








Description du produit
| chose | décrire |
| Conception/Dimensions | D'après les dessins ou échantillons du client |
| Matériel |
Aluminium : 6061, 6063, 6082, 7075, 5052, A380, etc. Acier inoxydable : SS201, SS301, SS303, SS304 (SS304 de qualité alimentaire), SS316, SS316L, SUS430, SS416 Acier : acier à faible teneur en carbone, acier au carbone, 4140, 4340, Q235, Q345B, 20#, 45#, etc. Acier allié (15Cr, 20Cr, 42CrMo), etc. Laiton : HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90, etc. Cuivre, bronze, cuivre, etc. Titane : TC4 (TiAl6v4, Grade f5) Plastiques : ABS, PC, PE, POM, Delrin, Nylon, PP, PEI, Peek, etc. |
| processus | Usinage CNC, tournage, fraisage, estampage, découpe, etc. |
| Délai de livraison | Les échantillons sont généralement préparés sous 3 à 7 jours ouvrables, et la production en série sera effectuée en fonction de la quantité précise après approbation de l'échantillon. |
| Traitement de surface | Anodisation transparente, anodisation colorée, revêtement chimique, brossage, passivation, polissage, chromage, sablage, gravure laser, zingage, oxydation noire, nickelage, cémentation, traitement thermique, peinture |
| Équipement de test | Machine à mesurer tridimensionnelle (MMT), instrument de mesure 2D, projecteur, altimètre, micromètre, jauge de filetage, testeur de dureté, pied à coulisse, jauge à broches, testeur de brouillard salin, instrument de mesure de concentricité, spectromètre. |
| Système de gestion de la qualité |
ISO 9001:2015 ISO 13485:2016 |
| application | Pièces automobiles, pièces de machines, pièces informatiques, pièces médicales, pièces d'appareils électroménagers, pièces électriques, pièces de produits électroniques, pièces électroniques, pièces de générateurs, pièces d'alternateurs, articles de papeterie, interrupteurs de puissance, micro-interrupteurs, matériel de construction, marchandises et équipements audiovisuels. |
| Format de fichier | Solidworks, Pro/Engineer, CAO, PDF, JPG, DXF, IGS |
| Emballer | Sac intérieur en plastique, carton extérieur standard, ou selon les exigences du client |
| Expédition | Fret maritime, fret aérien, transport express international (DHL, FedEx, TNT, UPS). |
| Servir | L'équipe professionnelle de commerce extérieur offre des services réactifs et dynamiques. Rapport de contrôle dimensionnel / Certificat de matière première / Rapport de traitement de surface / Plan technique Rapport RoHS / Rapport de test au brouillard salin / Rapport de test de dureté |
Introduction du traitement de l'électrode d'adaptation du parafoudre pour les stations de signalisation 4G
Ce produit est une électrode d'adaptation pour parafoudres de stations de signalisation 4G. Pièce structurelle de précision sur mesure, non standard, elle s'intègre parfaitement aux boîtiers de parafoudres. Conçue exclusivement pour les équipements de protection contre la foudre des stations de signalisation 4G extérieures, elle répond à des exigences strictes en matière d'adaptabilité structurelle, de précision dimensionnelle, de traitement de surface et de formage. Notre usine combine l'extrusion à froid et l' usinage de haute précision. Forte d'une expertise reconnue dans le traitement de précision non standard et d'une solide expérience dans la fabrication d'accessoires de communication, elle assure une production en série sur mesure de haute précision de cette électrode. Elle offre un équilibre optimal entre résistance structurelle et précision d'ajustement, garantissant une compatibilité parfaite avec les composants associés.
1. Paramètres et caractéristiques de conception du produit
- Matériau de base : L’alliage d’aluminium 6061-T6 est utilisé. Il se caractérise par une haute résistance, une excellente résistance à la corrosion, ainsi qu’une formabilité et une usinabilité supérieures par extrusion à froid. Il est adapté à l’environnement de travail complexe des stations de signalisation 4G extérieures, soumis à des variations de température et à l’exposition aux intempéries. L’extrusion à froid améliore la dureté superficielle et la compacité structurelle du matériau de base, ce qui garantit non seulement la stabilité structurelle et la conductivité électrique de l’électrode, mais assure également une parfaite compatibilité avec le matériau du boîtier, améliorant ainsi la durabilité de l’ensemble du système de parafoudre.
- Technologie de surface : Une surface usinée avec précision, présentant une rugosité Ra de 1,5 à 3,5 µm, est obtenue sans traitement de peinture. Cette surface doit être exempte de taches d’huile, de bavures, d’éclats, de bosses et autres défauts d’usinage. La surface de base, formée par extrusion à froid, offre une planéité élevée, garantissant ainsi une base solide pour l’usinage de précision ultérieur. Cette technologie de surface de haute précision empêche non seulement la couche de peinture d’affecter la conductivité électrique, mais assure également la précision d’assemblage avec les composants correspondants, évitant ainsi l’impact des jeux d’assemblage sur l’efficacité de la protection contre la foudre.
- Conception structurelle : Ce produit présente une microstructure de précision intégrée, avec des rainures spécifiques, des trous taraudés Whitworth, de multiples transitions en arc de cercle à faible rayon et des microstructures symétriques. Toutes les surfaces sont parallèles au plan de référence et offrent une grande richesse de détails et des dimensions précises, notamment des parois minces et des microcavités. La mise en forme intégrée de l’ébauche principale est réalisée par extrusion à froid, remplaçant ainsi l’ébauche traditionnelle et reproduisant fidèlement le prototype structurel. Il s’agit d’une micro-pièce de précision non standard typique, combinant extrusion à froid et usinage de précision. La structure globale est parfaitement adaptée au boîtier du parafoudre, répondant aux exigences d’un assemblage modulaire.
- Spécifications de la version : La version actuelle a été optimisée après plusieurs itérations de conception, intégrant des éléments structurels supplémentaires tels que des fentes. Notre usine a également modernisé la filière d’extrusion à froid et le processus d’usinage de précision, garantissant ainsi une structure et une précision conformes aux dernières exigences d’assemblage des parafoudres et une grande stabilité d’utilisation.
2. Flux du processus d'usinage du noyau
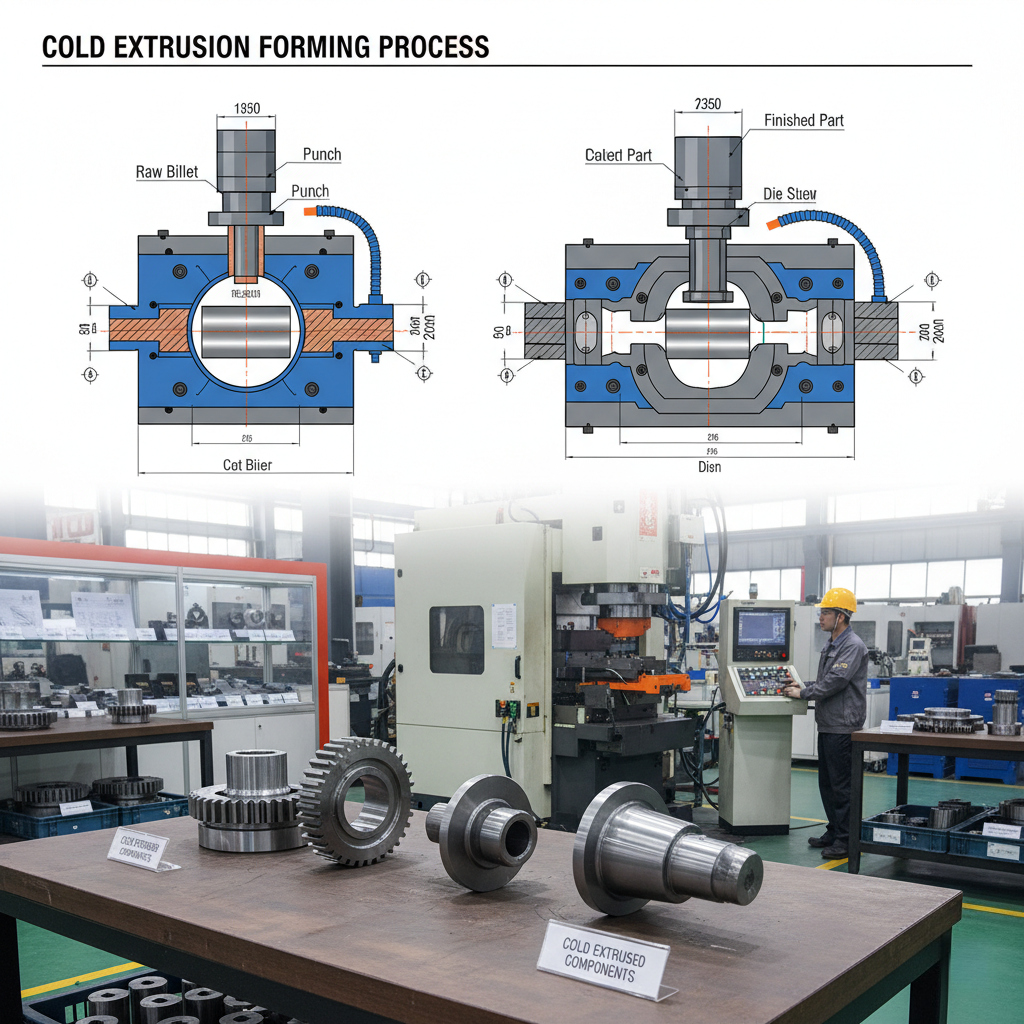
Compte tenu de la structure fine du produit, des exigences d'ajustement de haute précision et des caractéristiques du matériau en alliage d'aluminium 6061-T6, notre usine adopte un procédé de fabrication en flux continu associant extrusion à froid et usinage CNC de haute précision , en respectant scrupuleusement les spécifications du dessin de projection selon le troisième angle. Le processus principal est le suivant :
- Prétraitement des matières premières : Sélectionner des barres d'alliage d'aluminium 6061-T6 qualifiées, effectuer une découpe de précision à longueur fixe et un redressage, et éliminer les couches d'oxyde et les défauts de surface ; effectuer un recuit doux et une phosphatation-saponification de surface sur les ébauches pour améliorer la formabilité par extrusion à froid et réduire l'usure de la matrice, et enfin effectuer un nettoyage complet des taches d'huile en préparation de l'extrusion à froid.
- Formage par extrusion à froid : Des matrices de micro-extrusion à froid de haute précision, conçues sur mesure, permettent de réaliser le formage intégré de l’ébauche principale du produit sur une machine d’extrusion à froid spéciale. L’extrusion simultanée du contour de base de l’électrode, du prototype de fente, des microstructures symétriques et des cavités garantit une structure compacte et une épaisseur de paroi uniforme. La formation d’une couche d’écrouissage renforce la structure et réduit considérablement l’usinage de précision ultérieur.
- Post-traitement des ébauches : Effectuer un recuit de détente sur les ébauches extrudées à froid afin d'éliminer les contraintes internes d'extrusion et d'éviter toute déformation lors de l'usinage de précision ultérieur ; effectuer un meulage fin sur le plan de référence des ébauches afin d'éliminer les bavures d'extrusion, de rectifier le plan de référence de positionnement et de garantir la précision du serrage et du positionnement ultérieurs.
- Serrage et positionnement de précision : Adoptez des dispositifs de fixation micro spéciaux de haute précision personnalisés et fixez les ébauches avec précision par une méthode de serrage léger par adsorption sous vide et bloc de pression élastique pour établir une référence d'usinage de noyau unique, réduisant les erreurs de serrage et la micro-déformation de l'ébauche pour s'adapter aux exigences de traitement des structures minuscules.
- Usinage de précision par fraisage CNC : Utiliser un petit centre d’usinage CNC de haute précision pour effectuer le fraisage de finition sur les ébauches extrudées à froid en prenant comme référence le plan de base découpé, affiner le contour principal, les fentes, les arcs de petit rayon, les parois minces et autres structures, contrôler avec précision le parallélisme de chaque plan et la précision de positionnement des structures, et garantir les dimensions d’ajustement avec le boîtier correspondant.
- Système de perçage et usinage des filetages : Perçage de précision complet des trous traversants et des lamages à l’aide d’une perceuse CNC de haute précision, et taraudage des trous filetés Whitworth avec des outils spéciaux ; chanfreinage fin des orifices des trous avant le taraudage pour éviter la fissuration du sommet du filetage et garantir la précision de l’ajustement du filetage et la régularité de l’assemblage.
- Chanfreinage de précision et ébavurage fin : Réaliser un chanfreinage fin personnalisé sur tous les bords vifs, les orifices et les bords de fente du produit ; pour les pièces sujettes aux bavures fines résiduelles telles que les arcs de petit rayon et les orifices minuscules, adopter la méthode d’ébavurage micro-ultrasonique + finition manuelle par des techniciens expérimentés afin d’éliminer complètement les copeaux et les bavures fines et d’éviter de rayer les composants correspondants.
- Inspection de précision complète : Lors du traitement, des instruments de précision tels que des machines à mesurer tridimensionnelles, des comparateurs à cadran et des rugosimètres sont utilisés pour effectuer une inspection complète de la précision dimensionnelle, de la tolérance géométrique et de la rugosité de surface. L'accent est mis sur la vérification de l'adéquation des dimensions avec le boîtier correspondant, afin de garantir la conformité aux exigences de conception et d'assemblage.
- Inspection finale et emballage de nettoyage : Effectuer une inspection finale de l’aspect général et des dimensions après la fin de tout le traitement ; procéder à un nettoyage en profondeur par pulvérisation haute pression et ultrasons avec un agent nettoyant spécial pour éliminer les taches d’huile et les éclats, et après séchage sous vide, adopter un emballage spécial antistatique et résistant aux rayures pour les micro-pièces de précision afin d’éviter les dommages secondaires pendant le transport et le stockage et de garantir un état de livraison parfait.
3. Principales difficultés d'usinage
En tant qu'électrode de précision pour parafoudres, il s'agit d'une micro-pièce de précision non standard combinant extrusion à froid et usinage fin. De par sa structure fine, ses exigences d'ajustement de haute précision et les caractéristiques de son processus composite, les principales difficultés d'usinage sont les suivantes :
- Difficultés liées à la maîtrise de la matrice d'extrusion à froid et du formage des ébauches : La structure minuscule et les caractéristiques complexes du produit exigent une précision extrême dans la conception de la cavité de la matrice d'extrusion à froid. Des problèmes tels que l'usure de la matrice, un remplissage insuffisant de l'ébauche et un formage irrégulier des structures minuscules sont susceptibles de se produire. L'alliage d'aluminium 6061-T6 est sujet à la micro-déformation lors de l'extrusion à froid, ce qui rend difficile de garantir la constance dimensionnelle de chaque structure minuscule de l'ébauche et affecte directement l'efficacité de l'usinage de précision ultérieur.
- Difficultés d'unification des références et de positionnement lors du serrage : Le produit est de petite taille et les ébauches extrudées à froid présentent une légère déformation, ce qui les rend sujettes à un décalage de positionnement lors du serrage ; de plus, l'usure des outils et une force de serrage inappropriée lors de l'usinage de précision peuvent entraîner une micro-déformation secondaire des ébauches, affectant le parallélisme du plan de référence et la précision de positionnement des structures, ce qui est directement lié à l'adaptabilité avec le logement correspondant.
- Difficultés d'usinage de précision des trous taraudés Whitworth : Les trous taraudés Whitworth du produit sont de petite taille, avec un profil de filetage et un pas différents des filetages métriques conventionnels, et les outils conventionnels ne peuvent pas être adaptés ; de plus, un profil de filetage irrégulier et une rupture du taraud sont susceptibles de se produire lors du taraudage de trous minuscules, ce qui impose des exigences strictes en matière d'outils de traitement et de paramètres de processus.
- Difficultés liées à la qualité de surface et à l'usinage sans défauts : Une surface usinée de haute qualité et exempte de défauts est indispensable. L'alliage d'aluminium présentant une bonne plasticité, l'adhérence de l'outil et la formation d'arêtes rapportées sont fréquentes lors de l'usinage de précision de structures de petite taille, entraînant des rayures superficielles. Par ailleurs, les défauts de surface, même minimes, des ébauches extrudées à froid sont amplifiés après usinage de précision, ce qui rend difficile le contrôle de la régularité de la rugosité.
- Difficultés liées à l'ébavurage fin des microstructures : les fines bavures ont tendance à persister dans des pièces telles que les arcs de petit rayon, les fentes et les minuscules orifices du produit, et sont difficiles à éliminer complètement par les méthodes traditionnelles ; l'ébavurage manuel est sujet aux rayures de surface et aux déformations structurelles dues à une mauvaise manipulation, ce qui affecte la précision du produit et l'effet d'assemblage.
- Difficultés liées au contrôle de la précision d'assemblage : En tant que pièce d'ajustement, elle doit s'adapter parfaitement au boîtier du parafoudre. De légères variations dimensionnelles lors des étapes d'extrusion à froid et d'usinage de précision peuvent engendrer des jeux d'assemblage excessifs, voire une impossibilité d'assemblage. Il est donc impératif de contrôler rigoureusement la précision d'usinage globale.
4. Solutions de processus ciblées
Compte tenu des difficultés d'usinage mentionnées ci-dessus, et forte de nombreuses années d'expérience dans l'extrusion à froid d'alliages d'aluminium et l'usinage de pièces de micro-précision, notre usine a mis au point des solutions exclusives en matière de matrices, d'équipements, d'outils, de procédés et de contrôle afin de garantir pleinement la qualité d'usinage du produit et son adaptabilité.
- Solution de contrôle du formage par micro-extrusion à froid : personnalisation des matrices de micro-extrusion à froid en carbure de haute précision , optimisation de la conception des canaux d’alimentation et des microstructures pour garantir un remplissage complet des ébauches ; polissage et nitruration de la surface de la matrice pour améliorer la résistance à l’usure et la durée de vie ; contrôle précis de la vitesse et de la pression d’extrusion à froid, associé à une lubrification par phosphatation-saponification pour réduire le frottement entre les ébauches et les matrices ; contrôle à 100 % de l’aspect et des dimensions de base des ébauches après extrusion, élimination des produits non conformes et garantie de la qualité du formage dès la source.
- Solution d'unification des données de référence et de positionnement par serrage : Effectuer un fraisage et un ébavurage de précision sur le plan de référence des ébauches extrudées à froid afin d'établir une référence de prépositionnement unifiée ; adopter des dispositifs de fixation sous vide sur mesure pour l'usinage de précision et utiliser des blocs de pression élastiques pour un serrage léger afin de minimiser la micro-déformation de l'ébauche ; calibrer la précision du dispositif de fixation avant le traitement, prendre le plan de référence comme seule référence tout au long du processus et revérifier la précision de la référence toutes les 10 pièces traitées afin de garantir l'absence de décalage.
- Solution d'usinage de précision pour trous taraudés Whitworth : Tarauds et outils de perçage micro-diamètres spéciaux sur mesure pour les filetages Whitworth adaptés au produit ; outils de micro-chanfreinage utilisés pour chanfreiner finement les orifices des trous avant le taraudage afin de garantir une entrée de filetage en douceur ; optimisation des paramètres de taraudage ; adoption de la méthode de taraudage CNC à faible vitesse avec assistance manuelle pour un contrôle précis de la force et pour éviter la rupture du taraud ; contrôle à 100 % avec des calibres de micro-filetage après usinage pour garantir un profil de filetage régulier et une précision d'ajustement optimale.
- Solution d'usinage sans défauts de surface : Effectuer un meulage fin des défauts de surface des ébauches extrudées à froid afin de préserver la couche d'écrouissage ; sélectionner des outils de micro-diamètre à revêtement spécial pour l'alliage d'aluminium afin d'assurer un usinage de précision, et utiliser un fluide de coupe respectueux de l'environnement pour un refroidissement et une lubrification continus afin de réduire l'adhérence de l'outil et la formation d'arêtes rapportées ; adopter un fraisage par couches pour les structures de petite taille afin de réduire les dommages causés par la force de coupe à la surface ; contrôler la rugosité de surface pièce par pièce à l'aide d'un rugosimètre après usinage afin de garantir la conformité aux exigences de conception.
- Solution d'ébavurage fin pour microstructures : Mettre en place un processus d'ébavurage progressif . Tout d'abord, effectuer un ébavurage de base à l'aide d'un appareil d'ébavurage ultrasonique de micro-dégrossissage, puis des techniciens expérimentés finissent manuellement les zones difficiles d'accès à l'aide d'outils de micro-meulage et de loupes. Un contrôle complet est effectué après le meulage afin de s'assurer de l'absence de résidus de bavures et d'éviter simultanément les rayures superficielles et les déformations structurelles.
- Solution de contrôle de la précision d'ajustement : Établir une norme d'inspection spécifique pour les dimensions d'ajustement et intégrer les dimensions d'ajustement clés du boîtier du parafoudre dans le périmètre d'inspection du produit ; inspecter les dimensions d'ajustement de base des ébauches après formage par extrusion à froid et effectuer un contrôle à 100 % des dimensions d'ajustement à l'aide d'une machine à mesurer tridimensionnelle après usinage de précision ; effectuer des tests d'assemblage physique après l'achèvement du traitement de la première pièce et ne démarrer la production en série qu'après confirmation de l'ajustement précis avec le boîtier afin de contrôler la précision d'ajustement tout au long du processus.
5. Nos avantages en matière d'usinage et notre assurance qualité
- Avantage du procédé composite : Notre usine dispose d’un système de procédé composite éprouvé, combinant l’extrusion à froid d’alliages d’aluminium et l’usinage de micro-précision . L’extrusion à froid permet le formage monobloc du corps principal du produit, améliorant ainsi la compacité et la résistance structurelles, réduisant les opérations de coupe et augmentant la productivité. L’usinage de haute précision garantit la précision dimensionnelle et la qualité de surface, assurant un équilibre optimal entre performance et adaptabilité du produit. Il s’agit là d’un atout majeur pour l’usinage de pièces microstructurées de précision non standard.
- Avantages liés à l'équipement et aux matrices : Nous disposons d'un ensemble complet d'équipements de traitement, notamment des machines d'extrusion à froid de haute précision, des centres d'usinage CNC de petite taille et de haute précision, ainsi que des centres de micro-perçage et de taraudage. Nous proposons également des équipements de contrôle de précision, tels que des machines à mesurer tridimensionnelles. La précision de positionnement de nos équipements atteint 0,005 mm, ce qui nous permet de traiter des micro-pièces. Notre équipe de conception de matrices, composée de professionnels, est capable de personnaliser et de modifier rapidement les matrices d'extrusion à froid afin de les adapter précisément à l'évolution de la structure du produit.
- Avantage du traitement adapté : Notre usine peut traiter simultanément les composants essentiels tels que les boîtiers de parafoudre et les électrodes correspondantes, unifier le contrôle de l’extrusion à froid et de la précision d’usinage de l’ensemble des composants, garantir l’adaptabilité de chaque composant dès la source du processus, réduire les coûts de collaboration entre plusieurs fabricants pour le client et améliorer l’efficacité d’assemblage et la stabilité de l’ensemble du système de parafoudre.
- Avantage du contrôle qualité intégral : Nous avons mis en place un système de contrôle qualité spécifique pour l’extrusion à froid et l’usinage de précision . De l’inspection des matières premières à réception, en passant par le contrôle à 100 % des ébauches extrudées à froid, l’inspection du premier exemplaire et les contrôles de précision lors de l’usinage, jusqu’à l’inspection finale et les tests d’assemblage du produit fini, chaque étape fait l’objet d’un enregistrement détaillé. Tous les produits sont accompagnés d’un rapport d’inspection, garantissant ainsi que 100 % des produits livrés sont conformes, sans défauts de fabrication ni écarts dimensionnels.
- Avantage du service personnalisé : En tant qu’usine professionnelle d’usinage de précision sur mesure non standard, nous pouvons optimiser avec flexibilité la matrice d’extrusion à froid et le processus d’usinage de précision en fonction des exigences de conception globales des parafoudres de nos clients, et répondre rapidement aux changements de conception ; dans le même temps, nous fournissons à nos clients des suggestions professionnelles sur l’optimisation de la structure du produit et l’amélioration de la précision d’ajustement afin d’améliorer les performances de l’ensemble des équipements de protection contre la foudre.
Grâce aux avantages des procédés composites d'extrusion à froid et d'usinage de précision, à un système de contrôle qualité complet et à une solide expérience dans la fabrication de pièces d'adaptation, notre usine assure l'usinage de haute précision et de haute qualité de cette électrode d'adaptation pour parafoudre, en respectant scrupuleusement les spécifications de conception. Maîtrisant chaque détail d'usinage tout au long du processus, nous garantissons la résistance structurelle, la qualité de surface et l'adaptabilité du produit, pour un ajustement parfait au boîtier du parafoudre. Nous proposons ainsi une solution stable et fiable pour les pièces d'adaptation de précision essentielles aux parafoudres des stations de signalisation 4G.
Tél. : +86 187 5714 8656
Courriel : zhouli@chinaliqin.com
WhatsApp : +86 187 5714 8656
Site web : https://www.cncliq.com/
Courriel : zhouli@chinaliqin.com
WhatsApp : +86 187 5714 8656
Site web : https://www.cncliq.com/
