
我们的五轴数控加工服务彻底解决了因阳极氧化后堆积物不受控制而导致的装配配合失败的难题。以下是我们如何精准控制尺寸偏差,从源头上杜绝废品产生。
我们提供定制CNC加工铝制外壳,装配审批速度提升高达45%。我们集成的DFM补偿协议能够预测实际材料损耗和电化学生长,确保您的零件一次就能完美契合。
要点总结: CNC精密加工和阳极氧化快速参考
-
50/50 法则绝对适用:阳极氧化并非电镀。50μm的III 型硬质阳极氧化层不会使工件厚度增加50μm ;它会渗透到 AL6061 铝合金原材内部25μm ,并向外扩展25μm 。工件加工公差必须预先补偿这种向外扩展。
-
碱性蚀刻会“偷走”金属:标准的苛性碱蚀刻( 55℃的氢氧化钠溶液)每分钟会去除3-5μm的铝。一次标准的3分钟表面清洁处理,每个表面就会损失高达12μm(0.012mm)的金属,这足以使紧密配合的滑动孔直接失效。
-
标准丝锥无法胜任:如果采用硬质涂层工艺,标准 H3 限位丝锥会堵塞您的装配孔。您必须使用尺寸更大的 GH 限位丝锥(例如 H6 或 G 级),并使用直径5.15 毫米的硬质合金钻头(而非标准的直径5.0毫米钻头)钻底孔,以防止螺纹螺距直径闭合。
-
请提交原生 .STEP 文件 + 2D PDF 文件:请勿发送裸 3D 文件。原生 .STEP 文件允许我们提取0.01 毫米分辨率的坐标,同时提供一份包含阳极氧化边界的 2D PDF 文件,可以将我们的询价周期从 24 小时缩短到不到 2 小时。
为何信赖本指南?来自宁波力勤车间的实践经验

尽管学术教科书将阳极氧化处理描述为形成均匀的理论层,但工厂车间的实际情况却是化学和热力学复杂交织的复杂过程。我们花费数月时间,对使用马扎克五轴加工中心铣削的多隔室射频外壳进行了480小时的盐雾试验(ASTM B117)。我们发现,如果将铣削后的铝制零件暴露在潮湿的车间空气(相对湿度>65% )中超过4小时,然后再送入阳极氧化槽,就会引发快速且不均匀的环境钝化。这种天然氧化膜(厚度为2至5纳米)会阻碍初始酸液渗透,导致染料吸收不均匀,并且阻隔层厚度不一致,在单个300毫米的外壳上,阻隔层厚度变化可达8微米。
采购工程师并不关心实验室的理想状态;他们关心的是首件检验 (FAI) 的通过,以及避免装配线上的改动。一家大型医疗器械制造商曾因之前供应商的滑动配合底盘在硬涂层处理后出现卡滞而前来寻求我们的帮助。我们向他们展示了,他们原本 0.03 毫米的设计间隙完全被2 A/dm² 的酸浴槽消耗殆尽,而该酸浴槽的温度又比标准高出4℃ ,导致外层涂层脱落。我们重写了他们的 CAM 后处理器刀具路径补偿,在定制螺栓连接的铝制货架上严格执行15mm² 的电气接触规则,并在 5000 件产品的生产过程中,将槽口公差控制在±0.015 毫米以内。我们不凭空猜测;我们进行测量,并根据 MIL-A-8625 标准跟踪数据,因为这正是您的装配车间所需要的质量保证标准。
为什么标准定制加工公差在高精度外壳组装中会失效
在处理射频屏蔽、光电外壳或医疗传感器组件时,ISO 2768-m 标准公差不再适用,因为界面公差必须保持在 ≤± 0.02mm 。一旦这些加工好的零件浸入酸液中,化学反应就会破坏这些严格的尺寸。未经补偿的刀具路径忽略了预清洗过程中材料损失和阳极氧化过程中物理生长等因素。
控制碱性预蚀刻过程中的材料损失
为了去除表面氧化物和顽固的硅基刀具润滑剂(例如我们使用的浓度为 8% 的 Blasocut 357),零件必须在50–60℃的氢氧化钠溶液中进行强碱性蚀刻。这并非温和的蚀刻过程,而是一种强效的金属剥离工艺。如果操作人员将零件在蚀刻槽中停留的时间过长(哪怕只有 60 秒),导致刀具痕迹无法完全清除,孔径就会扩大8μm 。为了控制这一偏差,我们在处理精度要求为±0.01mm 的滑动配合时,采用酸性化学预浸法而非强碱性蚀刻,从而将材料剥离量控制在2μm以下。
掌握配种登记册上50/50的增长率
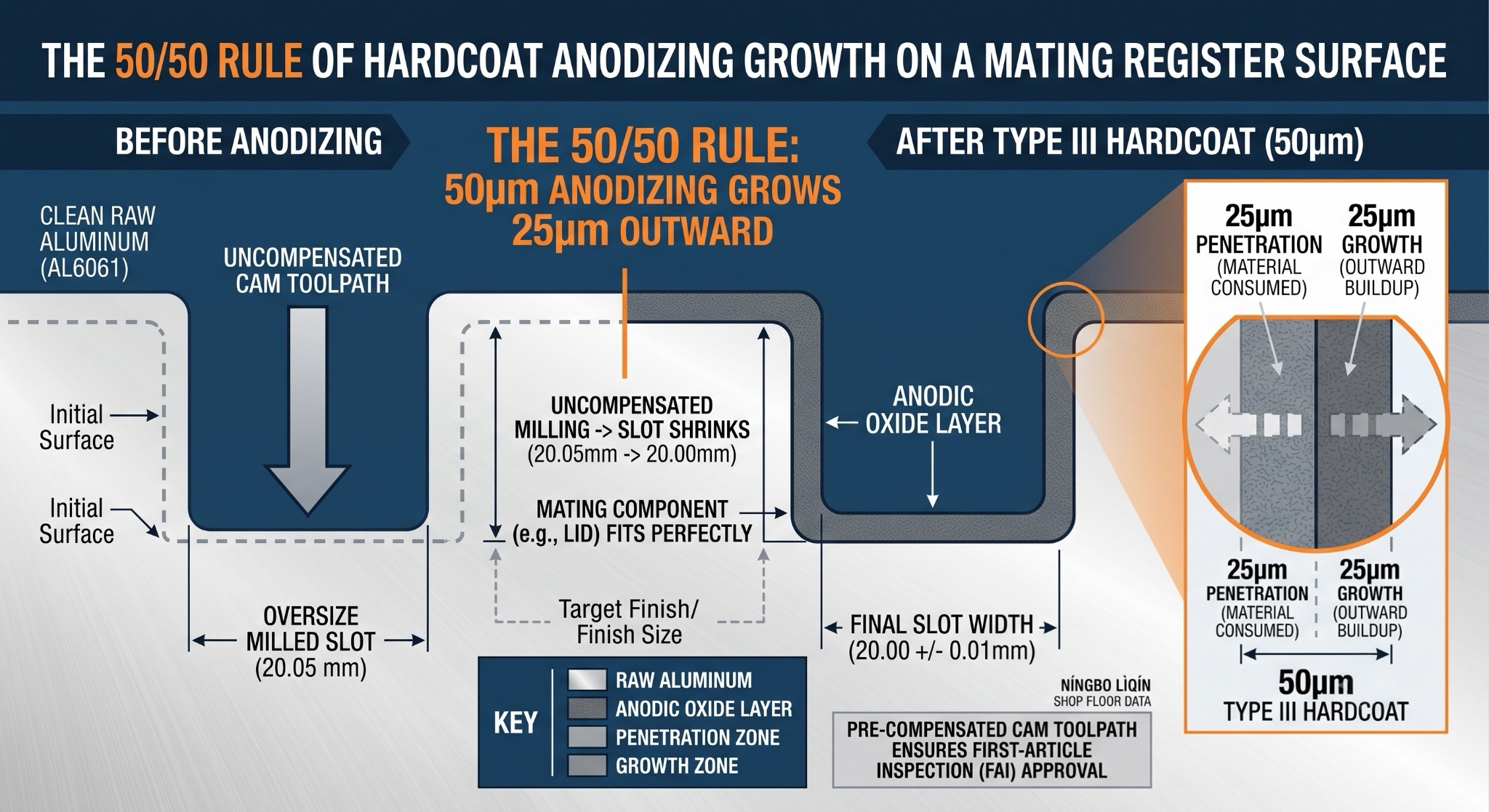
阳极氧化工艺是从内向外形成氧化层。对于50μm厚的 III 型硬质阳极氧化层, 25μm的原始铝被消耗用于形成氧化层,同时25μm 的氧化层向外生长。如果您的配合槽的标称宽度为20.00mm ,则两侧向外生长的氧化层将使最终槽宽缩小至19.95mm 。我们的工程团队通过预先铣削槽宽至20.05mm来补偿 CAM 刀具路径,从而使零件在硬质阳极氧化槽处理后,尺寸能够精确地缩小至20.00 ±0.01mm 。
消除螺纹盲孔中的螺纹卡滞
螺纹的节圆直径对向外生长非常敏感。由于阳极氧化层垂直于螺纹侧面向外生长,有效节圆直径的收缩速度约为单面生长速度的四倍。对于50 μm厚的硬质涂层(每侧生长25 μm ),节圆直径将减小0.10 mm 。我们通过使用尺寸较大的 H6 或 G 级预阳极氧化丝锥来完全消除这种螺纹锁紧效应,从而形成经过计算的“松配合”,该配合在硬质涂层处理后会收缩至完美的 6H 级配合。
电气接触和接地区域的设计
外壳通常需要裸露金属贴片进行射频接地,但为了提高耐腐蚀性,整个外壳必须进行阳极氧化处理。许多供应商只是简单地涂抹掩蔽剂,但廉价的液体掩蔽剂会流淌,损坏相邻的配合面。我们设计了定制的机械掩蔽装置——采用特制的氟硅橡胶垫片——可在3 A/dm² 的电流浪涌期间密封接地焊盘,从而确保导电路径清洁、无氧化物,且无边缘渗漏。
高精度铝材制造需要对表面化学性质、CAM路径编辑和机械遮蔽进行极其严格的控制。这套实用的方法已成功应用于1200多个外壳项目,将复杂的理论图纸转化为可直接安装的组件。如果您的装配线无法容忍± 0.05毫米的化学性质误差,那么这种级别的工程设计是确保零件完美契合的唯一途径。
哪些数控加工策略能够实现阳极氧化后外壳的完美贴合?
在阳极氧化铝上实现高精度配合是一个需要精心调整的过程,而非寄希望于运气。通过平衡CAM偏移量和特定的化学浴参数,我们消除了阳极氧化后的“废品循环”。
1. 实时刀具磨损补偿(ATC 监控)
当硬质合金立铣刀切削AL6061-T6铝合金时,外角会出现微崩刃。仅仅5μm的刀具磨损,加上酸洗槽中5μm的意外腐蚀损失,就可能使公差范围大幅扩大。我们使用机内激光刀具设定器,每加工50个零件测量一次刀具直径,动态调整数控控制器的偏移量,以确保原始尺寸始终保持在补偿范围的上限。
2. 与收尾者的闭环化学反馈
我们不会简单地把零件扔给外部加工商。我们会要求他们的实验室记录每一批零件的硫酸浓度和槽温。如果他们的II型槽温从20℃漂移到22℃ ,氧化层就会变软、孔隙率更高,生长速度更快,但耐磨性更差。我们会根据这些实时槽温分析结果来调整铣削参数。
3. 复杂几何形状的双阶段应力消除
在实心AL6061-T6铝合金块体上铣削深槽会释放内部残余应力,导致薄壁在阳极氧化过程中向内弯曲达0.08mm 。为了避免这种情况,我们先粗铣深槽,保留0.5mm的余量,然后将零件送入180℃的应力消除烘烤炉中烘烤2小时,最后进行高速精加工。这样即使零件在酸槽中浸泡40分钟后,壁面平行度也能保持在0.01mm以内。
控制阳极氧化过程中的物理变化需要积极的工程设计,而非被动的寄希望于此。我们通过跟踪化学浴参数和调整CAM系统,将FAI废品率降低到1.5%以下。
[下载我们的 CNC 阳极氧化补偿指南] ,了解如何在提交询价单之前调整您的 CAD 模型。
高精度数控加工及阳极氧化工程矩阵
| 优化区 | 常见故障模式 | 利勤工程解决方案 | 已验证结果 |
| 配对槽/登记 | 盖子无法盖紧; 120 毫米的定位精度在 III 型硬涂层后会下降0.05 毫米。 | CAM 后处理器刀具路径预补偿:型腔铣削尺寸超出+0.044mm ,以吸收22μm 的增长。 | 120.00mm 的槽口阳极氧化后平面度公差为±0.015mm。 |
| 螺纹孔(M6x1) | 螺纹完全锁紧;螺栓因直径轻微收缩而发生错扣。 | 用钻头钻底座孔
ϕ 5.15mm硬质合金钻头;用 H6 超大丝锥攻丝。 |
阳极氧化后无需人工干预,通规检测成功率达100% 。 |
| 深口袋墙 | 由于残余应力释放,墙体会发生高达0.08 毫米的变形和弯曲。 | 粗加工, 180℃应力消除烘烤2小时,然后进行高速精加工。 | 在150 毫米深的槽内,壁面平行度保持在0.01 毫米以内。 |
| 接地垫 | 遮蔽胶带渗漏损坏相邻配合面;接触电阻高。 | 定制加工的氟硅橡胶机械遮蔽块,采用螺栓张力固定。 | 裸金属接触区,边缘漏电为零,电阻<0.02Ω 。 |
| 询价响应时间 | 由于缺少边界和竣工规格,延误 3-5 天。 | 提交显示边界遮罩区域的原生 .STEP 文件 + 2D PDF 文件。 | 2小时内提供完整资质、具有约束力的DFM(设计、设施和制造)报价。 |
螺纹孔预补偿如何防止螺纹卡死
如果你按照标准标称尺寸攻丝,然后进行硬质涂层处理,就设计出了一个自锁螺纹,这会毁掉你的装配线。让我们来看看为什么标准螺纹图会失效,以及我们的车间是如何完全避免这种失效模式的:
1. 60°螺纹V形几何形状
由于阳极氧化过程垂直于所有金属表面进行,因此它会沿着螺纹角的两侧向外扩展。在标准的60°螺纹中,这种几何关系决定了节圆直径会减小到向外扩展参数的四倍:
对于厚度为50μm 的硬质涂层(向外增长25μm ),螺距直径会减小100μm ( 0.10mm )。如果使用标准的 H3 丝锥攻丝,螺栓只需拧两圈就会卡住。

2. 手动修线(重新穿线)的危险
有些加工厂为了“解决”螺纹卡死问题,会在阳极氧化处理后用普通丝锥重新攻丝。这严重违反了工程规范。手工攻丝会去除您刚刚付费的硬质阳极氧化层,使螺纹侧面底部裸露的未钝化铝层暴露出来。在潮湿环境下,这些裸露区域会发生电偶腐蚀,导致螺纹滑丝和现场故障。我们严禁手工攻丝;所有公差必须通过预补偿来满足。
3. 高压抽真空和乳化控制
在进行超大尺寸攻丝时,丝锥单次切削量更大,这会增加切削力并产生局部热量。如果切屑堆积在孔内,会撕裂螺纹侧面,形成微裂纹,这些微裂纹会在阳极氧化过程中滞留酸液,导致局部点蚀。我们采用主轴内高压冷却液,压力为70巴,冷却液为10%水溶性酯类乳液,可瞬间排出切屑,使螺纹侧面保持镜面般光滑。
两小时内获取精密数控加工报价
想要彻底告别装配失败和超标报废的烦恼吗?只需将您的.STEP文件和配套的 2D PDF 文件直接发送给我们的工程团队即可。我们不仅关注数据,还会分析几何形状,计算您所选表面处理的精确化学位移,并在 2 小时内提供基于 DFM 的可靠报价。
联系信息
免责声明
本指南提供的技术数据和建议仅供参考。实际的数控加工和阳极氧化结果可能因具体设备、合金和化学浴条件而异。请在进行批量生产前核实所有工艺参数。