








产品描述
| 事物 | 描述 |
| 设计/尺寸 | 根据客户提供的图纸或样品 |
| 材料 |
铝材:6061、6063、6082、7075、5052、A380 等。 不锈钢:SS201、SS301、SS303、SS304(SS304 食品级)、SS316、SS316L、SUS430、SS416 钢材:低碳钢、碳钢、4140、4340、Q235、Q345B、20#、45#等。 合金钢(15Cr、20Cr、42CrMo)等。 黄铜:HPb63、HPb62、HPb61、HPb59、H59、H68、H80、H90 等。 铜、青铜、铜等。 钛:TC4(TiAl6v4,f5级) 塑料:ABS、PC、PE、POM、Delrin、尼龙、PP、PEI、PEEK 等。 |
| 过程 | 数控加工、车削、铣削、冲压、车削、切割等。 |
| 交货时间 | 样品通常需要 3-7 个工作日,样品确认后,将根据详细数量进行批量生产。 |
| 表面处理 | 透明阳极氧化、彩色阳极氧化、化学涂层、拉丝、钝化、抛光、镀铬、喷砂、激光雕刻、镀锌、发黑、镀镍、镀铬、渗碳、热处理、喷漆 |
| 测试设备 | 坐标测量机(CMM)、二维测量仪、投影仪、高度计、千分尺、螺纹规、硬度计、卡尺、销规、盐雾试验机、同心度测量仪、光谱仪。 |
| 质量管理体系 |
ISO 9001:2015 ISO 13485:2016 |
| 应用 | 汽车零件、机械零件、电脑零件、医疗零件、家用电器零件、电气零件、电子产品零件、电子零件、发电机零件、交流发电机零件、发电机零件、文具、电源开关、微动开关、建筑材料、商品和视听设备。 |
| 文件格式 | Solidworks、Pro/Engineer、CAD、PDF、JPG、DXF、IGS |
| 包裹 | 内包装为塑料袋,外包装为标准纸箱,或根据客户要求包装。 |
| 船运 | 海运、空运、国际快递(DHL、FedEx、TNT、UPS)。 |
| 服务 | 专业的外贸团队提供热情快捷的响应服务。 尺寸检验报告/原材料证书/表面处理报告/工程图纸 RoHS报告/盐雾测试报告/硬度测试报告 |
4G信号站避雷器外壳的加工导入
本产品是4G信号站避雷器核心部件的定制外壳,是一款专为户外4G信号站防雷装置设计的非标定制精密加工零件,对结构精度、材料性能和表面处理工艺均有严格要求。我厂结合冷挤压成型和精密加工技术,依托成熟的非标精密加工工艺和完善的质量控制体系,能够完美实现该产品的定制批量生产,兼顾产品的结构强度和加工精度。
1. 核心产品参数及设计特点
- 基材:采用6061-T6铝合金,具有高强度、优异的耐腐蚀性、良好的冷挤压成型性和加工性,能够适应户外4G信号站复杂的运行环境,有效抵抗风、雨、温度变化等外部冲击。冷挤压进一步提高了基材的表面硬度和结构致密性,确保了避雷器的结构稳定性。
- 表面处理工艺:采用精细加工表面,表面粗糙度控制在Ra1.5-3.5μm,无需涂漆处理。表面必须无油渍、毛刺、缺损、凹痕及其他加工缺陷。这不仅保证了产品外观的精确性,也避免了油漆层影响避雷器的导电性和散热性能。冷挤压成型的基面也为后续的精密加工奠定了坚实的基础。
- 结构设计:该产品采用一体化精密结构,设有设计好的槽口、倒角、螺纹孔(5/16-18 惠氏螺纹)等,多处采用对称设计,具有多组两件式结构特征。所有表面均平行于基准面 A,结构相关性强。主坯料采用冷挤压一体化成型,取代了传统纯机械加工的毛坯切割,使其成为结合高精度冷挤压和精加工的典型非标结构件,完美契合避雷器的模块化装配要求。
- 版本规格:当前生产版本经过多轮设计迭代优化,包括增加开槽、开槽倒角和尺寸公差优化。我厂同步升级了冷挤压模具和精密加工工艺,使产品结构和精度更符合4G信号站的实际应用场景。
2. 核心加工工艺流程
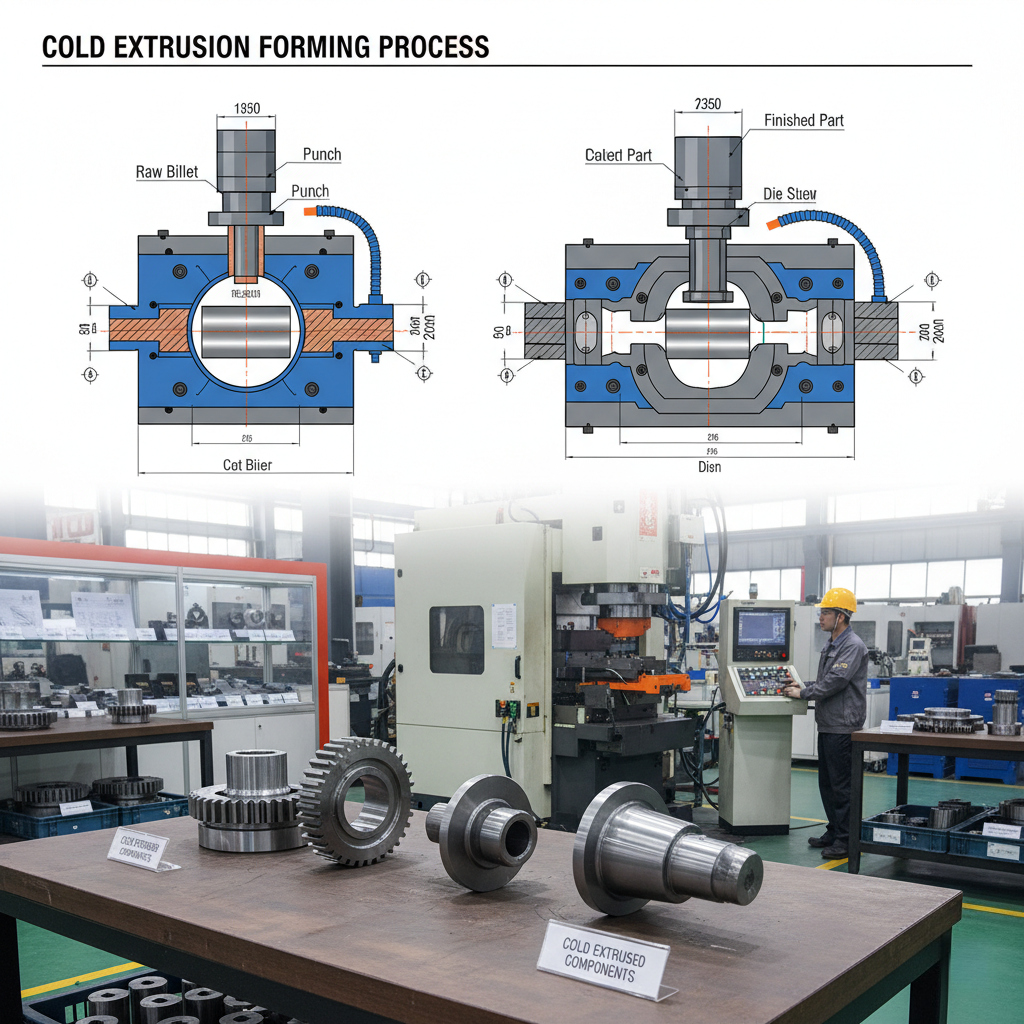
结合产品的结构特点、精度要求以及6061-T6铝合金的材料特性,我厂采用冷挤压成型+单件流精密加工技术的组合方案,并全程遵循第三角投影图规范。核心工艺流程如下:
- 原材料预处理:选用合格的6061-T6铝合金棒材,进行矫直和定长切割,去除氧化层和表面缺陷;对坯料进行软化退火、表面磷化和皂化处理,以提高冷挤压成形性,减少模具磨损,保证组织一致性,最后进行油渍清理。
- 冷挤压成型:采用定制的高精度冷挤压模具,在专用冷挤压机上完成产品主坯的一体化成型,一次性挤压出壳体的基本轮廓、型腔、对称结构原型等核心特征,确保结构紧凑、壁厚均匀。在基材表面形成冷加工硬化层,提高产品的整体结构强度和耐磨性,替代了大量粗加工工序,大幅提升生产效率。
- 坯料后处理:对冷挤压坯料进行应力消除退火,以消除内应力,防止后续精密加工过程中发生变形;进行表面磨削,去除挤压产生的飞边和毛刺,并修整基准面,以确保夹紧和定位精度。
- CNC铣削精密加工:将冷挤压坯料夹在高精度CNC加工中心上,以修整后的基准面为定位基准,完成芯基准面的精密加工,然后对冷挤压槽、外轮廓、沟槽等结构进行精铣,以实现对平面平行度的精确控制,并细化所有结构特征的尺寸。
- 孔系统及螺纹加工:采用数控钻床精密钻削通孔和沉孔,然后对螺纹孔进行攻丝。攻丝前对孔口进行精确的45°倒角,以避免螺纹顶部开裂,并确保螺纹配合精度。
- 精密倒角和精细去毛刺:对所有锋利边缘(如槽、孔口和外边缘)进行定制倒角,然后通过机械和手动方法进行精细去毛刺,去除切屑和细小毛刺,确保无锋利边缘,满足装配和使用安全要求。
- 尺寸和几何精度检验:采用坐标测量机、千分表、粗糙度仪等精密检测仪器,对基准面平行度、结构位置精度和表面粗糙度进行全尺寸检验,重点检查冷挤压成型+精密加工后的尺寸一致性,以确保符合设计规范。
- 最终检验和清洁包装:对所有加工工序进行整体外观和尺寸的最终检验;用专用清洁剂去除加工油渍和碎屑,进行超声波清洗+真空干燥处理,最后使用防刮包装,以确保产品在运输过程中不受二次损坏。
3. 主要加工难点
作为4G信号站避雷器的非标精密加工零件,结合冷挤压成型+精密加工的特点和产品设计要求,主要加工难点如下:
- 冷挤压模具及坯料成型控制:该产品具有对称特征和精密型腔,对模腔设计和尺寸精度要求极高。容易出现模具磨损、坯料填充不足、壁厚不均匀等问题;6061-T6铝合金在冷挤压过程中易变形,难以保证坯料尺寸一致性,直接影响后续精密加工的效率和精度。
- 基准统一与几何精度控制:所有产品表面均需与基准面 A 平行。冷挤压坯料的轻微变形容易导致夹紧定位过程中基准偏移;后续铣削过程中的刀具磨损和夹紧误差也会影响几何精度,因此对全过程基准统一控制提出了严格要求。
- 惠氏螺纹加工适应性:本产品采用5/16-18惠氏螺纹,其螺纹轮廓和螺距均与传统公制螺纹不同。传统的攻丝刀具无法适用,会导致螺纹轮廓不规则和配合间隙过大。
- 表面粗糙度及无缺陷加工:精细加工表面要求粗糙度Ra为1.5-3.5μm,且无毛刺、切屑或凹痕。铝合金具有良好的塑性,因此在精密加工过程中容易出现刀具粘附和积屑瘤,导致表面划痕;冷挤压坯料的表面缺陷在精密加工后会被放大,难以保证粗糙度的一致性。
- 未涂漆表面清洁度和冷挤压层保护:产品表面直接暴露使用,无需涂漆,因此加工过程中的油渍和切削液残留物必须彻底清除;冷挤压形成的表面硬化层容易因研磨和加工不当而受损,影响产品的结构强度。
- 设计迭代后的工艺调整:多次产品设计变更需要同步优化精密加工工艺和冷挤压模具结构。模具修改和调试周期短,精度要求高,导致工艺调整难度大。
4. 针对性流程解决方案
鉴于上述加工难题,凭借多年在铝合金冷挤压+精密加工方面的非标加工经验,我厂制定了专属解决方案,从模具、工艺、设备和检验等方面保证加工质量:
- 冷挤压成型控制:定制硬质合金高精度冷挤压模具,优化模腔流道设计,确保坯料完全填充;对模具表面进行抛光和氮化处理,提高耐磨性和使用寿命;精确控制挤压速度、压力等工艺参数,并配合磷化和皂化润滑,降低摩擦;对挤压坯料进行100%外观和基本尺寸检验,剔除不合格品,从源头保证成型质量。
- 基准精度保证:对冷挤压坯料的基准面进行精密铣削和修边,建立统一的预定位基准;采用精密加工中的一体化夹具夹紧和定位,定制高精度专用夹具,使基准面与加工中心工作台精确匹配,并通过真空吸附+压板双重夹紧减少夹紧变形;定期检测和补偿刀具磨损,每加工5件复检基准面精度,确保全过程基准统一。
- 惠氏螺纹加工:定制适用于 5/16-18 惠氏螺纹的专用丝锥和钻头,优化攻丝工艺参数(降低速度,提高进给均匀性),并在攻丝前对孔口进行精确倒角,以确保螺纹顺利进入;加工后使用专用螺纹塞规进行 100% 检验,以确保合格的螺纹轮廓和配合精度。
- 表面质量控制:对冷挤压坯料进行精磨,去除表面缺陷并保留冷加工硬化层;精密加工铝合金时选用特殊涂层刀具,以减少刀具粘附;优化铣削和钻孔切削参数(高速低进给工艺),避免积屑瘤;使用超声波去毛刺装置进行基本去毛刺,然后由高级技术人员进行精细手工磨削,最后使用粗糙度仪逐件检测表面粗糙度,以确保Ra值在设计范围内。
- 未涂漆表面清洁及硬化层保护:冷挤压和精密加工过程中采用特殊环保切削液,以减少油渍残留;加工后进行高压喷淋清洗和超声波深度清洗,然后用压缩空气和真空干燥;在后续所有操作中佩戴无尘手套,以避免指纹污染;使用细粒磨料进行轻微研磨,以有效保护冷挤压硬化层。
- 设计迭代后的工艺调整:组建由模具工程师、工艺工程师和数控编程人员组成的专门团队,逐一拆解设计变更点,快速修改冷挤压模具的型芯腔结构,并同步重新编译数控加工程序,优化精密加工路径;在模具调试和首件试加工后进行全尺寸检验,只有在首件合格后才开始批量生产,以确保模具和工艺与最新设计完全匹配。
5. 我们的加工优势和质量控制保证
- 综合工艺优势:我厂拥有成熟的铝合金冷挤压+精密加工复合工艺体系。冷挤压实现产品主体一体成型,提高结构紧凑性和强度,减少加工切削量,提升生产效率;精密加工保证产品尺寸精度和表面质量,兼顾产品性能和加工精度,这是我们加工通信设备用非标铝合金结构件的核心优势。
- 设备优势:我们配备了专用的高精度冷挤压机、定制的冷挤压模具加工设备,以及全套精密加工和检测设备,例如高精度数控加工中心、坐标测量机、超声波去毛刺仪和表面粗糙度仪。设备精度可达0.005mm,完全满足产品冷挤压成型以及所有精密加工和检测的要求。
- 模具和工艺优势:我们拥有专业的模具设计和加工团队,能够快速定制和修改冷挤压模具,以适应产品设计的迭代;凭借多年在6061-T6铝合金冷挤压和精密加工方面的经验,我们拥有成熟的惠氏螺纹加工和几何精度控制工艺方案,能够快速响应客户对4G信号站配套零件的定制要求。
- 质量控制优势:我们已建立一套完整的冷挤压-精密加工流程质量控制体系。从原材料进厂检验、冷挤压坯料100%检验,到精密加工过程中的首件检验和巡检,直至成品最终检验,每个环节都有详细的检验记录,所有产品均附有检验报告。我们严格遵循设计要求,确保产品无加工缺陷和油渍,且冷挤压硬化层完整无损。
- 定制服务优势:作为一家专业的非标定制精密加工工厂,我们能够根据客户后续的设计调整和批量需求变化,快速优化冷挤压模具和精密加工工艺方案,并灵活调整生产计划。我们还提供产品结构优化和工艺改进方面的专业建议,帮助客户进一步提升4G信号站防雷设备的性能。
通过冷挤压和精密加工工艺的结合,我厂能够严格按照设计规范,对避雷器外壳进行高精度、高质量的加工,并实现全程生产细节控制。我们不仅确保产品结构强度和户外使用性能符合4G信号站的要求,而且满足精密装配的尺寸要求,使产品完全适用于4G信号站避雷器的装配和户外使用,并为客户提供稳定可靠的非标定制精密加工解决方案。
电话:+86 187 5714 8656
邮箱:zhouli@chinaliqin.com
WhatsApp:+86 187 5714 8656
网站:https://www.cncliq.com/
