








产品描述
| 事物 | 描述 |
| 设计/尺寸 | 根据客户提供的图纸或样品 |
| 材料 |
铝材:6061、6063、6082、7075、5052、A380 等。 不锈钢:SS201、SS301、SS303、SS304(SS304 食品级)、SS316、SS316L、SUS430、SS416 钢材:低碳钢、碳钢、4140、4340、Q235、Q345B、20#、45#等。 合金钢(15Cr、20Cr、42CrMo)等。 黄铜:HPb63、HPb62、HPb61、HPb59、H59、H68、H80、H90 等。 铜、青铜、铜等。 钛:TC4(TiAl6v4,f5级) 塑料:ABS、PC、PE、POM、Delrin、尼龙、PP、PEI、PEEK 等。 |
| 过程 | 数控加工、车削、铣削、冲压、车削、切割等。 |
| 交货时间 | 样品通常需要 3-7 个工作日,样品确认后,将根据详细数量进行批量生产。 |
| 表面处理 | 透明阳极氧化、彩色阳极氧化、化学涂层、拉丝、钝化、抛光、镀铬、喷砂、激光雕刻、镀锌、发黑、镀镍、镀铬、渗碳、热处理、喷漆 |
| 测试设备 | 坐标测量机(CMM)、二维测量仪、投影仪、高度计、千分尺、螺纹规、硬度计、卡尺、销规、盐雾试验机、同心度测量仪、光谱仪。 |
| 质量管理体系 |
ISO 9001:2015 ISO 13485:2016 |
| 应用 | 汽车零件、机械零件、电脑零件、医疗零件、家用电器零件、电气零件、电子产品零件、电子零件、发电机零件、交流发电机零件、发电机零件、文具、电源开关、微动开关、建筑材料、商品和视听设备。 |
| 文件格式 | Solidworks、Pro/Engineer、CAD、PDF、JPG、DXF、IGS |
| 包裹 | 内包装为塑料袋,外包装为标准纸箱,或根据客户要求包装。 |
| 船运 | 海运、空运、国际快递(DHL、FedEx、TNT、UPS)。 |
| 服务 | 专业的外贸团队提供热情快捷的响应服务。 尺寸检验报告/原材料证书/表面处理报告/工程图纸 RoHS报告/盐雾测试报告/硬度测试报告 |
4G信号站避雷器匹配电极的处理方法简介
本产品是4G信号站避雷器核心匹配电极,是一款与避雷器外壳完美匹配的非标定制精密结构件。专为户外4G信号站防雷设备设计,对结构适应性、尺寸精度、表面处理工艺和精细成型均有严格要求。我厂结合冷挤压成型和高精度加工技术,凭借成熟的非标精密加工技术和通信配件制造经验,实现了该电极的高精度定制批量生产。它兼顾了结构强度和配合精度,确保与配套组件完美兼容。
1. 核心产品参数及设计特点
- 基材:采用6061-T6铝合金,具有高强度、优异的耐腐蚀性以及卓越的冷挤压成型性和加工性能。适用于4G信号站户外环境复杂、温度变化大、易受雨淋等因素影响的工况。冷挤压工艺提高了基材的表面硬度和结构致密性,不仅保证了电极的结构稳定性和导电性,而且与配套外壳的材料性能相匹配,从而提升了整个避雷器的耐久性。
- 表面处理:采用精细加工表面,粗糙度控制在Ra1.5-3.5μm,无需涂漆处理。表面必须无油渍、毛刺、缺口、凹痕及其他加工缺陷。冷挤压成型的基面具有高平整度,为后续精密加工奠定了坚实的基础。高精度表面处理技术不仅防止了涂层影响导电性,而且确保了与配套部件的装配精度,避免了装配间隙对防雷性能的影响。
- 结构设计:该产品采用一体化精密微结构,包含精心设计的槽口、惠氏螺纹孔、多组小半径圆弧过渡以及对称的微型结构。所有表面均平行于基准面,细节丰富,尺寸精细,包括薄壁和微腔等特征。主坯采用冷挤压成型,取代了传统的粗加工,精确还原了结构原型。这是一款典型的非标精密微零件,结合了冷挤压和精雕工艺。整体结构与避雷器壳体精准匹配,满足模块化装配的要求。
- 版本规格:当前生产版本经过多轮设计迭代优化,增加了槽口等结构特征。我厂同时升级了冷挤压模具和精密加工工艺,使产品结构和精度高度符合最新的避雷器装配要求,确保了支撑使用的稳定性。
2. 核心加工工艺流程
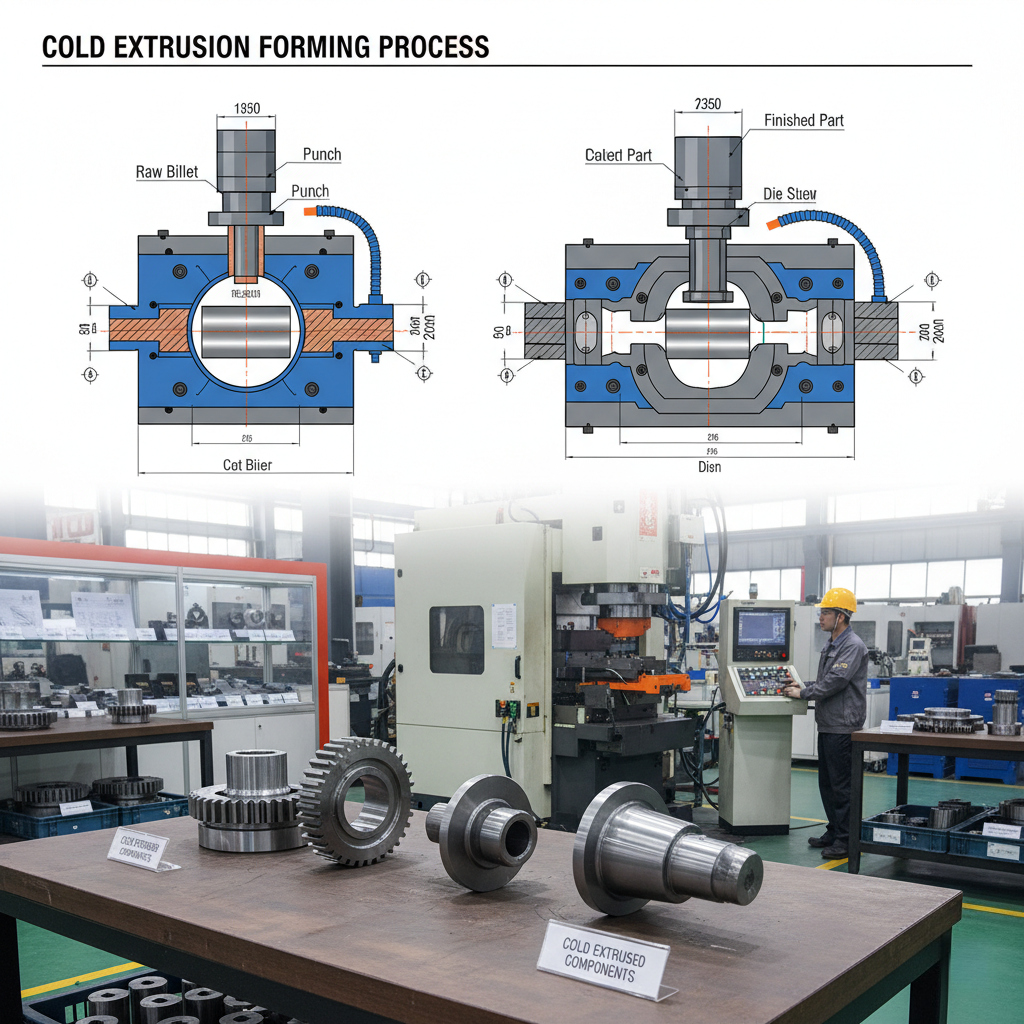
结合产品精细的结构、高精度装配要求以及6061-T6铝合金的材料特性,我厂采用冷挤压成型+高精度CNC精密加工的一体式加工方案,全程严格按照第三角投影图规范进行生产。核心工艺流程如下:
- 原材料预处理:选用合格的6061-T6铝合金棒材,进行精密切割定长和矫直,去除氧化层和表面缺陷;对坯料进行软退火和表面磷化皂化处理,以提高冷挤压成形性并减少模具磨损,最后完成油渍清除,为冷挤压做好准备。
- 冷挤压成型:采用定制的高精度微型冷挤压模具,在专用冷挤压机上完成产品主坯料的一体化成型。一次性挤压出电极的基本轮廓、槽型原型、对称的微小结构和型腔,确保坯料结构紧凑、壁厚均匀。形成冷加工硬化层,增强结构强度,并大幅减少后续精密加工的切削量。
- 坯料后处理:对冷挤压坯料进行应力消除退火,以消除挤压内应力,防止后续精密加工过程中发生变形;对坯料基准面进行精磨,以去除挤压飞边和毛刺,修整定位基准面,确保后续夹紧和定位的精度。
- 精密夹紧和定位:采用定制的高精度微型专用夹具,通过真空吸附+弹性压力块轻夹紧方式精确固定毛坯,建立独特的芯部加工基准,减少夹紧误差和毛坯微变形,以适应微型结构的加工要求。
- CNC铣削精密加工:使用高精度小型CNC加工中心,以修整基准面为参考,对冷挤压毛坯进行精铣,细化主轮廓、槽、小半径圆弧、薄壁等结构,精确控制各平面的平行度和结构的定位精度,确保与配套外壳的配合尺寸。
- 孔系统和螺纹加工:通过高精度数控钻床完成通孔和沉孔的精密钻孔,并使用专用工具对惠氏螺纹孔进行攻丝;在攻丝前对孔口进行精细倒角,以避免螺纹顶部开裂,并确保螺纹配合精度和装配平滑度。
- 精密倒角和精细去毛刺:对产品的所有尖锐边缘、孔口和槽口边缘进行定制精细倒角;对于容易残留细小毛刺的零件,如小半径圆弧和微小孔口,采用微超声波去毛刺+高级技术人员手工精加工的方法,彻底去除切屑和细小毛刺,避免划伤配套部件。
- 全面精密检测:加工过程中采用坐标测量机、千分表、粗糙度仪等精密仪器,对尺寸精度、几何公差和表面粗糙度进行全面检测,重点检查与配套外壳的配合尺寸,确保符合设计和装配要求。
- 最终检验和清洁包装:所有加工完成后进行整体外观和尺寸最终检验;使用特殊清洁剂进行高压喷淋+超声波深度清洗,去除油渍和碎屑,真空干燥后,采用防静电和防刮擦的特殊包装,对精密微型零件进行包装,以避免在运输和储存过程中造成二次损坏,确保完美交付状态。
3. 主要加工难点
作为避雷器核心匹配精密电极,它是一种结合了冷挤压和精细雕刻的非标精密微型零件。由于其结构精细、装配精度高且工艺复杂,其加工的主要难点如下:
- 微型冷挤压模具及坯料成形控制的难点:该产品结构微小、特征复杂,对冷挤压模具型腔设计精度要求极高。易出现模具磨损、坯料填充不足、微小结构成形不规则等问题;6061-T6铝合金在冷挤压过程中易发生微变形,难以保证坯料各微小结构的尺寸一致性,直接影响后续精密加工的效率。
- 基准统一与夹紧定位的困难:产品尺寸小,冷挤压坯料变形轻微,在夹紧过程中容易出现定位偏移;此外,精密加工过程中刀具磨损和夹紧力不当可能导致坯料发生二次微变形,影响基准面的平行度和结构的定位精度,这直接关系到与配套壳体的适应性。
- 惠氏螺纹孔精密加工的难点:该产品的惠氏螺纹孔尺寸精细,螺纹轮廓和螺距与常规公制螺纹不同,常规刀具无法适用;此外,在攻丝小孔时容易出现螺纹轮廓不规则和丝锥断裂的情况,对加工刀具和工艺参数提出了严格的要求。
- 表面质量及无缺陷加工的难点:需要加工出无缺陷的精细表面。铝合金具有良好的塑性,因此在精密加工微小结构时容易出现刀具粘着和积屑瘤,导致表面划痕;同时,冷挤压坯料的微小表面缺陷在精密加工后会被放大,难以保证粗糙度的一致性。
- 微结构精细去毛刺的难点:产品的小半径圆弧、槽口和小孔等部位容易残留细小毛刺,传统方法难以完全去除;手工去毛刺操作不当容易造成表面划痕和结构变形,影响产品精度和装配效果。
- 匹配装配精度控制的难点:作为匹配件,它需要与避雷器壳体精确匹配。冷挤压+精密加工过程中任何微小的尺寸偏差都可能导致装配间隙过大甚至无法装配,这对整个加工精度的协同控制提出了极高的要求。
4. 针对性流程解决方案
鉴于上述加工难题,凭借多年铝合金冷挤压+微精密零件加工的经验,我厂从模具、设备、工具、工艺和检验等方面制定了专属解决方案,以充分保证产品加工质量和匹配适应性:
- 微型冷挤压成型控制方案:定制高精度硬质合金微型冷挤压模具,优化型腔流道和微结构设计,确保坯料完全填充;对模具表面进行抛光+氮化处理,提高耐磨性和使用寿命;精确控制冷挤压过程中的挤压速度和压力,并配合磷化皂化润滑,减少坯料与模具之间的摩擦;挤压后对坯料进行100%外观和基本尺寸检验,剔除不合格产品,从源头保证成型质量。
- 基准统一及夹紧定位方案:对冷挤压坯料的基准面进行精密铣削和修整,建立统一的预定位基准;采用定制的微型真空夹具进行精密加工,并使用弹性压力块进行轻夹紧,以最大限度地减少坯料的微变形;加工前校准夹具精度,在整个加工过程中以基准面为唯一参考,每加工10件后重新检查基准精度,以确保无偏移。
- 惠氏螺纹孔精密加工解决方案:定制适用于惠氏螺纹的专用微直径丝锥和钻头,并在攻丝前使用微型倒角工具对孔口进行精细倒角,以确保螺纹顺利进入;优化攻丝参数,采用数控低速进给+人工辅助的攻丝方式,精确控制施力,避免丝锥断裂;加工后使用微型螺纹塞规进行100%检测,以确保螺纹轮廓规整,配合精度合格。
- 表面质量无缺陷加工解决方案:对冷挤压坯料的表面缺陷进行精细磨削,以保留冷加工硬化层;选用铝合金专用涂层微直径刀具进行精密加工,并配合环保型切削液进行持续冷却和润滑,以减少刀具粘着和积屑瘤;对微小结构采用分层铣削,以减少切削力对表面的损伤;加工后使用粗糙度仪逐件检测表面粗糙度,以确保符合设计要求。
- 微结构精细去毛刺解决方案:制定分级去毛刺工艺,首先使用微型超声波去毛刺装置进行基本去毛刺,然后高级技术人员借助放大镜,用微型研磨工具手工精修死角;研磨后进行全面检查,确保无毛刺残留,同时避免表面划痕和结构变形。
- 配合精度控制方案:建立尺寸配合的专门检验标准,并将避雷器外壳的关键配合尺寸纳入产品检验范围;对冷挤压成型后的毛坯进行基本配合尺寸检验,对精密加工后的毛坯进行100%坐标测量机配合尺寸检验;首件加工完成后进行实物装配测试,确认与外壳精确配合后方可开始批量生产,从而在整个过程中控制配合精度。
5. 我们的加工优势和质量控制保证
- 复合工艺优势:我厂拥有成熟的铝合金冷挤压+微精密加工复合工艺体系。冷挤压实现了产品主体的整体成型,提高了结构紧凑性和强度,减少了切削量,提高了生产效率;高精度加工保证了尺寸精度和表面质量,兼顾了产品性能和适应性,这是我们加工非标精密微结构零件的核心优势。
- 设备和模具优势:我们配备了全套加工设备,例如专用高精度微型冷挤压机、高精度小型数控加工中心和微型钻孔攻丝中心,以及坐标测量机等精密检测设备。设备定位精度可达0.005mm,适用于微型零件的加工;我们拥有一支专业的模具设计团队,能够快速定制和修改冷挤压模具,以精确适应产品结构的迭代。
- 配套加工优势:我厂可同时加工避雷器外壳和配套电极等核心部件,统一控制整套部件的冷挤压和精密加工精度,从源头保证每个配套部件的适应性,降低客户多厂家合作成本,提高整个避雷器的装配效率和稳定性。
- 全流程质量控制优势:我们针对冷挤压-精密加工建立了专门的质量控制体系。从原材料进厂检验、冷挤压坯料100%检验,到精密加工过程中的首件检验和巡检,直至成品最终检验和组装测试,每个环节都有详细的检验记录,所有产品均附有检验报告,确保交付的产品100%合格,无加工缺陷和尺寸偏差。
- 定制服务优势:作为一家专业的非标定制精密加工工厂,我们能够根据客户避雷器的整体设计要求灵活优化冷挤压模具和精密加工工艺,并快速响应设计变更;同时,我们为客户提供产品结构优化和匹配精度提升方面的专业建议,以帮助提升整套防雷设备的性能。
凭借冷挤压和精密加工的复合工艺优势、完善的质量控制体系以及丰富的配套零件制造经验,我厂能够严格按照设计规范完成避雷器配套电极的高精度、高质量加工,全程把控每一个加工细节,确保产品的结构强度、表面质量和匹配适应性,并与避雷器外壳完美契合。我们为4G信号站避雷器核心配套精密零件提供稳定可靠的解决方案。
电话:+86 187 5714 8656
邮箱:zhouli@chinaliqin.com
WhatsApp:+86 187 5714 8656
网站:https://www.cncliq.com/
邮箱:zhouli@chinaliqin.com
WhatsApp:+86 187 5714 8656
网站:https://www.cncliq.com/
