
每周在宁波力勤工贸有限公司,我们的工程团队都会打开数百个 STEP 文件
通过调整这些功能以匹配旋转切削刀具的物理限制,您可以轻松节省 30% 的加工发票
1.内部半径惩罚:为什么你的 R 角要付出财富
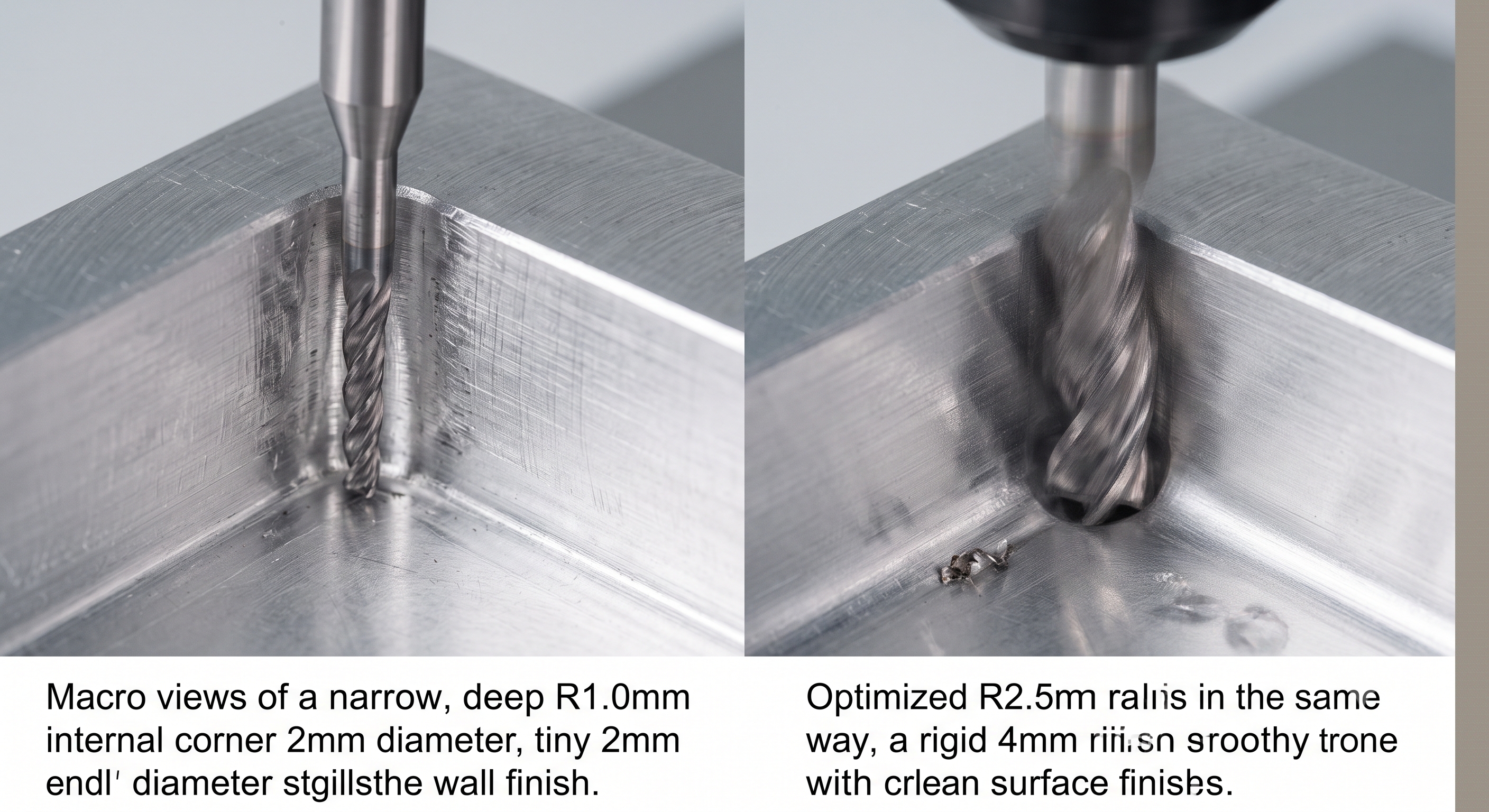
用紧密的粘贴30mm深的口袋印刷品上的 class="math-inline" data-math="\text{R}1.0\text{mm}" data-index-in-node="45">R1.0mm 角落,迫使我们从刚性的 10mm 下降到脆弱的 2mm长距离微端磨坊
刚度下降 = (10)^4 / (2)^4 = 10000 / 16 = 625x 刚性降低
为了防止工具像牙签一样折断,我们的操作员必须将进给速度降低到缓慢150mm/min。如果您让我们将该角打开到 R2.5mm(允许 4mm 铣床),我们可以运行更快的刀具路径,保存周期时间缩短 55%,并消除破坏墙面饰面的工具偏转 .
-
经验法则: 保留 R≥1.1×Rtool。这为刀具在拐角处提供了喘息空间,防止刀具啮合突然从 90 度变为 180 度,从而导致剧烈振动和微崩刃。
2.型腔、长宽比和薄壁共振
又深又窄的槽会带来麻烦。当型腔深度与直径之比超过 L/D>4 时,标准硬质合金刀具根据经典悬臂梁方程在横向切削力作用下发生偏转:
应对此偏转 (delta > 0.012mm),我们必须放慢机器操作速度或使用昂贵的长距离锥颈工具
振动也会困扰薄壁。 在 0.8mm 以下加工铝(如 AL6061-T6)会释放内部应力,并使金属从刀具上推开。这会留下波浪形表面或使材料破裂。
为了在不增加流程成本的情况下绕过这个问题,我们在地板上使用了渐进式降压方法。我们在两侧交替切割,每次下降 1.5mm,让未加工的块体充当支撑。我们使用锋利的单槽铝铣刀,转速超过 20,000 rpm,以保持轻切削力。
3.设置陷阱:为什么零件轮换会耗尽预算
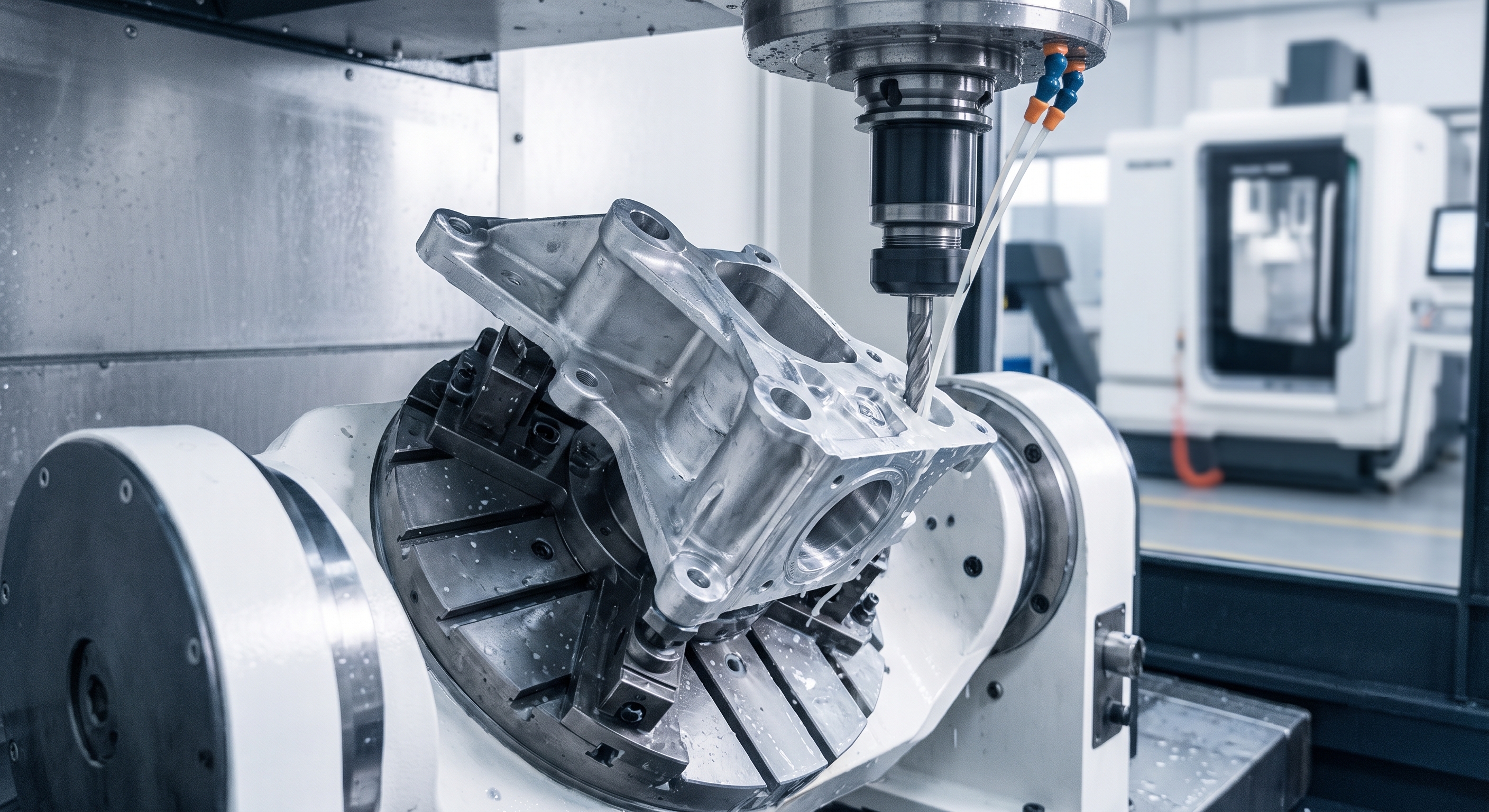
许多设计师认为成本纯粹与材料数量有关。他们忽视了夹具设置和指示器对准的手工劳动。每个需要旋转的面都迫使机器操作员停止、松开、翻转、重新夹紧和重新探测工件坐标系。在小批量生产中,设置和对准占总工时的 70% 以上。
此外,每次重新夹紧都会引入微观对准误差,从而威胁垂直度和同轴度等交叉面几何尺寸。
可操作的 DFM: 在同一轴向平面上设计关键配合特征(定位销孔、轴承座)。
替代方案:让我们在 5 轴加工中心上运行零件,在一次设置中完成 5 面加工,为您节省 30% 的人工成本。
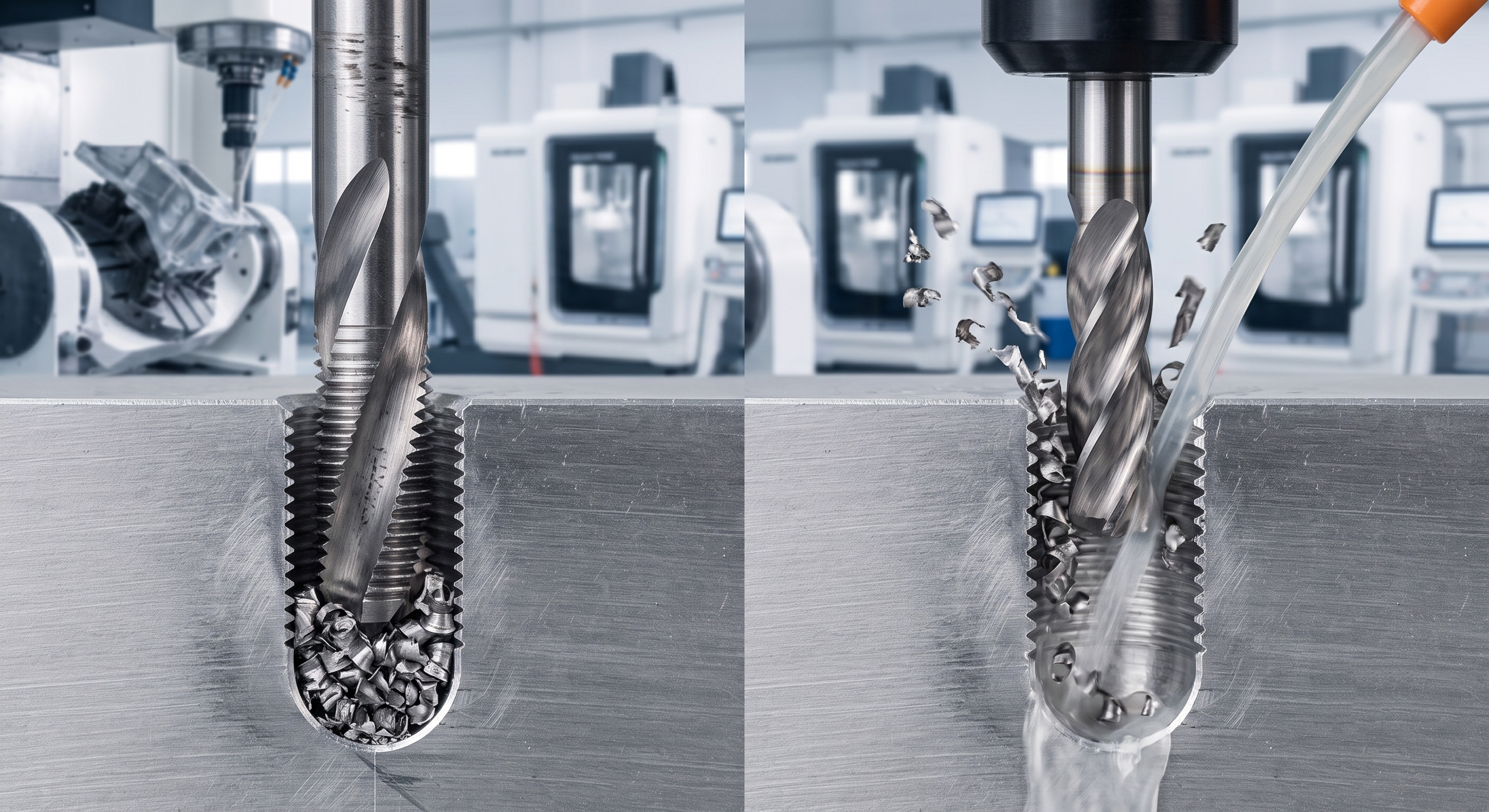
4.盲孔和浅螺纹
我们经常在汽车外壳上看到这种情况:指定深度为 12mm 位于仅 14mm 深
最小钻孔深度 = 可用螺纹长度 + (3 x 间距)
始终保证钻孔深度裕度至少为 3×螺距超出可用螺纹长度
5. ±0.005mm 公差的实际成本
过度指定非配合面至 ±0.005mm 当标准 ±0.02mm 或 DIN ISO 2768-m(中)非常精细时,会强制执行不必要的制造步骤 .
位于 ±0.005mm,简单铣削不起作用。我们必须引入微精加工、连续刀具偏置探测或二次外圆磨削
车间几何影响矩阵
以下是我们生产车间的真实指标,将未优化的设计与在我们的高速生产线上处理的符合 DFM 标准的变体进行了比较 .
R 1.0mm(深度:25mm)< !---->
R 2.5mm(使用 4mm 铣刀)< !---->
减少 55%< !---->
从 6.2% 到 0.1%< !---->
34.5%
L/D = 6:1(深槽)< !---->
L/D = 3.5:1(阶梯式口袋)< !---->
减少 40%< !---->
从 4.5% 到 0.0%< !---->
28.0%
±0.005mm(线性)< !---->
±0.020mm (ISO 2768-m)< !---->
减少 65%< !---->
从 8.8% 到 0.3%< !---->
42.0%
M5 螺纹到底部< !---->
M5 + 2.5mm 钻孔间隙< !---->
减少 15%< !---->
从 3.1% 到 0.0%< !---->
12.5%
常见问题解答
问题1:为什么不使用较小的工具来清除狭窄的角落?
A: 因为刀具刚性呈指数下降(d^4)
问题2:如果我们的设计绝对需要0.8毫米以下的薄壁怎么办?
答:我们必须实现“降级”支持。我们从不先将一侧铣削至最终厚度;相反,我们以浅 1.5mm 台阶加工两侧,让下面较厚的未加工金属吸收切削力和振动。
问题3:设置方向如何影响最终零件的几何公差?
答:每次我们翻转零件时,微观对齐误差都会出现。如果关键匹配特征位于不同平面上,由于这些累积的堆叠误差,实现严格的垂直度或同轴度会变得非常危险且昂贵。
在同一轴向平面上设计关键配合特征(定位销孔、轴承座)。或者,让我们在 5 轴加工中心上运行零件,在一次设置中完成 5 面加工,为您节省 30% 的人工成本。
Q4:所有盲孔都可以用铣螺纹代替攻丝吗?
答: 是的,我们更喜欢用它来处理浅孔。螺纹铣刀比预钻孔小,并进行螺旋切削,让加压冷却剂轻松将切屑从型腔中喷出,消除了丝锥断裂损坏零件的风险。
问题5:材料选择如何影响这些DFM规则?
A: 较硬的金属,如 316 不锈钢或钛会放大每个 DFM 错误。由于加工硬化,在铝材中加工的紧角或深型腔只是速度较慢,而在钛材中却成为刀具破碎、废品率高的噩梦。
Summary
简而言之,将 CNC 加工发票节省 30% 并不意味着会影响产品的功能性能;它只是意味着将您的 CAD 几何形状与我们切削工具的物理限制对齐
在向宁波力勤工贸有限公司发布下一个询价之前,请打开这些内部半径,根据 ISO 2768-m 检查线性公差,并验证您的盲孔间隙 .向我们发送更新的 CAD 文件,您的加工发票就会下降,而您的零件会更快到达并准备好组装 。
联系信息
免责声明
本文中提供的技术建议、加工参数和成本降低数据基于标准行业实践和宁波力勤工贸有限公司的典型车间结果。由于每个定制项目都涉及独特的几何约束、操作环境和材料行为,因此本内容仅供参考和设计参考。它不构成正式的工程保证或合同技术约束力。所有现行设计在生产前均应经过我们的工程团队的正式 DFM 审查。