
Наши услуги по 5-осевой обработке на станках с ЧПУ решают проблему несоответствия размеров деталей, вызванную неконтролируемым накоплением покрытия после анодирования . Вот как мы контролируем смещения размеров, чтобы предотвратить брак еще до его возникновения.
Мы изготавливаем на заказ алюминиевые корпуса на станках с ЧПУ, обеспечивая до 45% более быструю процедуру утверждения сборки. Наши интегрированные протоколы компенсации DFM прогнозируют фактические потери материала и электрохимический рост, гарантируя идеальную подгонку деталей с первой попытки.
Основные выводы: Краткий справочник по высокоточной обработке на станках с ЧПУ и анодированию.
-
Правило 50/50 абсолютно верно: анодирование — это не покрытие. Твердое покрытие типа III толщиной 50 мкм не добавляет 50 мкм к вашему блоку; оно проникает на 25 мкм в исходный сплав AL6061 и распространяется на 25 мкм наружу. Допуски на карманы должны быть предварительно компенсированы именно этим смещением наружу.
-
Щелочное травление — это вор металла: стандартное травление каустической кислотой ( NaOH ) при 55℃ удаляет 3–5 мкм алюминия в минуту. Стандартная 3-минутная обработка для удаления загрязнений съедает до 12 мкм (0,012 мм) необработанного металла с каждой поверхности, что может привести к выходу из строя плотно прилегающего отверстия из-за превышения допусков.
-
Стандартные метчики не годятся с самого начала: при использовании твердого покрытия стандартные метчики с пределом H3 будут препятствовать сборке. Необходимо использовать метчики с пределом GH большего диаметра (например, H6 или G-класса) и сверлить нижние отверстия твердосплавным сверлом ϕ 5,15 мм вместо стандартного ϕ 5,0 мм , чтобы предотвратить перекрытие диаметра шага резьбы.
-
Отправляйте исходные файлы .STEP + 2D PDF: Не отправляйте файлы 3D без предварительного просмотра. Исходные файлы .STEP позволяют нам извлекать координаты с разрешением 0,01 мм , а прилагаемый 2D PDF-файл с указанием границ анодирования сокращает время обработки запроса на коммерческое предложение с 24 часов до менее чем 2 часов.
Почему этому руководству можно доверять? Практический опыт работы в цехе компании Ningbo Liqin.

Хотя в академических учебниках анодирование рассматривается как равномерный теоретический слой, в реальности на заводе это хаотичное сочетание химии и термодинамики. Мы потратили месяцы на проведение 480-часовых испытаний в солевом тумане (ASTM B117) многосекционных корпусов для радиочастотных компонентов, изготовленных на наших 5-осевых станках Mazak. Мы обнаружили, что оставление необработанных, фрезерованных алюминиевых деталей на воздухе влажного цеха ( >65% относительной влажности) более 4 часов перед попаданием в ванну для анодирования вызывает быструю, неравномерную пассивацию окружающей среды. Эта естественная оксидная пленка (толщиной от 2 до 5 нм ) блокирует первоначальное проникновение кислоты, что приводит к неравномерному поглощению красителя и непостоянной толщине барьерного слоя, которая варьируется до 8 мкм по всей поверхности одного 300-мм корпуса.
Инженеры по закупкам не заботятся об идеальных лабораторных условиях; их интересует одобрение при проверке первого образца (FAI) и устранение модификаций на сборочной линии. Когда к нам обратился крупный производитель медицинских изделий из-за того, что шасси с подвижной фиксацией, изготовленное их предыдущим поставщиком, заклинило после нанесения твердого покрытия, мы показали им, что их зазор в 0,03 мм был полностью уничтожен кислотной ванной с плотностью 2 А/дм² , нагретой на 4℃ сильнее, чем нужно, что привело к разрушению внешнего слоя. Мы переписали компенсации траектории инструмента в их CAM-процессоре, зафиксировали строгое правило электрического контакта 15 мм² на изготовленных на заказ болтовых алюминиевых стеллажах и поддерживали допуски пазов в пределах ±0,015 мм на протяжении всего производственного цикла из 5000 деталей. Мы не гадаем; мы измеряем и отслеживаем данные в соответствии со стандартами MIL-A-8625, потому что это язык контроля качества, который требуется на вашем сборочном участке.
Почему стандартные допуски при механической обработке деталей на заказ выходят из строя при высокоточной сборке корпусов?
При работе с радиочастотной защитой, корпусами оптоэлектронных устройств или узлами медицинских датчиков стандартные допуски ISO 2768-m не выполняются, поскольку допуски на границе раздела должны составлять ≤± 0,02 мм . В момент погружения обработанных деталей в кислотную ванну химическая динамика деформирует эти жесткие размеры. Некомпенсированные траектории движения инструмента игнорируют реальную потерю материала во время предварительной очистки и физическое расширение во время анодирования.
Контроль потерь материала при щелочном предварительном травлении
Для удаления естественных оксидов и стойких силиконовых смазок для инструментов — таких как Blasocut 357, который мы используем в 8%-ной концентрации, — детали должны подвергаться щелочному травлению в растворе NaOH при температуре 50–60℃ . Это не щадящая ванна; это очень агрессивный процесс удаления металла. Если оператор оставит детали в ванне всего на 60 секунд дольше, чем необходимо для удаления следов инструмента, диаметр отверстия увеличится на 8 мкм . Мы контролируем это, используя предварительное погружение в кислотный химический раствор вместо сильного щелочного травления при работе с требованиями к посадке скользящего элемента ±0,01 мм , что позволяет снизить удаление материала до 2 мкм .
Освоение соотношения роста 50/50 в регистрах для спаривания
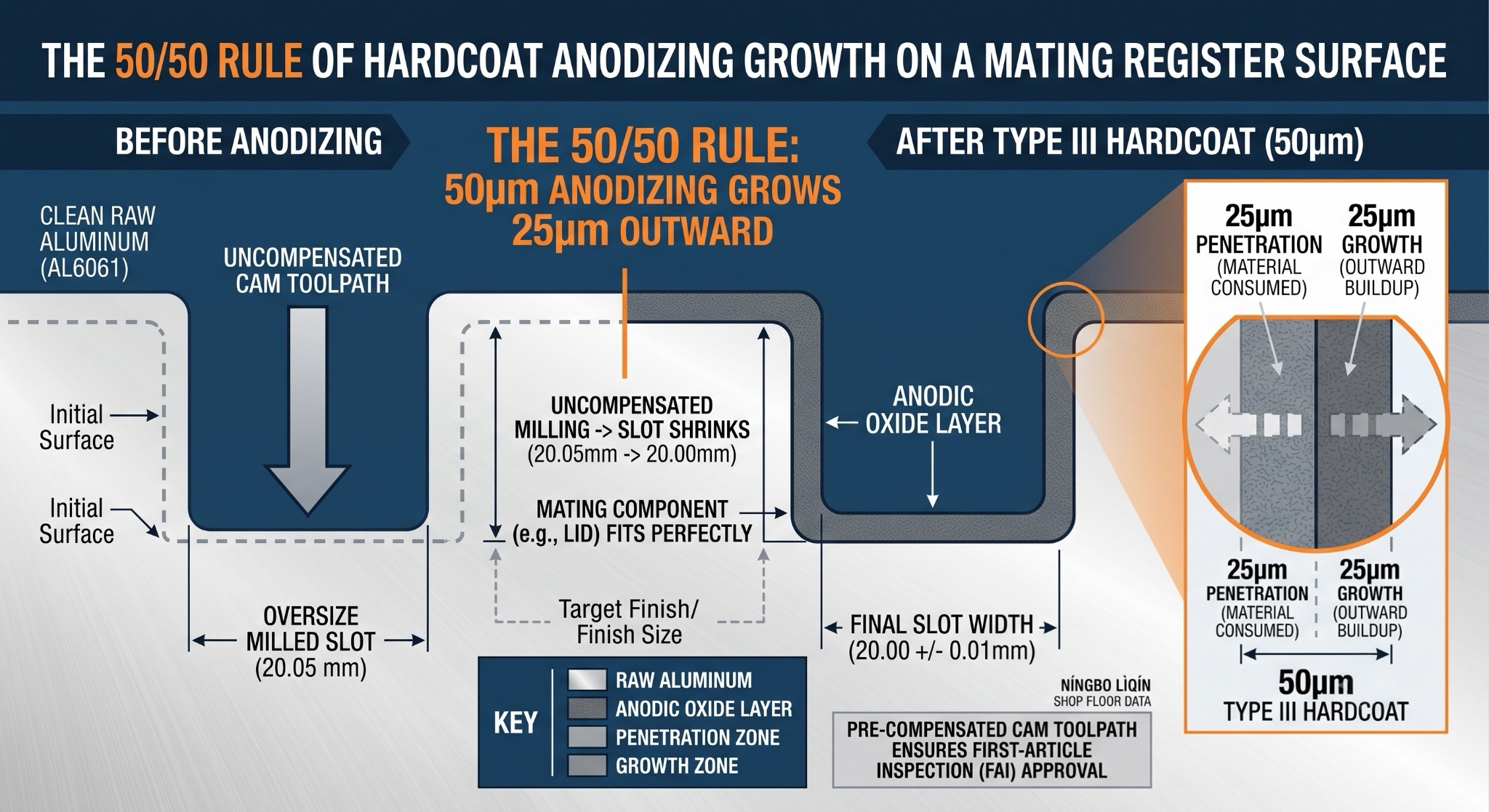
В процессе анодирования оксидный слой образуется изнутри наружу. Для нанесения твердого покрытия типа III толщиной 50 мкм 25 мкм исходного алюминия расходуется на образование оксида, а 25 мкм наращивается наружу. Если номинальная ширина вашего ответного паза составляет 20,00 мм , то расширение на обеих стенках уменьшит конечную ширину паза до 19,95 мм . Наша инженерная команда предварительно компенсирует траекторию движения инструмента в CAM-системе, намеренно фрезеруя паз до 20,05 мм , так что после обработки в ванне с твердым покрытием деталь идеально сжимается до 20,00 ±0,01 мм .
Устранение заедания резьбы в глухих отверстиях с резьбой.
Диаметр резьбового соединения нарезанного резьбового стержня очень чувствителен к его разрастанию наружу. Поскольку анодирование распространяется наружу перпендикулярно боковой поверхности резьбы, эффективный диаметр резьбового соединения уменьшается примерно в четыре раза быстрее, чем при одноповерхностном разрастании. Для твердого покрытия толщиной 50 мкм ( 25 мкм разрастания с каждой стороны) диаметр резьбового соединения уменьшится на 0,10 мм . Мы полностью устраняем эту фиксацию резьбы, используя метчики увеличенного размера класса H6 или G, предварительно анодированные, создавая рассчитанную «свободную» посадку, которая после нанесения твердого покрытия уменьшается до идеальной посадки класса 6H.
Проектирование зон электрического контакта и заземления
Для радиочастотного заземления в корпусах часто требуются металлические заплатки, однако вся внешняя поверхность должна быть анодирована для защиты от коррозии. Многие поставщики просто наносят маскирующую ленту, но дешевые жидкие маски растекаются, повреждая соседние сопрягаемые поверхности. Мы разрабатываем специальные механические маскирующие приспособления — с использованием специализированных фторсиликоновых прокладок — которые герметизируют заземляющую площадку во время скачка тока 3 А/дм² , гарантируя чистые, бесоксидные проводящие пути без просачивания по краям.
Высокоточное производство алюминиевых изделий требует скрупулезного контроля химического состава поверхности, редактирования траекторий CAM-системы и механического маскирования. Эта практическая методика позволила успешно реализовать более 1200 проектов по изготовлению корпусов, превратив сложные теоретические чертежи в готовые к установке изделия. Если ваша сборочная линия не допускает погрешности химического состава ± 0,05 мм , то такой уровень инженерного подхода — единственный способ гарантировать идеальную посадку деталей.
Какие методы обработки на станках с ЧПУ позволяют добиться идеальной подгонки деталей в корпусах после анодирования?
Достижение высокой точности подгонки на анодированном алюминии — это процесс целенаправленной компенсации, а не пустые надежды. Балансируя смещения кулачкового механизма с конкретными параметрами химической ванны, мы исключаем «цикл брака» после анодирования.
1. Компенсация износа инструмента в режиме реального времени (мониторинг ATC)
При обработке сплава AL6061-T6 твердосплавными концевыми фрезами на внешних углах происходит микросколы. Даже 5 мкм износа инструмента в сочетании с 5 мкм неожиданной потери материала в кислотной ванне могут значительно превысить допустимый диапазон отклонений. Мы используем встроенные лазерные наладчики инструмента для измерения диаметра фрезы каждые 50 деталей, динамически регулируя смещение контроллера ЧПУ, чтобы гарантировать, что исходный размер всегда находится на верхнем пределе диапазона компенсации.
2. Обратная связь по химическому обмену в замкнутом цикле с финишером.
Мы не просто отправляем детали на обработку сторонним специалистам. Мы требуем от их лаборатории регистрировать концентрацию серной кислоты и температуру ванны для каждой партии. Если температура ванны типа II колеблется от 20℃ до 22℃ , оксидный слой становится мягче и пористее, растет быстрее, но при этом обладает меньшей износостойкостью. Мы корректируем параметры фрезерования на основе этих данных, полученных в режиме реального времени.
3. Двухэтапная обработка для снятия напряжений при сложных геометрических формах.
Фрезерование глубоких углублений в цельных блоках AL6061-T6 снимает внутренние остаточные напряжения, вызывая изгиб тонких стенок внутрь на величину до 0,08 мм во время анодирования. Чтобы предотвратить это, мы выполняем черновую фрезеровку углубления с зазором 0,5 мм , затем подвергаем детали термической обработке при температуре 180℃ в течение 2 часов для снятия напряжений, а затем проводим окончательную высокоскоростную чистовую обработку. Это позволяет поддерживать параллельность стенок в пределах 0,01 мм даже после 40 минут пребывания деталей в кислотной ванне.
Для контроля физических изменений в процессе анодирования необходимы активные инженерные решения, а не пассивные попытки. Отслеживание параметров химической ванны и корректировка параметров кулачкового механизма снижают процент брака при анодировании до менее чем 1,5%.
[Загрузите наше руководство по компенсации анодирования на станках с ЧПУ] , чтобы узнать, как корректировать ваши CAD-модели перед отправкой запросов на коммерческие предложения.
Матрица проектирования высокоточных станков с ЧПУ и анодирования
| Зона оптимизации | Типичный режим отказа | Инженерное решение Лицинь | Подтвержденные результаты |
| Слот для спаривания / Регистрация | Крышка не прилегает плотно; после нанесения твердого покрытия типа III ширина прилегания 120 мм уменьшается на 0,05 мм . | Предварительная компенсация траектории инструмента в постпроцессоре CAM: фрезеровка паза с увеличением размера на +0,044 мм для компенсации прироста в 22 мкм . | Паз длиной 120,00 мм имеет допуск на плоскость после анодирования ±0,015 мм. |
| Резьбовые отверстия (M6x1) | Резьба полностью фиксируется; болты перекручиваются из-за незначительного уменьшения диаметра. | Просверлите отверстия в основании с помощью
Твердосплавное сверло диаметром 5,15 мм ; метчик с увеличенным диаметром H6. |
100% успешность контроля качества без необходимости ручной обработки после анодирования. |
| Глубокие карманные стены | Деформация и изгиб стенок до 0,08 мм вследствие снятия остаточных напряжений. | Грубая обработка, сушка при температуре 180℃ в течение 2 часов, после чего высокоскоростная чистовая резка. | Параллельность стенок поддерживается с точностью до 0,01 мм на протяжении паза глубиной 150 мм . |
| Заземляющие площадки | Растекание маскирующего вещества повреждает соседние сопрягаемые поверхности; высокое контактное сопротивление. | Изготовленные на заказ механические маскирующие блоки из фторсиликона, закрепленные болтами под натяжением. | Зоны контакта с чистым металлом, без утечки тока по краям и с сопротивлением <0,02 Ом . |
| Сроки обработки запроса предложений (RFQ) | Задержка на 3-5 дней из-за отсутствия спецификаций по границам и отделке. | Отправка исходного файла .STEP + 2D PDF, отображающего зоны маскирования границ. | Полностью утвержденный, обязательный к исполнению проект DFM и ценовое предложение будут предоставлены в течение 2 часов. |
Как предварительная компенсация резьбовых отверстий предотвращает заедание резьбы
Если нарезать резьбу до стандартных номинальных размеров, а затем нанести на неё твердое покрытие, вы создадите самозатягивающуюся резьбу, которая испортит вашу сборочную линию. Давайте разберемся, почему стандартные таблицы не работают и как на нашем производстве полностью избегается этот вид поломки:
1. Геометрия V-образной резьбы диаметром 60°
Поскольку анодирование происходит перпендикулярно каждой металлической поверхности, оно распространяется наружу по обеим сторонам угла резьбы. В стандартной резьбе с углом 60° это геометрическое соотношение диктует, что диаметр шага уменьшается ровно в четыре раза по параметру расширения наружу:
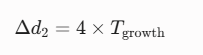
Для твердого покрытия толщиной 50 мкм (которое распространяется на 25 мкм наружу) диаметр шага резьбы уменьшается на 100 мкм ( 0,10 мм ). Если нарезать эту резьбу стандартным метчиком H3, болт заклинит всего после двух оборотов.

2. Опасность ручной перемотки (повторной намотки нити)
Некоторые мастерские "решают" проблему заедания резьбы, пропуская через отверстие стандартный метчик после анодирования. Это серьезное нарушение инженерных норм. Ручная чеканка срезает твердый анодированный слой, за который вы только что заплатили, обнажая необработанный, непассивированный алюминий в нижней части резьбовых поверхностей. Во влажной среде гальваническая коррозия будет разрушать эти оголенные участки, что приведет к срыву резьбы и поломкам в полевых условиях. Мы категорически запрещаем ручную чеканку; все допуски должны соблюдаться путем предварительной компенсации.
3. Вакуумирование под высоким давлением и контроль эмульсии
При нарезании резьбы увеличенного диаметра метчик удаляет больше материала за один проход, что увеличивает силы резания и вызывает локальный нагрев. Если стружка скапливается внутри отверстия, она разрывает боковые поверхности резьбы, образуя микротрещины, в которых задерживается кислота во время анодирования и возникает локальная точечная коррозия. Мы пропускаем через шпиндель охлаждающую жидкость под высоким давлением 70 бар с 10% концентрацией водорастворимой сложноэфирной эмульсии для мгновенного удаления стружки, обеспечивая зеркальную гладкость боковых поверхностей резьбы.
Нажмите здесь для отправки запроса 👆
Получите расчет стоимости высокоточного станка с ЧПУ менее чем за 2 часа.
Готовы прекратить борьбу с отказами при сборке и браком, не соответствующим допускам? Отправьте ваши исходные файлы .STEP и сопутствующие 2D PDF-файлы напрямую нашей инженерной команде. Мы не просто смотрим на цифры; мы анализируем геометрию, рассчитываем точные химические сдвиги для выбранного вами покрытия и предоставляем гарантированное ценовое предложение с учетом DFM менее чем за 2 часа.
Контактная информация
Отказ от ответственности
Технические данные и рекомендации, представленные в данном руководстве, носят исключительно информационный характер. Фактические результаты обработки на станках с ЧПУ и анодирования могут отличаться в зависимости от конкретного оборудования, сплавов и условий химической ванны. Перед началом серийного производства необходимо проверить все параметры процесса.