








Описание продукта
| вещь | описывать |
| Дизайн/Размер | По чертежам или образцам заказчика. |
| Материал |
Алюминий: 6061, 6063, 6082, 7075, 5052, A380 и т. д. Нержавеющая сталь: SS201, SS301, SS303, SS304 (SS304 пищевая), SS316, SS316L, SUS430, SS416 Сталь: низкоуглеродистая сталь, углеродистая сталь, 4140, 4340, Q235, Q345B, 20#, 45# и т. д. Легированная сталь (15Cr, 20Cr, 42CrMo) и др. Латунь: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 и т. д. Медь, бронза, медь и т. д. Титан: TC4 (TiAl6v4, Grade f5) Пластик: ABS, PC, PE, POM, Delrin, нейлон, пластик, PP, PEI, Peek и др. |
| процесс | Обработка на станках с ЧПУ, токарная обработка, фрезерование, штамповка, токарная обработка, резка и т. д. |
| Срок поставки | Изготовление образцов обычно занимает 3-7 рабочих дней, а серийное производство будет осуществляться в соответствии с подробным объемом после утверждения образцов. |
| Обработка поверхности | Прозрачное анодирование, цветное анодирование, химическое покрытие, шлифовка, пассивация, полировка, хромирование, пескоструйная обработка, лазерная гравировка, цинкование, черное оксидирование, никелирование, хромирование, цементация, термообработка, покраска |
| Испытательное оборудование | Координатно-измерительная машина (КИМ), двухмерный измерительный прибор, проектор, высотомер, микрометр, резьбомер, твердомер, штангенциркуль, штифтовой калибр, прибор для испытания в солевом тумане, прибор для измерения концентричности, спектрометр. |
| Система управления качеством |
ISO 9001:2015 ISO 13485:2016 |
| приложение | Автозапчасти, детали машин, компьютерные детали, медицинские детали, детали бытовой техники, электротехнические детали, детали электронных изделий, электронные детали, детали генераторов, детали альтернаторов, канцелярские товары, силовые выключатели, микропереключатели, строительная техника, товары и аудио-видеооборудование. |
| Формат файла | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Упаковка | Внутренний полиэтиленовый пакет, внешняя стандартная картонная коробка или по требованию заказчика. |
| Перевозки | Морские перевозки, авиаперевозки, международная экспресс-доставка (DHL, FedEx, TNT, UPS). |
| Служить | Профессиональная команда специалистов по внешней торговле обеспечивает оперативное и внимательное обслуживание. Протокол контроля размеров/Сертификат на сырье/Отчет об обработке поверхности/Технический чертеж Отчет RoHS/Отчет об испытании на солевое распыление/Отчет об испытании на твердость |
Введение в технологию обработки данных: согласующий электрод для грозозащитного устройства для станций передачи сигнала 4G
Этот продукт представляет собой основной согласующий электрод для грозозащитных устройств станций 4G, нестандартную прецизионную конструкционную деталь, идеально адаптированную к корпусам грозозащитных устройств. Разработанный специально для молниезащитного оборудования наружных станций 4G, он предъявляет строгие требования к структурной адаптивности, точности размеров, технологии обработки поверхности и детальной формовке. Наш завод сочетает технологию холодной экструзии с высокоточной механической обработкой, а также опирается на отработанный опыт в области нестандартной прецизионной обработки и производства коммуникационных аксессуаров, что позволяет нам осуществлять высокоточное серийное производство этого электрода по индивидуальному заказу. Он обеспечивает баланс между прочностью конструкции и точностью подгонки, гарантируя идеальную совместимость с соответствующими компонентами.
1. Основные параметры продукта и конструктивные особенности
- Основной материал : используется алюминиевый сплав 6061-T6, обладающий высокой прочностью, превосходной коррозионной стойкостью, а также отличной формуемостью и обрабатываемостью при холодной экструзии. Он подходит для сложных условий эксплуатации наружных станций 4G-сигнала с перепадами температуры и воздействием дождя. Холодная экструзия повышает твердость поверхности и структурную плотность основного материала, что не только обеспечивает структурную стабильность и электропроводность электрода, но и формирует соответствие характеристик материала корпуса, повышая долговечность всей системы молниеотвода.
- Технология обработки поверхности : Используется тонко обработанная поверхность с контролируемой шероховатостью Ra1,5-3,5 мкм без покраски. Поверхность должна быть свободна от масляных пятен, заусенцев, сколов, вмятин и других дефектов обработки. Базовая поверхность, сформированная методом холодной экструзии, обладает высокой плоскостностью, создавая прочную основу для последующей прецизионной обработки. Высокоточная технология обработки поверхности не только предотвращает влияние лакокрасочного слоя на электропроводность, но и обеспечивает точность подгонки к соответствующим компонентам, избегая влияния зазоров при сборке на эффективность молниезащиты.
- Конструкция : Изделие отличается интегрированной прецизионной микроструктурой с разработанными пазами, резьбовыми отверстиями Витворта, множеством комплектов дугообразных переходов малого радиуса и симметричными миниатюрными структурами. Все поверхности параллельны базовой плоскости, обладают богатой детализацией и точными размерами, включая тонкостенные и микрополые элементы. Интегрированное формование основной заготовки осуществляется методом холодной экструзии, заменяя традиционную черновую резку и точно воспроизводя структурный прототип. Это типичная нестандартная прецизионная микродеталь, сочетающая холодную экструзию и тонкую резьбу. Общая конструкция точно адаптирована к корпусу грозозащитного устройства, отвечая требованиям модульной сборки.
- Спецификация версии : Текущая производственная версия оптимизирована после нескольких итераций проектирования с добавлением структурных особенностей, таких как пазы. Наш завод одновременно модернизировал матрицу для холодной экструзии и процесс прецизионной обработки, что обеспечивает соответствие конструкции и точности изделия новейшим требованиям к сборке грозозащитных устройств и гарантирует стабильность в эксплуатации.
2. Технологический процесс обработки стержней
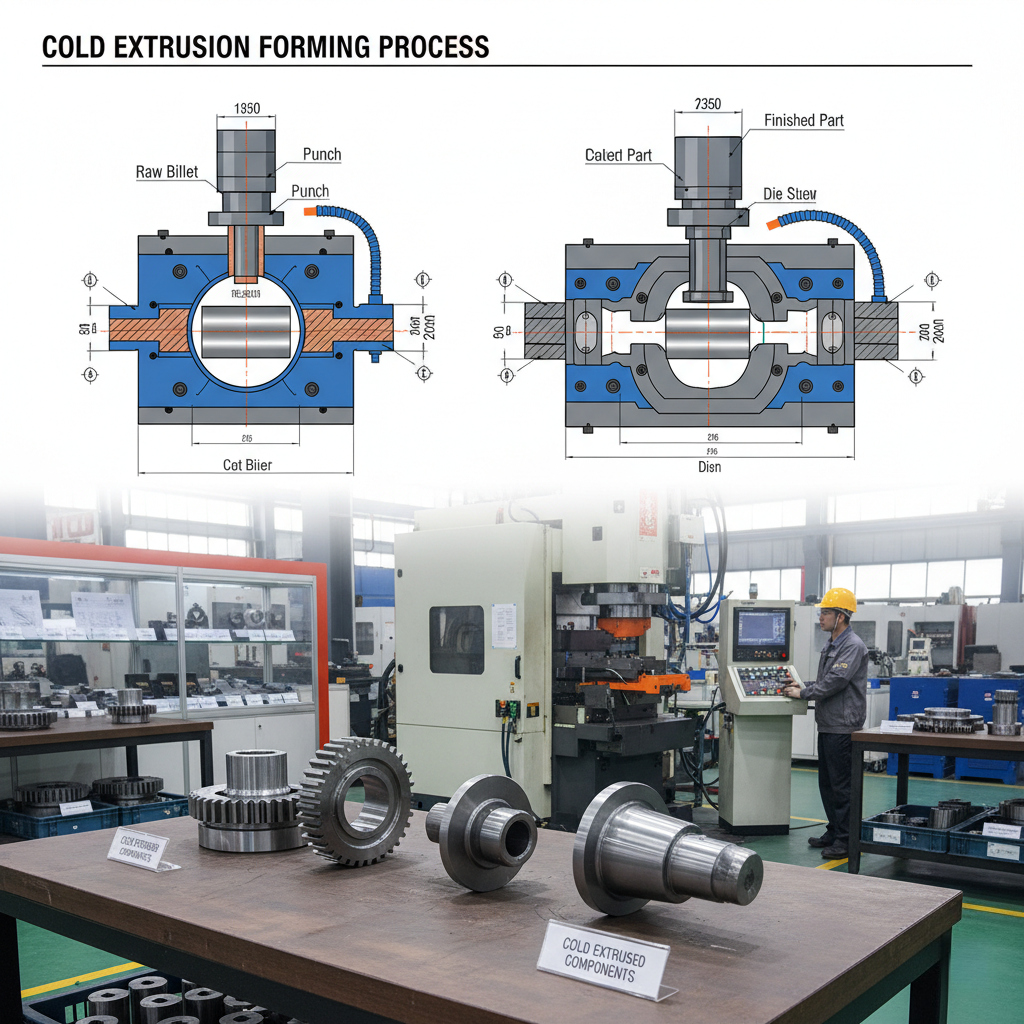
Учитывая тонкую структуру изделия, высокие требования к точности подгонки и характеристики материала алюминиевого сплава 6061-T6, на нашем заводе используется технология цельнолитой обработки, включающая холодную экструзию и высокоточную обработку на станках с ЧПУ , в соответствии со спецификацией чертежа в проекции третьего угла на протяжении всего процесса. Основной технологический процесс выглядит следующим образом:
- Предварительная обработка сырья : отбор качественных прутков из алюминиевого сплава 6061-T6, точная резка до заданной длины и выпрямление, удаление оксидных слоев и поверхностных дефектов; мягкий отжиг и поверхностное фосфатирование-омыление заготовок для улучшения формуемости при холодной экструзии и уменьшения износа матрицы, и, наконец, очистка от масляных пятен в рамках подготовки к холодной экструзии.
- Холодная экструзионная формовка : Использование высокоточных микроэкструзионных фильер, изготовленных по индивидуальному заказу, позволяет выполнить комплексную формовку основной заготовки изделия на специальной экструзионной машине. Одновременно экструдируются основной контур электрода, прототип паза, симметричные мельчайшие структуры и полости, что обеспечивает компактную структуру и равномерную толщину стенок заготовки. Формируется слой холодной деформации для повышения прочности и значительного уменьшения объема резания при последующей прецизионной обработке.
- Последующая обработка заготовок : Провести отжиг для снятия внутренних напряжений в холоднопрессованных заготовках, чтобы устранить внутренние напряжения, возникающие при экструзии, и предотвратить деформацию при последующей прецизионной обработке; выполнить тонкую шлифовку базовой плоскости заготовок для удаления заусенцев и облоя, обрезать позиционирующую базовую плоскость и обеспечить точность последующего зажима и позиционирования.
- Точное зажимание и позиционирование : Использование специально разработанных высокоточных микроприспособлений и точная фиксация заготовок методом вакуумной адсорбции + эластичного зажима с помощью блока легкого давления позволяют установить уникальную базовую точку обработки сердцевины, уменьшая погрешности зажима и микродеформацию заготовки, что адаптируется к требованиям обработки миниатюрных конструкций.
- Высокоточная фрезерная обработка на станках с ЧПУ : с помощью высокоточного малогабаритного обрабатывающего центра с ЧПУ выполняется чистовая фрезеровка заготовок, полученных методом холодной экструзии, с использованием обрезанной базовой плоскости в качестве ориентира, уточняется основной контур, пазы, дуги малого радиуса, тонкие стенки и другие элементы конструкции, точно контролируется параллельность каждой плоскости и точность позиционирования элементов, а также обеспечивается соответствие размеров корпусу.
- Обработка отверстий и резьбы : Точное сверление сквозных отверстий и зенковок на высокоточном сверлильном станке с ЧПУ, нарезание резьбы в отверстиях с резьбой Уитворта с помощью специальных инструментов; снятие тонкой фаски с отверстий перед нарезанием резьбы для предотвращения растрескивания гребня резьбы и обеспечения точности посадки резьбы и плавности сборки.
- Точная обработка фасок и тонкая зачистка : выполняется индивидуальная тонкая обработка фасок на всех острых кромках, отверстиях и кромках пазов изделия; для деталей, склонных к образованию остаточных мелких заусенцев, таких как дуги малого радиуса и крошечные отверстия, применяется метод микроультразвуковой зачистки + ручная тонкая обработка опытными специалистами для полного удаления стружки и мелких заусенцев и предотвращения царапин на соответствующих компонентах.
- Комплексный высокоточный контроль : В процессе обработки используются прецизионные приборы, такие как координатно-измерительные машины, индикаторы часового типа и измерители шероховатости, для проведения комплексного контроля точности размеров, геометрических допусков и шероховатости поверхности, с акцентом на проверку соответствия размеров стыковки с корпусом и обеспечение соответствия требованиям проектирования и сборки.
- Окончательная проверка и очистка/упаковка : После завершения всех этапов обработки проводится общая проверка внешнего вида и размеров; выполняется глубокая очистка под высоким давлением + ультразвуковая очистка с использованием специального чистящего средства для удаления масляных пятен и сколов, а после вакуумной сушки применяется специальная антистатическая и устойчивая к царапинам упаковка для прецизионных микродеталей, чтобы избежать вторичных повреждений во время транспортировки и хранения и обеспечить идеальное состояние при доставке.
3. Основные сложности обработки
В качестве высокоточного электрода для молниеотводов используется нестандартная прецизионная микродеталь, изготовленная методом холодной экструзии и тонкой гравировки. В сочетании с её тонкой структурой, высокими требованиями к точности подгонки и комбинированными технологическими характеристиками, основные сложности обработки заключаются в следующем:
- Трудности контроля формования заготовок и микроформовки при холодной экструзии : Изделие имеет крошечную структуру и сложные особенности, поэтому точность проектирования полости экструзионной матрицы при холодной экструзии предъявляет чрезвычайно высокие требования. Возникают такие проблемы, как износ матрицы, недостаточное заполнение заготовки и неравномерное формование мельчайших структур; алюминиевый сплав 6061-T6 склонен к микродеформациям во время холодной экструзии, что затрудняет обеспечение размерной согласованности каждой мельчайшей структуры заготовки и напрямую влияет на эффективность последующей прецизионной обработки.
- Трудности в унификации базовой плоскости и позиционировании при зажиме : изделие имеет небольшие размеры, а заготовки, полученные методом холодной экструзии, подвержены незначительной деформации, что делает их склонными к смещению позиционирования во время зажима; кроме того, износ инструмента и неподходящая сила зажима при прецизионной обработке могут привести к вторичной микродеформации заготовок, влияя на параллельность базовой плоскости и точность позиционирования конструкций, что напрямую связано с совместимостью с соответствующим корпусом.
- Трудности при прецизионной обработке резьбовых отверстий по методу Витворта : Резьбовые отверстия по методу Витворта имеют малый размер, профиль и шаг резьбы отличаются от обычных метрических резьб, и для их обработки не подходят стандартные инструменты; кроме того, при нарезании резьбы в таких крошечных отверстиях высока вероятность появления неровного профиля резьбы и поломки метчика, что предъявляет жесткие требования к обрабатывающим инструментам и параметрам процесса.
- Трудности с качеством поверхности и обработкой без дефектов : требуется идеально обработанная поверхность без каких-либо дефектов. Алюминиевый сплав обладает хорошей пластичностью, поэтому при прецизионной обработке мелких структур склонны к прилипанию инструмента и образованию наростов на кромке, что приводит к царапинам на поверхности; в то же время, мелкие дефекты поверхности заготовок, полученных методом холодной экструзии, усиливаются после прецизионной обработки, что затрудняет обеспечение равномерности шероховатости.
- Трудности при тонкой зачистке микроструктур : мелкие заусенцы склонны оставаться в таких деталях, как дуги малого радиуса, пазы и крошечные отверстия изделия, которые трудно полностью удалить традиционными методами; ручная зачистка подвержена царапинам на поверхности и деформации конструкции из-за неправильной работы, что влияет на точность изделия и качество сборки.
- Трудности в контроле точности подгонки : поскольку деталь является подходящей, она должна точно соответствовать корпусу грозозащитного разрядника. Незначительные отклонения в размерах на каждом этапе процесса холодной экструзии + прецизионной обработки могут привести к чрезмерным зазорам при сборке или невозможности сборки, что предъявляет чрезвычайно высокие требования к совместному контролю точности всей обработки.
4. Целевые технологические решения
Учитывая вышеуказанные сложности обработки, опираясь на многолетний опыт в области холодной экструзии алюминиевых сплавов и микроточной обработки деталей, наш завод разработал эксклюзивные решения, охватывающие аспекты штамповки, оборудования, инструментов, технологического процесса и контроля качества, чтобы в полной мере гарантировать качество обработки продукции и ее адаптивность к различным условиям.
- Решение для контроля процесса микроэкструзионной формовки : Изготовление высокоточных микроэкструзионных матриц из карбида , оптимизация конструкции каналов и мельчайших структур для обеспечения полного заполнения заготовки; полировка и азотирование поверхности матрицы для повышения износостойкости и срока службы; точный контроль скорости и давления экструзии во время холодной экструзии, а также использование фосфатно-омыляющей смазки для снижения трения между заготовками и матрицами; 100% контроль внешнего вида и основных размеров заготовок после экструзии, отбраковка некачественной продукции и обеспечение качества формовки с самого начала.
- Решение для унификации базовой плоскости и позиционирования зажима : Проведение прецизионного фрезерования и обрезки на базовой плоскости заготовок, полученных методом холодной экструзии, для создания единой базовой плоскости предварительного позиционирования; использование специальных микровакуумных зажимов для прецизионной обработки и эластичных прижимных блоков для легкого зажима с целью минимизации микродеформаций заготовки; калибровка точности зажима перед обработкой, использование базовой плоскости в качестве единственного ориентира на протяжении всего процесса и повторная проверка точности базовой плоскости после каждых 10 обработанных деталей для обеспечения отсутствия смещения.
- Решение для прецизионной обработки резьбовых отверстий по методу Уитфорта : Изготовление специальных микрорезьбонарезных и сверлильных инструментов для резьбы Уитфорта, адаптированных к конкретному изделию; использование инструментов для микрофаски для тонкой снятия фаски с отверстий перед нарезанием резьбы, чтобы обеспечить плавное вхождение резьбы; оптимизация параметров нарезания резьбы, применение метода нарезания резьбы с использованием низкоскоростной подачи ЧПУ + ручной помощи для точного контроля усилия и предотвращения поломки метчика; проведение 100% контроля с помощью микрорезьбовых калибров после обработки для обеспечения ровного профиля резьбы и надлежащей точности посадки.
- Решение для обработки поверхностей без дефектов : Выполнение тонкой шлифовки дефектов поверхности заготовок, полученных методом холодной экструзии, для сохранения слоя холодной деформации; выбор специальных инструментов микродиаметра с покрытием для алюминиевых сплавов для точной обработки, а также использование экологически чистой смазочно-охлаждающей жидкости для непрерывного охлаждения и смазки, что снижает прилипание инструмента и образование наростов на режущей кромке; применение послойного фрезерования для обработки мелких структур для уменьшения повреждений поверхности от силы резания; измерение шероховатости поверхности по отдельным элементам с помощью измерителя шероховатости после обработки для обеспечения соответствия проектным требованиям.
- Решение для тонкой микроструктурной зачистки : разработан поэтапный процесс зачистки , сначала проводится базовая зачистка с помощью микроультразвукового устройства, затем опытные специалисты вручную обрабатывают труднодоступные места микрошлифовальными инструментами с помощью увеличительных стекол; после шлифовки проводится полная проверка для обеспечения отсутствия остатков заусенцев и предотвращения царапин на поверхности и деформации конструкции.
- Решение для контроля точности подгонки : разработка специального стандарта контроля размеров подгонки и включение ключевых размеров подгонки корпуса грозозащитного разрядника в область контроля качества продукции; проверка основных размеров подгонки заготовок после холодной экструзии и проведение 100% проверки размеров подгонки с помощью координатно-измерительной машины после прецизионной обработки; проведение физических испытаний сборки после завершения обработки первой детали и начало серийного производства только после подтверждения точной подгонки к корпусу для контроля точности подгонки на протяжении всего процесса.
5. Наши преимущества в области механической обработки и гарантия контроля качества.
- Преимущества комбинированного процесса : Наш завод располагает отлаженной системой комбинированного процесса, включающей холодную экструзию алюминиевых сплавов и микропрецизионную обработку . Холодная экструзия обеспечивает интегрированное формование основного корпуса изделия, повышает структурную компактность и прочность, уменьшает объем резки и повышает эффективность производства; высокоточная обработка обеспечивает точность размеров и качество поверхности, балансируя между производительностью изделия и его адаптивностью, что является ключевым преимуществом обработки нестандартных прецизионных микроструктурных деталей.
- Преимущества оборудования и штампов : Мы оснащены полным комплектом технологического оборудования, включая специальные высокоточные микроэкструзионные машины холодного формования, высокоточные малогабаритные обрабатывающие центры с ЧПУ и микросверлильные и резьбонарезные центры, а также прецизионное контрольно-измерительное оборудование, такое как координатно-измерительные машины. Точность позиционирования оборудования достигает 0,005 мм, что позволяет обрабатывать микродетали; у нас есть профессиональная команда разработчиков штампов, которая может быстро изготавливать и модифицировать штампы для холодного формования, точно адаптируя их к различным вариантам конструкции изделия.
- Преимущества технологии согласованной обработки : Наш завод может одновременно обрабатывать основные компоненты, такие как корпуса молниеотводов и согласующие электроды, обеспечивая единый контроль холодной экструзии и точность обработки всего комплекта компонентов, гарантируя совместимость каждого согласующего компонента с самого начала процесса, снижая затраты заказчика на сотрудничество с несколькими производителями и повышая эффективность и стабильность сборки всей системы молниеотвода.
- Преимущества комплексного контроля качества : Мы внедрили специальную систему контроля качества для холодной экструзии и прецизионной обработки . Начиная с проверки входящего сырья, 100% проверки заготовок, полученных методом холодной экструзии, и заканчивая проверкой первой детали и контрольным осмотром в процессе прецизионной обработки, и, наконец, окончательной проверкой готовой продукции и тестированием при сборке, каждый этап имеет подробные записи о проверке, и вся продукция сопровождается протоколами проверки, гарантируя, что 100% поставляемой продукции соответствует требованиям качества, не имеет дефектов обработки и отклонений в размерах.
- Преимущества индивидуального подхода : Будучи профессиональным заводом по изготовлению прецизионных деталей на заказ, мы можем гибко оптимизировать процесс холодной экструзии и прецизионную обработку в соответствии с общими требованиями к конструкции молниеотводов заказчиков и оперативно реагировать на изменения в конструкции; одновременно мы предоставляем клиентам профессиональные рекомендации по оптимизации структуры изделия и повышению точности подбора, чтобы помочь улучшить характеристики всего комплекта молниезащитного оборудования.
Благодаря преимуществам комбинированного процесса холодной экструзии и прецизионной обработки, комплексной системе контроля качества и богатому опыту в производстве согласующих деталей, наш завод может выполнять высокоточную и высококачественную обработку этого согласующего электрода для грозозащитного разрядника в строгом соответствии с проектными спецификациями, контролируя каждую деталь обработки на протяжении всего процесса, обеспечивая прочность конструкции, качество поверхности и совместимость изделия, а также идеальную посадку в корпус грозозащитного разрядника. Мы предлагаем стабильное и надежное решение для изготовления сердечниковых прецизионных деталей грозозащитных разрядников для станций 4G-сигнала.
Тел.: +86 187 5714 8656
Электронная почта: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Веб-сайт: https://www.cncliq.com/
Электронная почта: zhouli@chinaliqin.com
WhatsApp: +86 187 5714 8656
Веб-сайт: https://www.cncliq.com/
