产品描述
| 事物 | 描述 |
| 设计/尺寸 | 根据客户提供的图纸或样品 |
| 材料 |
铝材:6061、6063、6082、7075、5052、A380 等。 不锈钢:SS201、SS301、SS303、SS304(SS304 食品级)、SS316、SS316L、SUS430、SS416 钢材:低碳钢、碳钢、4140、4340、Q235、Q345B、20#、45#等。 合金钢(15Cr、20Cr、42CrMo)等。 黄铜:HPb63、HPb62、HPb61、HPb59、H59、H68、H80、H90 等。 铜、青铜、铜等。 钛:TC4(TiAl6v4,f5级) 塑料:ABS、PC、PE、POM、Delrin、尼龙、PP、PEI、PEEK 等。 |
| 过程 | 数控加工、车削、铣削、冲压、车削、切割等。 |
| 交货时间 | 样品通常需要 3-7 个工作日,样品确认后,将根据详细数量进行批量生产。 |
| 表面处理 | 透明阳极氧化、彩色阳极氧化、化学涂层、拉丝、钝化、抛光、镀铬、喷砂、激光雕刻、镀锌、发黑、镀镍、镀铬、渗碳、热处理、喷漆 |
| 测试设备 | 坐标测量机(CMM)、二维测量仪、投影仪、高度计、千分尺、螺纹规、硬度计、卡尺、销规、盐雾试验机、同心度测量仪、光谱仪。 |
| 质量管理体系 |
ISO 9001:2015 ISO 13485:2016 |
| 应用 | 汽车零件、机械零件、电脑零件、医疗零件、家用电器零件、电气零件、电子产品零件、电子零件、发电机零件、交流发电机零件、发电机零件、文具、电源开关、微动开关、建筑材料、商品和视听设备。 |
| 文件格式 | Solidworks、Pro/Engineer、CAD、PDF、JPG、DXF、IGS |
| 包裹 | 内包装为塑料袋,外包装为标准纸箱,或根据客户要求包装。 |
| 船运 | 海运、空运、国际快递(DHL、FedEx、TNT、UPS)。 |
| 服务 | 专业的外贸团队提供热情快捷的响应服务。 尺寸检验报告/原材料证书/表面处理报告/工程图纸 RoHS报告/盐雾测试报告/硬度测试报告 |
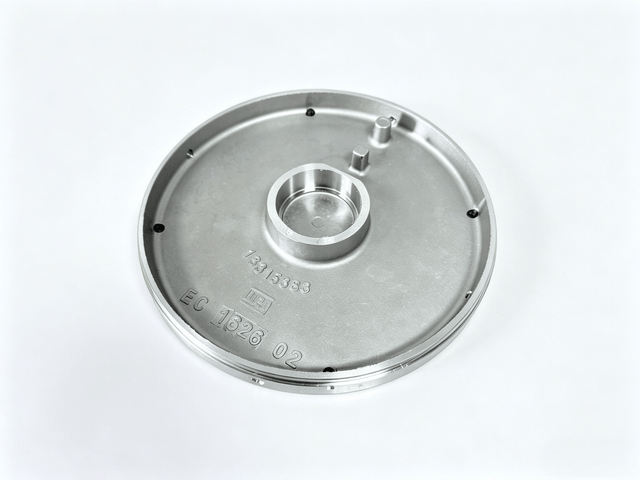
车载扬声器金属外壳与端盖匹配的加工解决方案
作为一家专业从事非标定制精密加工的工厂,我们拥有成熟的定制加工能力和完整的车载扬声器金属外壳及端盖加工工艺解决方案。这套车载扬声器金属外壳及端盖是配套的加工零件,也是车载扬声器的核心结构部件。它们直接决定了扬声器的装配精度、结构稳定性和使用寿命,满足车载应用场景的严苛要求。在加工过程中,我们始终坚持高配合度、高精度和高一致性的核心标准,以确保整套产品的匹配应用效果。
核心产品定位及特点
这套金属外壳和端盖是车载扬声器的专用结构件,属于非标定制金属精密加工产品。作为精密匹配的组合,它们必须满足完美装配的要求。由于应用于车载环境,产品对金属材料的刚性、抗振性和耐温性有着明确的要求。同时,表面处理需要满足防腐蚀和抗氧化要求,整体结构必须与车载扬声器的内部空间布局相匹配,使其成为小巧而精密的结构件。
完整处理流程
结合产品的结构特点和匹配精度要求,我公司采用一体化定制加工流程,确保外壳与端盖的匹配配合,具体工艺如下:
- 原材料选择与预处理:选择适合车载场景的高强度金属原材料,并进行压平、除锈、淬火、回火等预处理,以提高原材料的机械性能,避免加工后变形和开裂。
- 精密落料:采用数控激光切割/数控冲压进行精密落料,控制落料的尺寸精度,减少后续加工余量,提高加工效率。
- 数控成型加工:针对壳体的腔体结构和端盖的盖体结构,分别采用数控铣削、数控车削、弯曲/拉伸等成型工艺。利用多轴数控设备实现复杂结构的精密成型,确保两部分结构匹配。
- 孔加工及连接位置:对产品的装配孔、定位孔及连接位置进行精密钻孔、镗孔和攻丝,以确保孔间距和深度的一致性,满足后续扬声器整体组装的螺栓/卡扣连接要求。
- 表面处理:根据客户要求对外壳和端盖进行氧化、镀锌、喷塑等表面处理,以提高产品的防腐蚀性、抗振性和耐温性,以适应复杂的车载环境。
- 匹配精密检验和试装配:单个零件加工完成后,进行整套试装配检验,以验证外壳和端盖的配合间隙和粘合情况,消除即使单个零件合格也可能出现的匹配不一致问题。
- 成品复检及包装:对合格试组装产品的尺寸、外观和表面性能进行全面复检,并采用具有防刮擦和防碰撞性能的定制包装,以确保产品在运输过程中不受损坏。
核心处理困难
作为车载扬声器的精密结构件,该产品的加工难点主要集中在三个核心方面:匹配精度、结构成型和变形控制,具体如下:
- 配合精度控制难度大:外壳和端盖是配合装配的部件,需要实现无缝配合。两部件的尺寸公差和几何公差必须高度匹配。如果单个部件加工过程中出现轻微偏差,就容易出现装配间隙过大、粘合不良等问题,影响扬声器的密封性能和结构稳定性。
- 薄壁/空腔结构成形及变形控制的难点:扬声器外壳多为空腔结构,端盖多为薄壁盖结构。金属材料在成形和切割加工过程中,由于应力释放容易发生翘曲和变形,导致产品尺寸超出公差范围,影响后续装配。
- 加工小型精密特征的难度:产品整体尺寸较小,包含装配孔、定位槽等多个小型精密特征。加工过程中容易出现刀具颤动、孔偏、螺纹滑移等问题,对加工设备和刀具的精度提出了极高的要求。
- 难以使产品性能适应车载环境:需要在产品的机械刚度和轻量化之间取得平衡。同时,表面处理必须满足车载环境的抗振、耐温、防腐蚀要求,并且在加工过程中需要兼顾结构强度和加工工艺的适应性。
克服困难的解决方案
鉴于上述加工难题,我公司依托高端设备、成熟工艺和专业检测体系,制定了针对性的解决方案,以确保产品加工质量:
1. 集成处理以确保匹配精度
为减少因设备型号变更和参数调整造成的精度偏差,应使用同一批次、同一设备和同一工艺参数加工配套的壳体和端盖。同时,在加工流程中设置多个配套中间检验点,而非仅进行单件检验,以便提前发现配套问题并及时调整加工参数。
2. 工艺优化以严格控制加工变形
- 对于薄壁/空腔结构,采用数控加工工艺进行分层切割和微进给,以减少切削力对工件的挤压,减少应力变形。
- 在加工过程中进行多次时效处理,以释放原材料和加工过程中产生的内部应力,避免从源头上造成后续产品变形。
- 采用专用夹具对工件进行精确夹紧和定位,避免因夹紧力过大而导致工件变形,提高夹紧一致性。
3. 高端设备 + 用于精密特征加工的专用工具
- 公司配备了高精度数控多轴加工中心、数控雕刻机等定位精度达到微米级的设备,以满足小型精密特征的加工要求。
- 选择由硬质合金制成的专用精密切削刀具,根据产品材料和加工特点定制刀具角度和规格,以减少刀具颤动,提高孔和槽的加工精度。
- 采用数控攻丝机进行螺纹加工,配备攻丝保护装置,防止螺纹打滑和损坏,保证连接位置的加工质量。
4. 全流程质量控制 + 针对车载环境的定制化表面处理
- 在原材料环节进行材料性能测试,以确保原材料的刚度和耐温性满足车载要求;在加工过程中对每个工序进行尺寸和几何公差测试,以防止不合格产品流入下一工序。
- 根据车载环境的使用需求,定制表面处理方案,例如采用硬质阳极氧化提高产品的耐磨性和耐腐蚀性,采用电泳涂装提高表面附着力和抗振性。同时,对表面处理后的产品进行性能测试,确保其符合车载使用标准。
5. 专业试组装及售后支持
成品加工完成后,安排专业技术人员对整套产品进行实际组装测试,模拟扬声器的实际组装场景,验证外壳与端盖的匹配效果和组装便捷性。如有客户需求,我们可提供样品试组装反馈服务,并根据客户的组装反馈进行精准的微调,确保产品完全适应客户的扬声器组装流程。
我们的加工优势
- 丰富的非标定制经验:我们一直深入从事精密金属非标定制加工领域,熟悉车载电子配件的加工要求和行业标准,能够根据客户的图纸要求快速制定专属的加工方案。
- 强大的设备和技术实力:配备全套高精度数控加工设备和专业检测设备,拥有资深工艺工程师和数控操作员,能够解决复杂精密结构件的各种加工问题。
- 出色的配套加工能力:能够对整套配件进行集成加工,保证配件的匹配精度,降低客户对接多供应商的成本,提高供应效率。
- 严格的全过程质量控制:建立从原材料到成品的全过程质量检验体系,对每个过程都有检验标准和记录,以确保产品质量的稳定性和一致性。
- 车载场景适应性:熟悉车载产品的使用环境和性能要求,充分考虑加工过程中的抗振性、耐温性和抗腐蚀性等因素,产品可直接适应车载扬声器的生产和组装。
我们可以根据客户的实际需求,优化工艺流程,对这套车载扬声器外壳和端盖进行定制调整,同时保证短交货周期和高产量的供应要求,为客户的车载扬声器产品提供稳定可靠的结构件加工支持。

电话:+86 187 5714 8656
邮箱:zhouli@chinaliqin.com
WhatsApp:+86 187 5714 8656
网站:https://www.cncliq.com/
邮箱:zhouli@chinaliqin.com
WhatsApp:+86 187 5714 8656
网站:https://www.cncliq.com/