
如果您是海外采购经理、硬件工程师或制造从业者,您已经知道其中的利害关系:仅仅几微米的差异就可以将关键批次的航空航天轴、医疗植入物或电子连接器变成昂贵的废品。
在现代制造中,精密车削已从基本的加工操作发展成为高度控制的学科,其中设备功能、刀具几何形状、热动力学和材料行为必须完美同步。本指南介绍了精密车削的技术基础知识,并提供实用建议和制造设计 (DFM) 技巧,帮助您最大限度地提高产量并解决典型的供应链挑战。
1. 什么是“精密”车削与“常规”车削?
车削的核心是基于经过验证的工件旋转和刀具进给机械原理。主轴旋转原材料,单点切削刀具沿着计算出的线性或径向路径剪切原料。
但是,当车间从普通车削转向精密车削时,流程中会发生巨大的技术转变:

-
尺寸公差:普通车削通常针对公差 IT9 至 IT11(十分之一毫米)。精密车削通常达到 IT6 至 IT8,通常将尺寸保持在 ±5 微米或更紧密的范围内。
-
表面光洁度:精密车削提供镜面般的表面光洁度,介于 Ra 0.8 μm 和 Ra 0.1 μm 之间,而不留下明显可见的进给痕迹。这消除了高端应用中二次研磨或手动抛光的需要。
-
几何决定论:真正的精度需要管理隐藏变量。主轴跳动决定了您的圆度;丝杠分辨率控制您的线性尺寸;夹紧刚性可防止切割过程中零件变形。如果这三个支柱中的任何一个失败,精度就会消失。
2. 模具和机器生态系统
您对硬件和耗材的选择直接决定了您的生产线可以实现的目标。让我们看看推动项目成功的实际工具和机器选择。
2.1 机器配置
选择正确的机器布局完全取决于零件的复杂性和产量:
2.2 刀具基体和切削几何形状
选择刀具材料时,您需要平衡硬度、耐磨性和冲击韧性。

-
微晶粒硬质合金:精密车削的绝对主力。它平衡了出色的边缘保持力和足够的韧性,可以处理轻微的微中断。
-
立方氮化硼(CBN):硬度仅次于金刚石。对于硬质车削钢(HRC 50 以上),硬质合金刀具会在几秒钟内磨损。
-
多晶金刚石 (PCD)::这是有色合金(如高硅铝)和磨料聚合物的最佳选择。它具有非常锋利的刃口半径,可减少切削力并避免薄壁偏转。
2.3 工件夹持动力学和热控制
为了进行精密加工,必须用牢固但轻柔的握力来握住工件。
-
薄壁零件:标准三爪卡盘施加集中的径向力,这往往会使薄管变成椭圆形。对于这些应用,我们使用分段夹头或定制加工的饼形钳口将夹紧压力分布在整个圆周(360 度)上。
-
细长轴:任何纵横比(长度与直径)大于 4:1 的零件都会在工具的压力下发生偏转。为了克服这个问题,我们使用活动中心或中心架来支撑工件。
-
热管理:切割会产生巨大的局部摩擦热。如果不加以管理,零件在切割过程中会膨胀,一旦在检查台上冷却,就会收缩到超出规格范围。精密装置使用合成切削液或直接输送到刀尖的高压冷却液 (HPC) 系统来立即清除热量并排出切屑。
3. 核心运营技术
每个旋转特征都需要定制的刀具路径策略。精密车削绝不仅仅只是切割直圆柱体。
-
镗孔和内部加工:内孔很容易出现刀具偏转,因为镗杆必须从刀塔伸出。为了消除颤振,工程师使用整体硬质合金镗杆(其刚性是钢的三倍)并编程保守的切削深度。
-
轮廓、锥度和半径:连续轮廓加工需要 CNC 控制进行平滑插补。为了避免沿半径出现微步进纹理,刀具路径应使用恒定表面速度 (CSS) 模式,以便当刀具切削靠近中心线时主轴自动加速。
-
螺纹加工操作:螺纹加工涉及刀具边缘上的高间歇力。多道次螺纹加工程序应采用改进的侧面进给策略,通过在螺纹牙型的一侧进行切削,以平滑地卷起切屑并防止螺纹牙顶崩刃。
4. 端到端工作流程和分层加工策略
为了在数千个零件上可靠地达到微米级公差,车间必须实施严格的多阶段制造顺序。
[Drawing & DFM Audit] ➔ [Stress-Relieved Blank Prep] ➔ [Roughing Stage] ➔ [Semi-Finishing] ➔ [In-Process OMM Probe] ➔ [Finishing Pass]
4.1 分层加工:粗加工到精加工
切勿尝试一次性达到最终尺寸。当其外皮被切掉时,材料会屈服并移动。
-
粗加工:使用大切削深度 ( 1.5 mm - 3.0 mm ) 以获得更高的材料去除率 (MRR)。此步骤有意减轻内部材料应力并提供可预测的基础。
-
半精加工:去除粗台阶,为最后一道工序留下余量(通常为 0.2 毫米至 0.4 毫米)。这使得精加工刀具能够感受到一致、可预测的切削压力。
-
精加工:使用高主轴转速、精细进给( 0.05 毫米/转至 0.1 毫米/转)和浅切削深度来实现目标表面粗糙度和最终微米级尺寸。
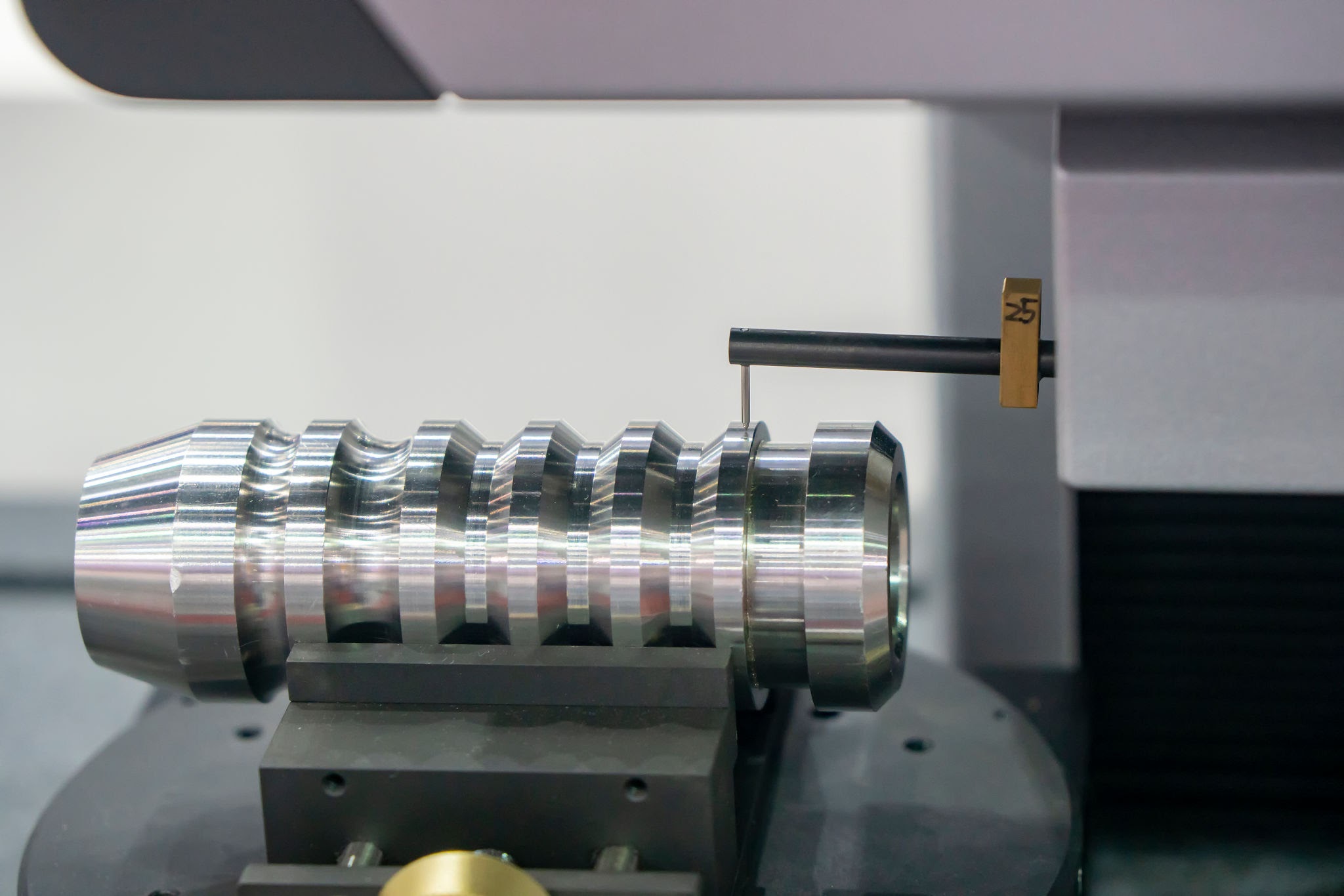
4.2 机上测量 (OMM) 和补偿
即使是最好的机器也会随着车间温度全天的变化而经历热漂移。高端车削操作将自动射频探头直接集成到刀塔中。机器在循环中停止,探测关键参考特征,计算精确的刀具磨损偏移,并在执行最终精加工之前动态更新其坐标系。
五、材料优化及技术参数
不同的金属需要完全独特的切割策略。以下是经过验证的工程指南,将材料与实际加工数据相匹配:
6. 故障排除指南:缺陷和工程修复
当零件不符合规格时,请使用此故障排除矩阵快速诊断并纠正根本原因:
7. 真实案例研究
案例研究 1:航空航天钛液压连接器
-
材质:钛Ti-6Al-4V
-
挑战:在 5,000 件运行中实现±0.008mm的外径公差,且不会因局部热量而导致工具过早磨损。
-
解决方案:在多轴 CNC 车床上运行,配备优质 PVD 涂层硬质合金刀片,以及专注于切削区域的 70 巴贯穿主轴高压冷却液系统。
-
结果:刀具寿命提高240% ,热膨胀完全消除,最终批次检验合格率达到99.8% 。
案例研究 2:医疗级人工髋关节配件
-
材质: 316L VM医用不锈钢
-
挑战:直接在机器上实现Ra 0.2 μm的完美表面光洁度,完全消除可能改变几何圆度的手动抛光阶段。
-
解决方案:使用具有优化的自定义刀具路径的车铣中心。使用特殊的修光刃刀片几何形状和高润滑性纯切削油。
-
结果:一致的Ra 0.15 μm表面光洁度消除了抛光线,将总生产周期时间减少了35% 。
8. 买方 DFM 指南:优化成本和质量
为了确保海外制造合作伙伴的成本最低和交货时间最快,请将这些制造设计规则嵌入到您的打印中:
规则 1:避免过度指定表面光洁度如果 Ra 1.6 μm 表面光洁度在非配合表面上有效,则不要在所有表面上指定 Ra 0.4 μm 表面光洁度。更严格的表面光洁度需要降低进给速度并增加刀具更换,这会增加加工成本。
规则 2:包括用于配合螺纹的刀具卸压槽当设计底部靠在轴肩上的车削轴时,请始终在接合处设计螺纹卸压槽。强迫车刀切削出与垂直壁完全齐平的脆螺纹会导致刀具破损和高废品率。
9. 采购常见问题解答:弥合沟通差距
问:商店如何确保 10,000 件以上的大批量批次的尺寸一致性?答:寻找使用自动刀具磨损补偿系统、自动棒材送料机和在线计量站的商店。强大的质量保证协议应包括实时统计过程控制 (SPC) 图表来监控 CPK 值,确保在超出容差阈值之前尽早捕获变化。
问:用精密硬车削代替二次外圆磨削是否经济?答:是的,当然。采用 CBN 刀片的现代 CNC 车床可以轻松地对高达HRC 62 的材料进行“硬车削”。这使您可以将粗车削、热处理和最终精密精加工全部结合在一台机器设置中,从而显着降低材料处理成本和周期时间。
问:如何处理薄壁零件以防止卡盘变形?一个:我们使用专用夹具。我们使用环绕式饼形钳口或定制的气动夹头来分配夹紧力,而不是标准的硬钳口。我们还优化了刀具路径,以切削夹具最坚固的部分,因此该部分在加工过程中不会变形。
问:精密车削供应商提供哪些文件?答:对于精密零件,您应始终在发货时收到验证原材料化学成分的材料测试报告 (MTR)、全尺寸检验报告(通常包括 CMM 数据)以及任何适用的合规证书(例如 RoHS 或 REACH 认证)。
邮箱:zhouli@chinaliqin.com
WhatsApp:+86 187 5714 8656
网站:https://www.cncliq.com/本指南介绍了精密车削的技术基础知识,并提供实用建议和制造设计 (DFM) 技巧,帮助您最大限度地提高产量并解决典型的供应链挑战。