在精密制造行业,选择理想的材料通常是项目成功和昂贵的重新设计之间的决定性因素。当谈到数控加工,铝因其卓越的机械加工性、强度重量比和多功能性而成为无可争议的王者。然而,“铝”并不是单一材料,而是一个庞大的合金系列,每种合金都具有独特的机械和化学性能。
选择错误的铝牌号可能会导致部件过早失效、无法实现尺寸公差或不必要的成本超支。作为首要的工业和贸易伙伴,宁波力勤工贸有限公司利用数十年的一线制造专业知识来指导国际买家和工程师做出这些关键的工程决策。
为了节省您的时间,这里是核心结论的快速参考概述。
快速参考:用于 CNC 加工的铝牌号
| 铝级 | 主要特点 | 最佳应用 | 相对成本 | 机械加工性 |
| 铝6061 | 优良的通用性、耐腐蚀性、焊接性良好。 | 结构件、框架、支架、 电子外壳。 | 中等的 | 高的 |
| 铝7075 | 航空航天级强度,卓越的抗疲劳性能。 | 高应力部件、飞机机翼、赛车零件、模具。 | 高的 | 中等的 |
| 铝5052 | 优异的耐海洋腐蚀性,出色的成型性。 | 钣金面板、船舶部件、复杂的外壳。 | 低-中 | 中等的 |
| 铝2024 | 耐疲劳性高,强度优异(含铜)。 | 飞机结构、受拉构件、齿轮和轴。 | 高的 | 中高 |
| 铝6063 | 卓越的表面光洁度,非常适合挤压。 | 建筑装饰、美观的外壳、散热器。 | 低的 | 高的 |
为什么相信本指南?数十年的一线制造专业知识
本指南中的每一个见解都源于工程团队的集体现场经验力勤工贸有限公司我们不仅仅是交易经纪人;我们拥有先进的制造设施多轴数控铣削,车铣复合加工,以及严格的质量检验工作流程。
我们的实践经验为我们的全球客户节省了数千美元的生产成本。例如,我们最近与一家欧洲医疗机器人公司合作,该公司的原始蓝图指定使用铝 7075 作为一系列内部结构支架。通过评估他们的实际承重要求,我们的工程师建议改用铝 6061-T6 并搭配定制 II 型阳极氧化处理。这一单一技术调整保持了零件的完整结构完整性,同时将原材料和加工成本降低了 32% ,并缩短了交货时间。
深入探讨:终极对决 – 6061 vs. 7075

对于 80% 的数控加工在项目中,该决定最终归结为两种传奇合金:6061 和 7075 之间的正面对决。了解它们的根本差异对于最佳产品开发至关重要。
1. 6061铝:工业的主力
6061 主要由镁和硅组成,是制造业中的终极全能材料。
-
强度概况:虽然无法与 7000 系列的极限强度相匹配,但 6061-T6 提供了约 276 MPa 的强大屈服强度,对于大多数工业机械、汽车支架和消费电子产品来说绰绰有余。
-
机械加工性和表面光洁度:切屑干净,刀具磨损最小,并且表面光洁度非常好。您的项目是否需要明确阳极氧化、亮色阳极氧化或喷砂,6061 可产生完美的外观效果。
-
耐腐蚀性:与重铜合金不同,6061 具有出色的耐大气和环境腐蚀性能,使其能够高度可靠地长期户外部署。
2. 铝7075:航空航天重量级材料
7075 主要由锌制成,是商业上强度最高的铝合金之一。
-
强度概况: 7075-T6 的屈服强度高达 503 MPa(T6 状态),可与许多结构钢合金相媲美,同时保留铝的轻量化优势。
-
权衡:这种极端的力量伴随着妥协。 7075 明显比 6061 更难加工,这会增加刀具磨损并延长车间循环时间。此外,它的耐腐蚀性较低,并且比6000系列贵得多。
-
何时选择:将 7075 严格保留用于最大强度、极高的抗疲劳性和减轻重量至关重要的关键应用,例如航空航天舱壁、高性能赛车部件和高应力军用装备。
拓展视野:其他重要的 CNC 铝牌号
虽然 6061 和 7075 主导市场,但特殊的工程挑战通常需要替代特性。
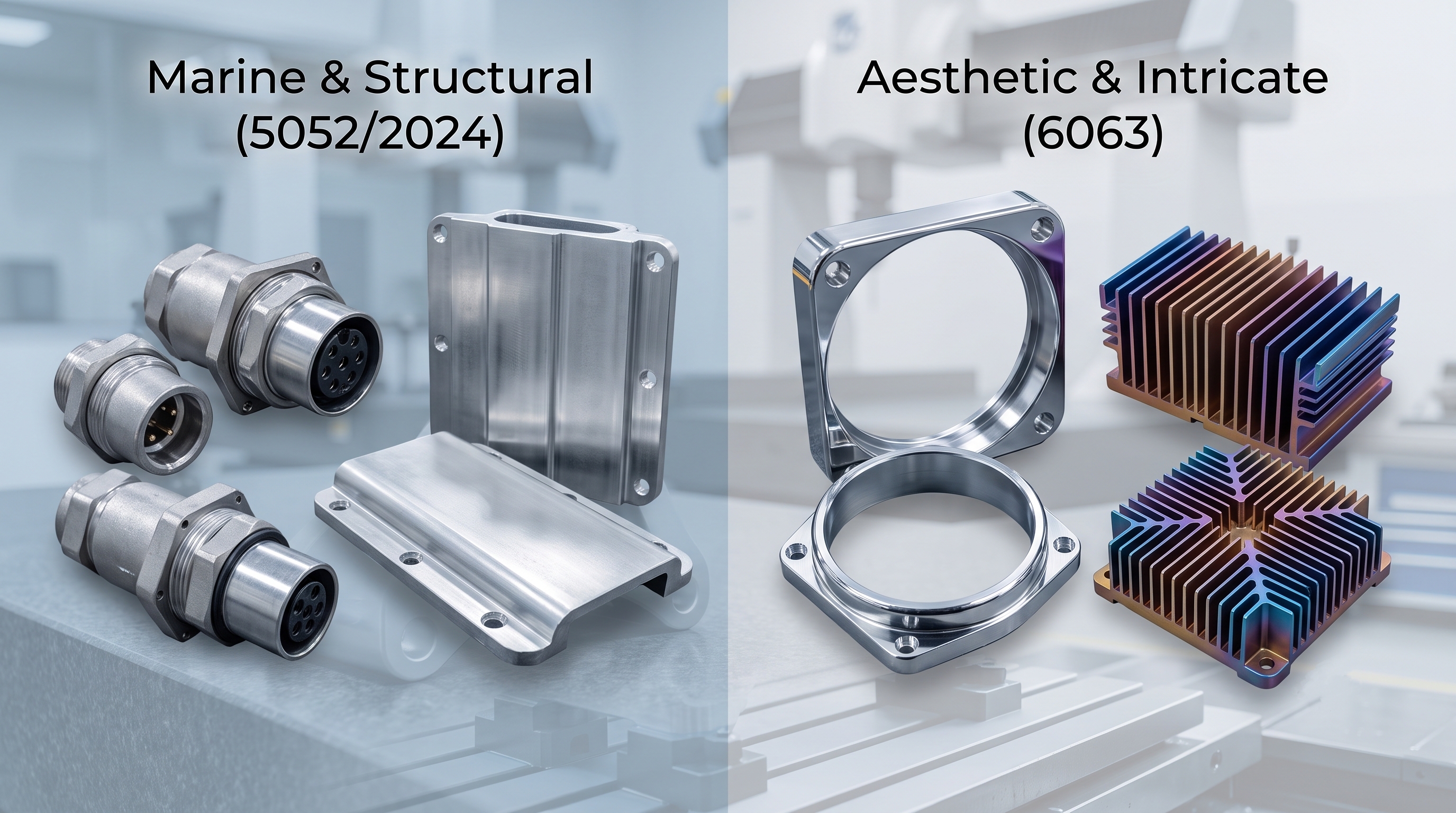
1. 铝 5052 – 海洋专家
如果您的 CNC 加工部件用于海洋环境、海上石油钻井平台或严重的化学品暴露,5052 是一个出色的选择。它不含铜,并且具有很强的耐盐水腐蚀能力。虽然由于其高延展性而不太常用于高度复杂的块铣削,但它非常适合精密加工的板材部件和定制海事外壳。
2. Aluminium 2024 – 高疲劳性能
2024 采用铜合金,以其出色的断裂韧性和高抗疲劳性而闻名。它广泛应用于飞机蒙皮部件、结构受拉构件和重型齿轮。但由于其含铜量较高,极易受到电偶腐蚀且不易焊接;为了环境保护,它通常需要专门的阳极氧化或铝镀层。
3. 6063铝——建筑之美
当卓越的美学需求超过繁重的结构要求时,通常会选择 6063。它在机加工后呈现出极其光滑的表面光洁度,并且与建筑完美契合阳极氧化。是定制的首选高性能铝制电源连接器、高端消费电器装饰和复杂的散热器。
专业采购清单:如何决定?
当向力勤工贸的工程部门提交报价请求 (RFQ) 时,考虑以下机械和商业因素将加快您的产品开发生命周期:
-
主要压力环境是什么?如果零件承受极端机械负载或持续的周期性振动,请选择 7075 或 2024。对于标准结构部件,6061 是您最佳的财务和功能选择。
-
该零件是否面临腐蚀性元素?对于恶劣的户外或海洋环境,优先考虑 6061 或 5052,以防止过早氧化和表面点蚀。
-
美容要求是什么?如果您的最终产品需要充满活力的彩色阳极氧化美观表面,与 7075 相比,6061 和 6063 将始终如一地提供卓越的表面均匀性。
-
预算限制:设计时始终考虑成本效益。当 6061 可以安全地完成工作时指定 7075 会不必要地增加您的项目成本,因为材料溢价和 CNC 加工时间延长。

常见问题解答
-
问题 1:为什么我的阳极氧化铝零件有颜色变化,尤其是 7075?
阳极氧化的颜色一致性在很大程度上取决于合金的化学成分 。铝 6061 和 6063 含有硅和镁,阳极氧化效果非常漂亮,颜色非常一致、鲜艳 。然而,7075铝的铜和锌含量很高 。这些元素在电化学阳极氧化过程中反应不均匀,通常会导致不同制造批次之间出现轻微的灰色底色或细微的颜色变化 。如果您的组件外观精美且需要严格的颜色匹配,我们强烈建议您选择 6061,或者如果您必须使用 7075,则选择深色/黑色饰面 。
-
问题 2:热处理(如 -T4 与 -T6)如何影响铝的 CNC 加工?
热处理回火决定了铝在切割过程中和切割后的硬度、可加工性和稳定性 。 “T6”表示该合金经过固溶热处理并人工时效至最大强度 。切屑干净,具有出色的机械加工性能,不会堵塞切削刀具 。另一方面,退火或较软的状态(如“O”或“T4”)更具延展性,这可能导致铝“粘”在 CNC 硬质合金刀片上,导致表面光洁度差和严重的尺寸翘曲 。在力勤,我们默认为所有结构加工项目采购 T6 状态,以确保精度公差和结构完整性 。
-
Q3: CNC 铣削铝零件的最小壁厚是多少?
对于一般铝 CNC 铣削,建议的绝对最小壁厚为 0.8 毫米(约 0.03 英寸),但为了结构安全,高度优选 1.5 毫米 。铝是一种相对较软的金属 。如果您的设计壁太薄,数控机床的高速切削力和夹紧压力将导致材料弯曲、振动,甚至撕裂 。这种振动(颤振)会导致可见的工具痕迹、尺寸超差和高废品率 。如果您的设计绝对需要超薄壁(例如轻质散热器),请在 DFM 阶段咨询我们的工程服务台,以便我们可以配置专门的高速微型工具和定制夹具 。
-
Q4:铝2024和7075 CNC加工后可以焊接吗?
一般来说,没有 。 2024 和 7075 由于容易产生热裂纹,因此被传统工业方法归类为“不可焊接” 。 2024中的高浓度铜和7075中的高浓度锌会在电弧焊的高温下导致微裂纹和严重的接头退化 。如果您的组件需要结构焊接,您应该使用 6061 设计组件(使用 TIG/MIG 工艺焊接效果非常好),或者将组件设计转向机械紧固(螺栓、铆钉或螺纹嵌件) 。
-
Q5: 力勤如何保证原材料铝材质量和牌号的真实性?
我们通过严格的材料追溯(MTR)和先进的检测技术从源头消除材料风险 。进入我们工厂的每一批原铝挤压材或板材都必须附有经认证的工厂测试报告 (MTR) 。此外,我们利用现场材料可靠性鉴定 (PMI) 光谱仪在原材料接触 CNC 床之前验证实际元素成分 。我们为每批货物提供经过全面认证的材料测试报告和合格证书,确保您获得所支付的合金牌号 。
单击此处进行查询👆
与力勤工贸有限公司合作
驾驭材料科学需要一个既了解设计理论又了解工厂实际情况的制造合作伙伴。在力勤工贸,我们将全面的外贸服务与精密工程能力相结合,为您提供高质量、成本优化的数控加工铝部件。
准备好优化您的下一个制造项目了吗? [获取即时报价]立即上传您的 3D CAD 模型(STEP、IGS 或 SolidWorks),我们的工程团队将在 24 小时内提供免费的 DFM 审核和有竞争力的报价。
联系信息
免责声明
本文中提供的技术数据和工程建议仅用于一般信息和教育目的。虽然宁波力勤工贸有限公司力求绝对精度,但实际制造可行性、公差和机械性能在很大程度上取决于单个零件的设计、负载环境和表面光洁度组合。在最终确定材料选择之前,请务必咨询我们的工程部门进行正式的制造设计 (DFM) 分析。