克服多工序瓶颈:车铣复合加工的技术见解和可量化效益
在高精度零部件采购领域,B2B 买家和项目工程师始终面临着一个关键的权衡:零件的几何复杂性越高,公差累积和不可预测的制造周期的风险就越高。
当一个零件需要同时加工精确的车削直径(圆柱轮廓)和非对称细节,例如偏心孔、十字孔或复杂的铣槽时,传统的生产方式会将加工工作分配给不同的数控车床和立式加工中心。这种传统的加工方式会造成三个致命的制造痛点:
-
由于重新装夹导致的几何尺寸和公差 (GD&T) 失效:每次手动卸下零件、转移零件并在新机床上重新装夹时,微米级的卡盘偏差和刀具设置误差都会累积。这使得保持精确的位置和同轴度公差几乎不可能。
-
生产延迟过长:零件在不同的工作中心之间排队等待,浪费数天时间,将原本较短的周期延长至数周。
-
过高的工件夹具成本:为独立车削和多轴铣削操作购买或制造单独的定制夹具会增加前期预算。
车铣复合加工技术的实施经过专门设计,旨在从根本上消除这些根本的结构瓶颈。
1. 技术深度解析:多轴联动机构的内部构造
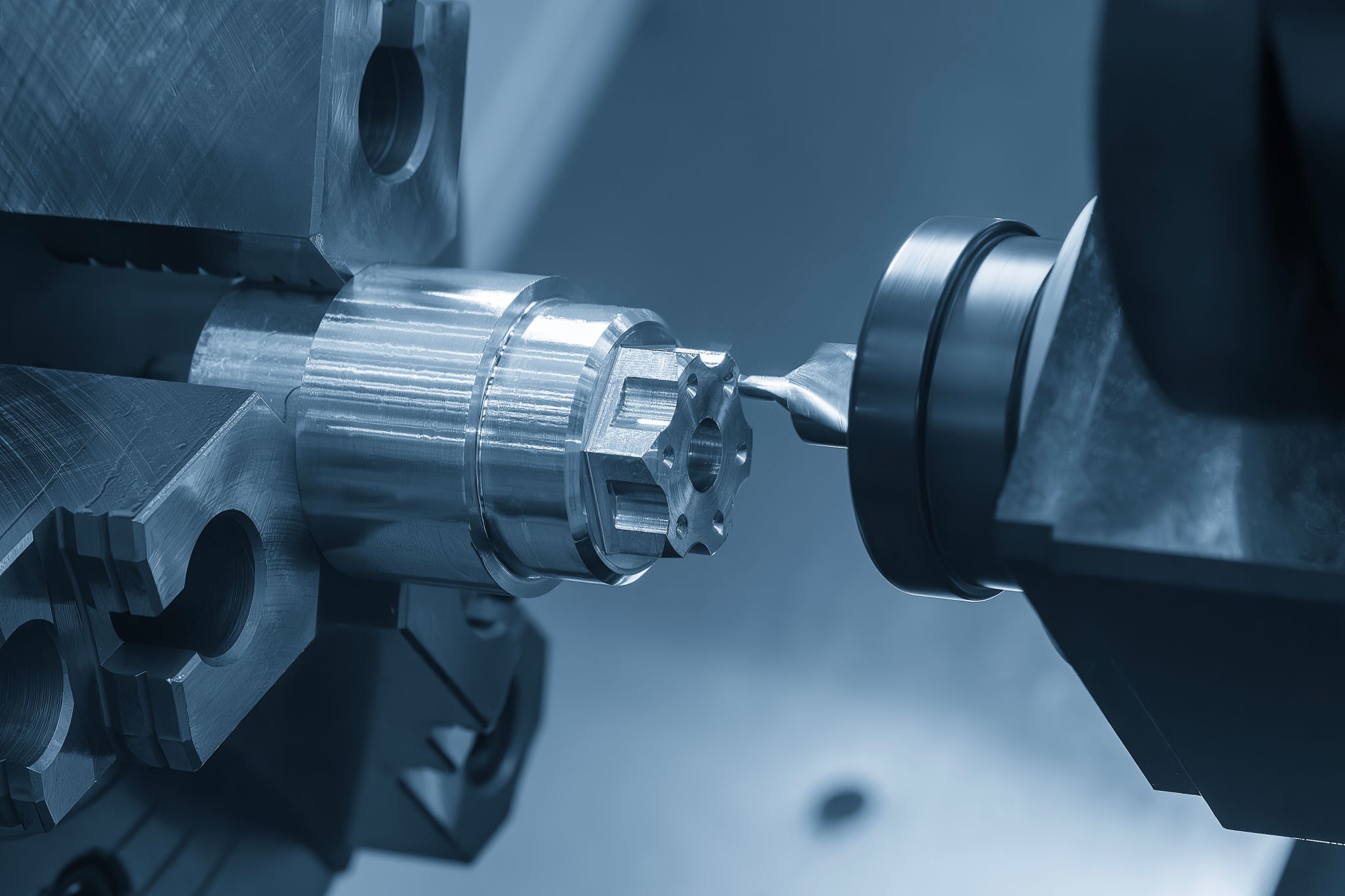
传统的车铣复合加工设备仅在标准车床上配备基本的动力刀塔,而现代高精度车铣复合加工中心则采用独立的B轴铣削主轴、双同步主轴/副主轴以及高扭矩动力换刀站。这些工作站利用极坐标插补和连续圆柱坐标算法,可实现X、Y、Z、B和C轴的同步多轴控制。
因此,从原材料棒材进给到成品零件切断,前表面几何形状、倾斜十字孔和变螺距螺旋轮廓均在一个统一的加工基准下执行。
为了说明具体的操作和技术优势,我们量化了车铣复合加工技术与传统分体加工技术之间的差异:
📊 可量化指标和流程比较
| 评估维度/关键指标 | 传统分体式加工工艺(数控车削+立式铣削) | 现代多轴车铣复合加工 | 核心性能提升 |
| 设置次数 | 3-5 个设置(高度依赖手动操作) | 1. 单次设置(一次完成) | 减少人为设置误差70%以上 |
| 同轴度和真位置公差 | ±0.020 毫米 ~ ±0.050 毫米 | ≤ ±0.005 毫米 | 在严格的GD&T限制下,性能提高了4倍 |
| 尺寸能力(Cpk 值) | < 1.33(波动性极高) | ≥ 1.67(超稳定精度) | 将批次废品率降低到0.5%以下 |
| 总提前期 | 7-10天(包括交通和排队时间) | 1-3天 | 整体配送速度提升 60% - 70% |
| 需要专用工装夹具 | 3-4个定制灯具 | 1. 标准通用工作支架 | 前期模具资本支出减少50% |
2. 全流程质量控制:从CAM仿真到CMM验证
管理超复杂配置需要的不仅仅是尖端硬件;它还需要一个强大的闭环质量控制生态系统,以确保工业产品零缺陷交付:
-
数字化可制造性设计 (DFM) 审核:在装载实物材料之前,我们的工程单元会通过一流的 CAM 软件包(例如 Mastercam、Hypermill)运行动态碰撞检测和多轴运动学仿真。这可以消除潜在的刀具偏转和局部表面颤动。
-
机内探测:我们的装置采用雷尼绍红外光学探头,可在切削前扫描原材料参考标记并自动调整工件坐标偏移,从而确保对刀具磨损进行动态实时补偿。
-
温控三坐标测量机验证:加工完成后,零件进入我们温度控制在 22°C 的检测实验室。高精度六角三坐标测量机 (CMM) 会对空间位置、偏心率和几何轮廓进行全面检测,生成完整的尺寸检测报告,并随您的批次一起直接发货。
3. 全行业应用范围:征服各种工业合金
得益于极高的机架刚性和可变切削方式,车铣复合加工在加工高要求工程材料和应对高度监管的全球供应链方面表现出色:
-
医疗技术:骨加压螺钉、专用手术机器人关节。这些产品主要采用钛合金(Ti-6Al-4V ELI)或植入级不锈钢,要求加工过程无毛刺且一次即可完成微螺纹加工。
-
食品加工及包装机械:偏心螺杆泵转子、多端口分配阀阀芯。这些部件通常采用316L 奥氏体不锈钢加工而成,具有高度复杂的可变导程双螺旋结构。它们需要达到镜面般光滑的表面光洁度,Ra 值达到 0.4 μm 的卫生级,以有效抑制细菌滋生。
-
光电子与半导体:高真空激光腔、光电传感器外壳。这些产品采用航空级铝材(7075-T6)加工而成,强调零泄漏的气密性公差和完美的表面光洁度。
-
航空航天与国防:微型燃气轮机转子、液压驱动阀芯套筒。这些部件需要从难加工的镍基高温合金(例如Inconel 718)上进行大量、精确的金属去除。
❓ 高频转化常见问题:克服资源获取障碍
问题1:我们的项目处于研发阶段,只需要小批量生产5到10个零件。车铣复合加工是否支持小批量生产,以及设置成本是否过高?
A1:当然。多轴车铣复合加工的主要优势之一在于完全省去了多个定制夹具。虽然多轴编程和初始机床设置比基本车床配置耗时更长,但省去了制造多个专用夹具的费用,使得车铣复合加工在中小批量(5-50件)生产中比传统的分割加工方式更具成本效益。
Q2:如何保证我们蓝图上严格的几何规格(例如同轴度限制≤0.008mm)能够可靠地得到满足?
A2:我们通过双重工程保障措施来确保这一点。在结构方面,我们的“一次成型”工艺可在一次装夹中完成外径车削和偏心孔铣削,从而消除了人工操作过程中因机器间转移而产生的累积误差。在验证方面,每一批产品都必须使用我们的六角三坐标测量机进行强制性检测,您将在发货时收到一份完全可追溯的认证尺寸检测报告。
Q3:你们接受哪些 3D CAD 格式?在制造开始之前,你们是否提供工程优化服务?
A3:我们可与几乎所有通用CAD文件格式无缝对接,包括.STEP, .STP, .IGS, .X_T, and .DWG 。我们的工程团队会在您提交图纸后的24小时内提供免费且全面的DFM(可制造性设计)评估。如果我们发现无法加工的内部锐角半径或可能影响表面粗糙度的高悬垂区域,我们会主动提出替代设计方案,以优化您的制造预算。
电话:+86 187 5714 8656
邮箱:zhouli@chinaliqin.com
WhatsApp:+86 187 5714 8656
网站:https://www.cncliq.com/