Описание продукта
| вещь | описывать |
| Дизайн/Размер | По чертежам или образцам заказчика. |
| Материал |
Алюминий: 6061, 6063, 6082, 7075, 5052, A380 и т. д. Нержавеющая сталь: SS201, SS301, SS303, SS304 (SS304 пищевая), SS316, SS316L, SUS430, SS416 Сталь: низкоуглеродистая сталь, углеродистая сталь, 4140, 4340, Q235, Q345B, 20#, 45# и т. д. Легированная сталь (15Cr, 20Cr, 42CrMo) и др. Латунь: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 и т. д. Медь, бронза, медь и т. д. Титан: TC4 (TiAl6v4, Grade f5) Пластик: ABS, PC, PE, POM, Delrin, нейлон, пластик, PP, PEI, Peek и др. |
| процесс | Обработка на станках с ЧПУ, токарная обработка, фрезерование, штамповка, токарная обработка, резка и т. д. |
| Срок поставки | Изготовление образцов обычно занимает 3-7 рабочих дней, а серийное производство будет осуществляться в соответствии с подробным объемом после утверждения образцов. |
| Обработка поверхности | Прозрачное анодирование, цветное анодирование, химическое покрытие, шлифовка, пассивация, полировка, хромирование, пескоструйная обработка, лазерная гравировка, цинкование, черное оксидирование, никелирование, хромирование, цементация, термообработка, покраска |
| Испытательное оборудование | Координатно-измерительная машина (КИМ), двухмерный измерительный прибор, проектор, высотомер, микрометр, резьбомер, твердомер, штангенциркуль, штифтовой калибр, прибор для испытания в солевом тумане, прибор для измерения концентричности, спектрометр. |
| Система управления качеством |
ISO 9001:2015 ISO 13485:2016 |
| приложение | Автозапчасти, детали машин, компьютерные детали, медицинские детали, детали бытовой техники, электротехнические детали, детали электронных изделий, электронные детали, детали генераторов, детали альтернаторов, канцелярские товары, силовые выключатели, микропереключатели, строительная техника, товары и аудио-видеооборудование. |
| Формат файла | Solidworks, Pro/Engineer, CAD, PDF, JPG, DXF, IGS |
| Упаковка | Внутренний полиэтиленовый пакет, внешняя стандартная картонная коробка или по требованию заказчика. |
| Перевозки | Морские перевозки, авиаперевозки, международная экспресс-доставка (DHL, FedEx, TNT, UPS). |
| Служить | Профессиональная команда специалистов по внешней торговле обеспечивает оперативное и внимательное обслуживание. Протокол контроля размеров/Сертификат на сырье/Отчет об обработке поверхности/Технический чертеж Отчет RoHS/Отчет об испытании на солевое распыление/Отчет об испытании на твердость |
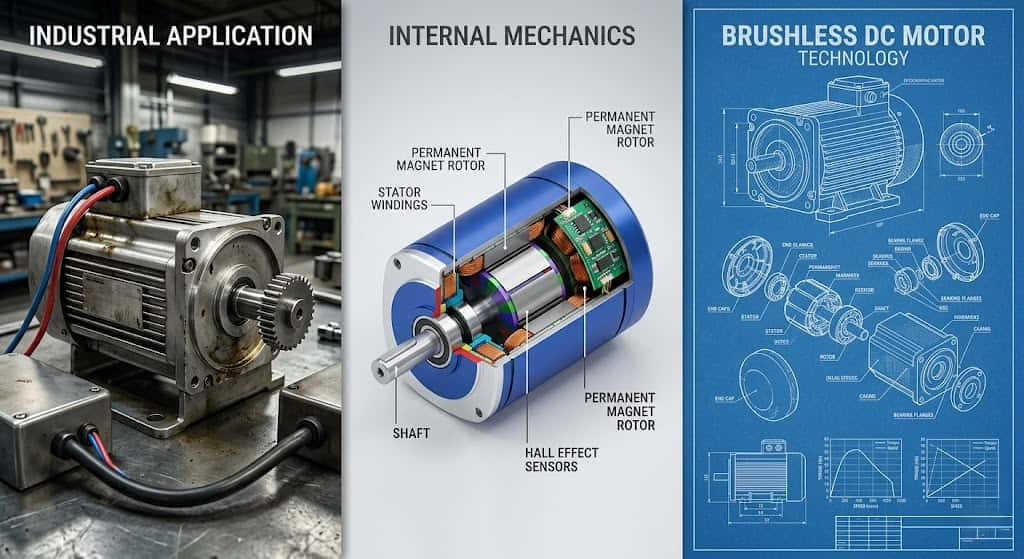
Изготовление на заказ сердечника ротора бесщеточного двигателя постоянного тока.
Этот изготовленный на заказ сердечник ротора бесщеточного двигателя постоянного тока представляет собой высокоточный нестандартный компонент, выполняющий функцию ведущей и магнитопроводящей части бесщеточных двигателей постоянного тока. Точность его обработки, качество поверхности и характеристики покрытия напрямую определяют стабильность работы, эффективность передачи и срок службы двигателя. Благодаря нашей линии прецизионной обработки и отработанной технологии изготовления нестандартных компонентов на заказ, наш завод может осуществлять полный цикл прецизионной обработки этого сердечника ротора, от формовки сырья до гальванического покрытия готового изделия, строго соблюдая требования к конструкции изделия и стандарты промышленного применения.
Основные характеристики продукта и технические требования
Сердечник ротора изготовлен из высококачественной конструкционной стали, соответствующей национальным стандартам, обладающей превосходной механической прочностью и магнитной проводимостью, что отвечает требованиям высокоскоростной работы и передачи мощности бесщеточных двигателей постоянного тока (BLDC). К сердечнику изделия предъявляются строгие требования в отношении механической обработки и обработки поверхности:
- Поверхность сердечника ротора должна быть свободна от ржавчины, масляных пятен, царапин и дефектов внешнего вида, а все кромки должны быть зачищены;
- На поверхность необходимо нанести хромовое покрытие точной толщины, при этом толщина покрытия должна контролироваться в пределах 1-3 мкм. Покрытие должно быть однородным, обладать высокой адгезией и быть свободным от отслоений, микропор и других дефектов;
- Все неуказанные размеры обрабатываются в строгом соответствии с 3D-моделью, а ключевые размеры и геометрические допуски соответствуют высокоточным проектным стандартам;
- Весь материал соответствует требованиям экологической безопасности RoHS, и на каждую партию предоставляется сертификат соответствия.
Технология высокоточной обработки полного цикла
В соответствии с требованиями к механической обработке сердечника этого ротора, наш завод разработал стандартизированный и усовершенствованный план полного технологического процесса обработки, включающий следующие основные этапы:
-
Резка и предварительная обработка сырья Выберите соответствующие национальные стандарты конструкционной стали и обеспечьте точную резку с помощью высокоточного режущего оборудования. Проведите предварительную обработку поверхности сырья для удаления масла и ржавчины, чтобы гарантировать отсутствие примесей на подложке, создавая прочную основу для последующей механической обработки и гальванического покрытия.
-
Прецизионная формовочная обработка Использование высокоточного обрабатывающего оборудования, такого как токарные и фрезерные станки с ЧПУ, позволяет выполнять формовочную обработку основных размеров, фасок, скруглений, углов и других элементов в соответствии с 3D-моделью и проектными чертежами. Одновременно выполняется высокоточная обработка отверстий, пазов и других элементов. Реализация замкнутого контура управления системой ЧПУ на протяжении всего процесса обеспечивает согласованность и точность обрабатываемых размеров.
-
Удаление заусенцев и финишная обработка поверхности Выполните зачистку всех обработанных кромок в соответствии со стандартом контроля при 20-кратном увеличении и полностью удалите заусенцы и облой путем сочетания механической зачистки и ручной финишной обработки. Затем проведите финишную обработку поверхности с помощью шлифовки, полировки и других процессов, чтобы обеспечить отсутствие царапин, неровностей и других дефектов на поверхности изделия, соответствующих требованиям к чистоте поверхности, отсутствию масляных пятен и дефектов.
-
Хромирование В качестве основного процесса обработки поверхности для подготовки к нанесению хромового покрытия используется профессиональная линия гальванического покрытия. Сначала перед гальваническим покрытием проводится активационная обработка готового роторного сердечника для удаления поверхностных оксидных слоев и остаточных примесей. Затем обеспечивается равномерное нанесение хромового покрытия толщиной 1-3 мкм за счет точного контроля параметров гальванического покрытия. После формирования покрытия проводится первоначальная проверка, чтобы убедиться, что толщина покрытия, адгезия и плоскостность поверхности соответствуют стандартам.
-
Полноразмерный контроль качества и приемка готовой продукции. После гальванического покрытия проводится полноразмерный контроль изделий с использованием высокоточного испытательного оборудования, такого как 2D и 3D измерительные приборы, включая проверку геометрических допусков, углов и т.д. Одновременно проводятся специальные проверки толщины покрытия, качества поверхности и наличия ржавчины. На хранение принимаются только изделия, соответствующие всем показателям, к каждой партии прилагаются протоколы проверки и сертификаты соответствия требованиям RoHS.
Ключевые проблемы обработки материалов и целевые решения.
Этот роторный сердечник представляет собой высокоточный нестандартный компонент двигателя, обработка которого сопряжена с многочисленными техническими трудностями. Наш завод успешно преодолел все эти трудности благодаря отработанным технологическим процессам и оборудованию, как подробно описано ниже:
Задача 1: Обеспечение стабильного контроля высокоточных размеров и геометрических допусков.
К изделию предъявляются чрезвычайно высокие требования к точности обработки ключевых размеров, углов, скруглений и других элементов. Традиционная механическая обработка подвержена отклонениям в размерах и геометрическим допускам, что влияет на точность сборки и эксплуатации двигателя.
Решения : Использование импортного высокоточного оборудования с ЧПУ, оснащенного высокопрочными шпинделями и прецизионными инструментальными библиотеками, для снижения ошибок, вызванных вибрацией при обработке; калибровка точности оборудования перед обработкой и внедрение технологии онлайн-тестирования во время обработки для мониторинга изменений размеров в режиме реального времени и автоматической компенсации параметров обработки; внедрение системы полного контроля качества первого изделия и контрольного осмотра для пакетной обработки, чтобы гарантировать соответствие точности размеров каждого изделия проектным требованиям.
Задача 2: Достижение высоких стандартов безупречной поверхности.
Для изделия требуется поверхность, свободная от ржавчины, масляных пятен и царапин, с зачищенными кромками. Традиционная механическая обработка подвержена дефектам поверхности, вызванным остатками смазочно-охлаждающей жидкости, износом инструмента, зажимом приспособлений и т. д., что влияет на качество гальванического покрытия и внешний вид изделия.
Решения : Выбирать высококачественную смазочно-охлаждающую жидкость в процессе обработки и использовать систему охлаждения высокого давления для уменьшения прилипания стружки и царапин на поверхности; Регулярно заменять обрабатывающие инструменты для обеспечения их остроты и предотвращения образования заусенцев и шероховатости поверхности, вызванных износом инструмента; Обматывать зажимные губки мягкими резиновыми прокладками для предотвращения вмятин и царапин на поверхности во время зажима; После удаления заусенцев применять ультразвуковую очистку для полного удаления масляных пятен и остатков стружки, а после очистки проводить вакуумную сушку для предотвращения появления водяных пятен и ржавчины на поверхности.
Задача 3: Обеспечение равномерного нанесения и адгезии тонкого хромового покрытия толщиной 1-3 мкм.
Контролировать толщину тонкого хромового покрытия сложно, оно склонно к неравномерности, плохой адгезии, отслаиванию и другим проблемам. Качество покрытия напрямую влияет на коррозионную стойкость и срок службы сердечника ротора.
Решения : Разработка специальных приспособлений для гальванического покрытия, обеспечивающих равномерное распределение напряжения и тока в сердечнике ротора во время гальванического покрытия, что позволяет избежать неравномерной толщины покрытия от источника; Оптимизация процесса предварительной обработки перед нанесением покрытия и обеспечение отсутствия примесей на поверхности заготовки за счет многоступенчатой обработки, такой как обезжиривание, травление и активация, для улучшения сцепления покрытия с подложкой; Точный контроль ключевых параметров, таких как концентрация гальванической ванны, температура и плотность тока, а также применение импульсной технологии гальванического покрытия для обеспечения медленного и равномерного осаждения покрытия со строгим контролем толщины покрытия в диапазоне 1-3 мкм; Проведение испытаний на адгезию покрытия и определение толщины после гальванического покрытия, а также отбраковка некачественной продукции.
Задача 4: Контроль качества и согласованности в многопроцессной связи
Производство изделия включает в себя множество процессов механической обработки, и каждый этап, от сырья до гальванического покрытия, влияет на качество конечного готового продукта. В массовом производстве неизбежны колебания качества между различными процессами.
Решения : Создать систему отслеживания качества на всех этапах производства, присвоить каждому продукту уникальный код отслеживания и регистрировать параметры обработки, результаты испытаний и имена операторов каждого процесса; Создать отдельные пункты контроля качества для каждого процесса, строго запрещая попадание некачественной продукции с предыдущего процесса на следующий; Регулярно проводить техническое обслуживание, ремонт и калибровку оборудования для механической обработки и гальванического покрытия, а также организовывать профессиональное обучение операторов для обеспечения стандартизации и нормализации операций на каждом этапе.
Наши преимущества в области механической обработки
-
Широкие возможности нестандартной настройки Благодаря глубокому опыту в области прецизионного машиностроения и нестандартной обработки деталей на заказ, мы можем гибко корректировать процессы обработки в соответствии с 3D-моделями и чертежами заказчиков, адаптируясь к потребностям в индивидуальной настройке различных основных компонентов бесщеточных двигателей постоянного тока.
-
Современное оборудование и технологии Оснащенные полным комплектом высокоточного оборудования для обработки на станках с ЧПУ, профессиональными линиями гальванического покрытия и прецизионными контрольно-измерительными приборами, наши технологические схемы были проверены в ходе многочисленных практических применений, что позволяет стабильно достигать требований к обработке, обеспечивая высокую точность и высокое качество поверхности.
-
Строгий контроль качества Внедрить комплексную систему контроля качества на всех этапах производства, от входного контроля сырья до отгрузки готовой продукции. Вся продукция проходит многоступенчатую проверку для обеспечения соответствия стандартам, а по каждой партии предоставляются отчеты о проверке и сертификаты соответствия.
-
Комплексное обслуживание «под ключ». Мы можем предоставить комплексные услуги, начиная от закупки сырья, прецизионной обработки, гальванического покрытия поверхности и заканчивая проверкой готовой продукции, упаковкой и доставкой, сокращая количество звеньев взаимодействия с клиентами и повышая эффективность индивидуализации продукции.
В основе нашей работы лежат потребности клиентов, а технологии высокоточной обработки обеспечивают строгий контроль на каждом этапе производства, чтобы гарантировать поставку клиентам роторных сердечников для бесщеточных двигателей постоянного тока, соответствующих проектным стандартам и обладающих стабильным качеством, адаптированных к различным сценариям применения бесщеточных двигателей постоянного тока в промышленности.
https://www.instagram.com/liqincnc/
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206
https://wa.me/8618757148656
https://x.com/LZhou57936
https://www.tiktok.com/@zhouli980206





