emploi. Si votre chaîne d'assemblage ne tolère pas une incertitude chimique de ± 0,05 mm , ce niveau d'ingénierie est indispensable pour garantir l'ajustement parfait de vos pièces.
Quelles stratégies d'usinage CNC permettent d'obtenir un ajustement parfait sur les boîtiers post-anodisés ?
L'obtention d'un ajustement précis sur de l'aluminium anodisé repose sur une compensation rigoureuse, et non sur la chance. En équilibrant les décalages de la came avec des paramètres de bain chimique spécifiques, nous éliminons les rebuts après anodisation.
1. Compensation de l'usure des outils en temps réel (surveillance du changeur d'outils automatique)
Lors de l'usinage de l'AL6061-T6 avec des fraises en carbure, un écaillage se produit sur les arêtes extérieures. Une usure de l'outil de seulement 5 µm , combinée à une perte de matière imprévue de 5 µm lors du décapage à l'acide, peut considérablement augmenter la tolérance. Nous utilisons des systèmes de réglage laser intégrés pour mesurer le diamètre de la fraise toutes les 50 pièces, en ajustant dynamiquement le décalage de la commande numérique afin de garantir que la dimension brute reste toujours à la limite supérieure de la plage de compensation.
2. Retour d'information chimique en boucle fermée avec le module de finition
Nous ne nous contentons pas de sous-traiter les pièces à un prestataire externe. Nous exigeons que son laboratoire enregistre la concentration d'acide sulfurique et la température du bain pour chaque lot. Si la température de leur bain de type II varie de 20 °C à 22 °C , la couche d'oxyde devient plus molle et plus poreuse, se développe plus rapidement mais offre une résistance à l'usure moindre. Nous adaptons nos paramètres d'usinage en fonction de ces analyses de bain en temps réel.
3. Détensionnement en deux étapes pour les géométries complexes
Le fraisage de cavités profondes dans des blocs massifs d'AL6061-T6 libère des contraintes résiduelles internes, provoquant un cintrage des parois fines jusqu'à 0,08 mm lors de l'anodisation. Pour éviter cela, nous ébaucheons la cavité en conservant 0,5 mm de matière, puis soumettons les pièces à un traitement thermique de détente à 180 °C pendant 2 heures, avant d'effectuer la passe de finition finale à grande vitesse. Ce procédé garantit un parallélisme des parois inférieur à 0,01 mm , même après un bain d'acide de 40 minutes.
La maîtrise des modifications physiques liées à l'anodisation exige une ingénierie proactive, et non une approche passive. Notre suivi des variables du bain chimique et des réglages de la machine d'usinage permet de réduire le taux de rejet pour défauts d'aspect à moins de 1,5 %.
[Téléchargez notre guide de compensation d'anodisation CNC] pour apprendre comment ajuster vos modèles CAO avant de soumettre vos demandes de devis.
Matrice d'ingénierie CNC et d'anodisation de haute précision
| Zone d'optimisation | Mode de défaillance commun | Solution d'ingénierie Liqin | Résultats vérifiés |
| Emplacement pour accouplement / Registre | Le couvercle ne se ferme pas correctement ; le registre de 120 mm se rétrécit de 0,05 mm après l'application du revêtement dur de type III. | Précompensation de la trajectoire d'outil du post-processeur CAM : surdimensionnement de la poche fraisée de +0,044 mm pour absorber une croissance de 22 μm . | La fente de 120,00 mm présente une tolérance de planéité post-anodisation de ±0,015 mm. |
| Trous taraudés (M6x1) | Le filetage se bloque complètement ; les boulons se croisent en raison d'un léger rétrécissement du diamètre. | Percez les trous de base avec un
Foret en carbure de ϕ 5,15 mm ; taraud avec tarauds surdimensionnés H6. |
Succès à 100 % de l'inspection par jauge de contrôle, sans aucune intervention manuelle nécessaire après anodisation. |
| Murs à poches profondes | Déformation et courbure des parois jusqu'à 0,08 mm dues à la libération des contraintes résiduelles. | Ébauche grossière, cuisson de détente à 180℃ pendant 2 heures, suivie d'une coupe de finition à grande vitesse. | Parallélisme des parois maintenu à moins de 0,01 mm sur une rainure de 150 mm de profondeur. |
| Plaques de mise à la terre | Le masquage bave et endommage les surfaces de contact adjacentes ; résistance de contact élevée. | Blocs de masquage mécanique en fluorosilicone usinés sur mesure et soumis à une tension boulonnée. | Zones de contact en métal nu avec fuite de bord nulle et résistance <0,02Ω . |
| Délai de réponse à la demande de prix | Retard de 3 à 5 jours en raison de spécifications manquantes concernant les limites et les finitions. | Soumission du fichier .STEP natif + PDF 2D montrant les zones de masquage des limites. | Devis DFM contractuel et définitif, accompagné d'un prix, livré sous 2 heures. |
Comment la précompensation des trous taraudés empêche le blocage du filetage
Si vous taraudez un filetage aux dimensions nominales standard puis le recouvrez d'un revêtement dur, vous créez un filetage autobloquant qui risque de paralyser votre chaîne de montage. Voyons pourquoi les tableaux de filetage standard échouent et comment notre atelier évite complètement ce problème :
1. La géométrie du filetage en V à 60°
L'anodisation étant perpendiculaire à toute surface métallique, elle se propage vers l'extérieur de part et d'autre de l'angle du filetage. Dans un filetage standard à 60° , cette relation géométrique implique que le diamètre primitif diminue exactement quatre fois le paramètre de croissance vers l'extérieur.
Pour un revêtement dur de 50 µm (qui s'étend sur 25 µm vers l'extérieur), le diamètre primitif diminue de 100 µm ( 0,10 mm ). Si vous taraudez ce filetage avec un taraud H3 standard, le boulon se bloquera après seulement deux tours.

2. Le danger du réenfilage manuel
Certains ateliers « résolvent » le problème de grippage du filetage en passant un taraud standard dans le trou après l'anodisation. Il s'agit d'une grave erreur d'ingénierie. Le chanfreinage manuel enlève la couche d'anodisation dure que vous venez de payer, exposant l'aluminium brut non passivé au bas des flancs du filetage. En milieu humide, la corrosion galvanique attaquera ces zones exposées, entraînant le dérapage du filetage et des défaillances sur le terrain. Nous interdisons formellement le chanfreinage manuel ; toutes les tolérances doivent être respectées par précompensation.
3. Contrôle de l'évacuation à haute pression et de l'émulsion
Lors du taraudage de diamètres supérieurs, le taraud enlève davantage de matière en une seule passe, ce qui accroît les forces de coupe et génère une chaleur localisée. Si des copeaux s'accumulent dans le trou, ils risquent d'endommager les flancs du filetage, créant des microfissures qui emprisonnent l'acide lors de l'anodisation et provoquent des piqûres localisées. Nous utilisons un système d'arrosage haute pression à travers la broche (70 bars) avec une émulsion d'ester hydrosoluble à 10 % pour évacuer instantanément les copeaux et garantir des flancs de filetage parfaitement lisses.
Cliquez ici pour toute demande 👆
Obtenez un devis pour une usinage CNC de précision en moins de 2 heures
Vous souhaitez en finir avec les défauts d'assemblage et les rebuts hors tolérance ? Envoyez vos fichiers .STEP natifs et les PDF 2D associés directement à notre équipe d'ingénieurs. Nous n'examinons pas seulement les chiffres ; nous analysons la géométrie, calculons les variations chimiques exactes pour la finition choisie et vous fournissons un devis garanti, basé sur une analyse de fabricabilité (DFM), en moins de 2 heures.
Coordonnées
Clause de non-responsabilité
Les données techniques et les recommandations fournies dans ce guide sont données à titre indicatif uniquement. Les résultats réels de l'usinage CNC et de l'anodisation peuvent varier en fonction de l'équipement, des alliages et des conditions du bain chimique. Veuillez vérifier tous les paramètres de processus avant de procéder à la production en série.