إليك الحقيقة الصعبة من ورشة العمل: التصنيع الطبي والألومنيوم المخصص للطعام لا يتعلق بجعل الأجزاء تبدو لامعة؛ إنه توازن لا يرحم بين علم المعادن وقابلية التنظيف القوية واستقرار السطح تحت الضغط. عند معالجة التجميعات المهمة - مثل مكون A365-T6 المخصص المعدات الطبية المصنوعة من الألومنيوم أسفل المقعد أو مجمعات الفرز عالية السرعة للتشغيل الآلي خطوط الطعام – أنت لا تقوم فقط بقطع المعادن. أنت تحارب بشكل استباقي الاستعمار الميكروبيولوجي، والعطل الميكانيكي، والالتواء تحت التعقيم القاسي بالأوتوكلاف.
إذا تعاملت مع هذه الأجزاء عالية الدقة مثل الدعامة الهيكلية القياسية، فسوف تفشل في فحص العميل الوارد. دعونا نتعمق في فيزياء المتجر الحقيقية وتفاصيل المعالجة التي تصنع هذه الأجزاء أو تكسرها.
1. كابوس المادة: المصبوب A365-T6 مقابل المصبوب 6061-T6

تحدد معظم الرسومات المسودة 6061-T6، ولكن عند الانتقال إلى المقاعد السفلية الطبية المعقدة أو مبيتات الطعام ذات الجدران السميكة، غالبًا ما يتعين عليك التعامل مع كتل مصبوبة مثل A365-T6 لتقليل هدر المواد الخام ووقت الأدوات. وهنا تبدأ المشكلة.
يحتوي Cast A365-T6 على محتوى عالي من السيليكون (عادةً 9.5% إلى 11.5% Si)، والذي يترسب على شكل بلورات مجهرية حادة وكاشطة داخل مصفوفة الألومنيوم. إذا قام المشغل الخاص بك بتشغيل إدخال كربيد قياسي غير مطلي، فتوقع أن تتحول حافة القطع إلى شريحة دقيقة خلال 15 دقيقة من القطع المستمر بسبب التآكل الشديد.
-
<لي>
الحل البديل للمتجر: قم بالتبديل إلى إدراجات ذات رأس PCD (الماس متعدد البلورات) بزاوية أشعل النار إيجابية للغاية (+7 درجة إلى +12 درجة). يجب عليك قص مصفوفة السيليكون بدلاً من تمزيقها.
<لي>لماذا؟ إذا قمت بتمزيق طور السيليكون، فإنك تترك حفرًا سطحية مجهرية. في البيئة الطبية، تعتبر الحفرة السطحية التي تبلغ مساحتها 5 ميكرون ملاذًا للجراثيم البكتيرية التي تتجاوز بسهولة بروتوكولات التعقيم القياسية.
ملاحظة أرضية المتجر: ترك جزء A365-T6 مصبوب شبه آلي على أرضية متجر رطبة لأكثر من 6 ساعات قبل أن تؤدي عملية الأكسدة إلى أكسدة كلفانية دقيقة سريعة بين مراحل السيليكون الغنية ومصفوفة الألومنيوم. يؤدي هذا إلى إنشاء رواسب سطحية مجهرية تمنع الأكسدة من النوع الثاني الموحد، مما يؤدي إلى تخميل بقعي يفشل في اختبار رش الملح (ASTM B117) في أقل من 48 ساعة.
2. ضرورة الصرف الصحي في سوق دبي المالي: إزالة الشقوق والتشطيبات السطحية
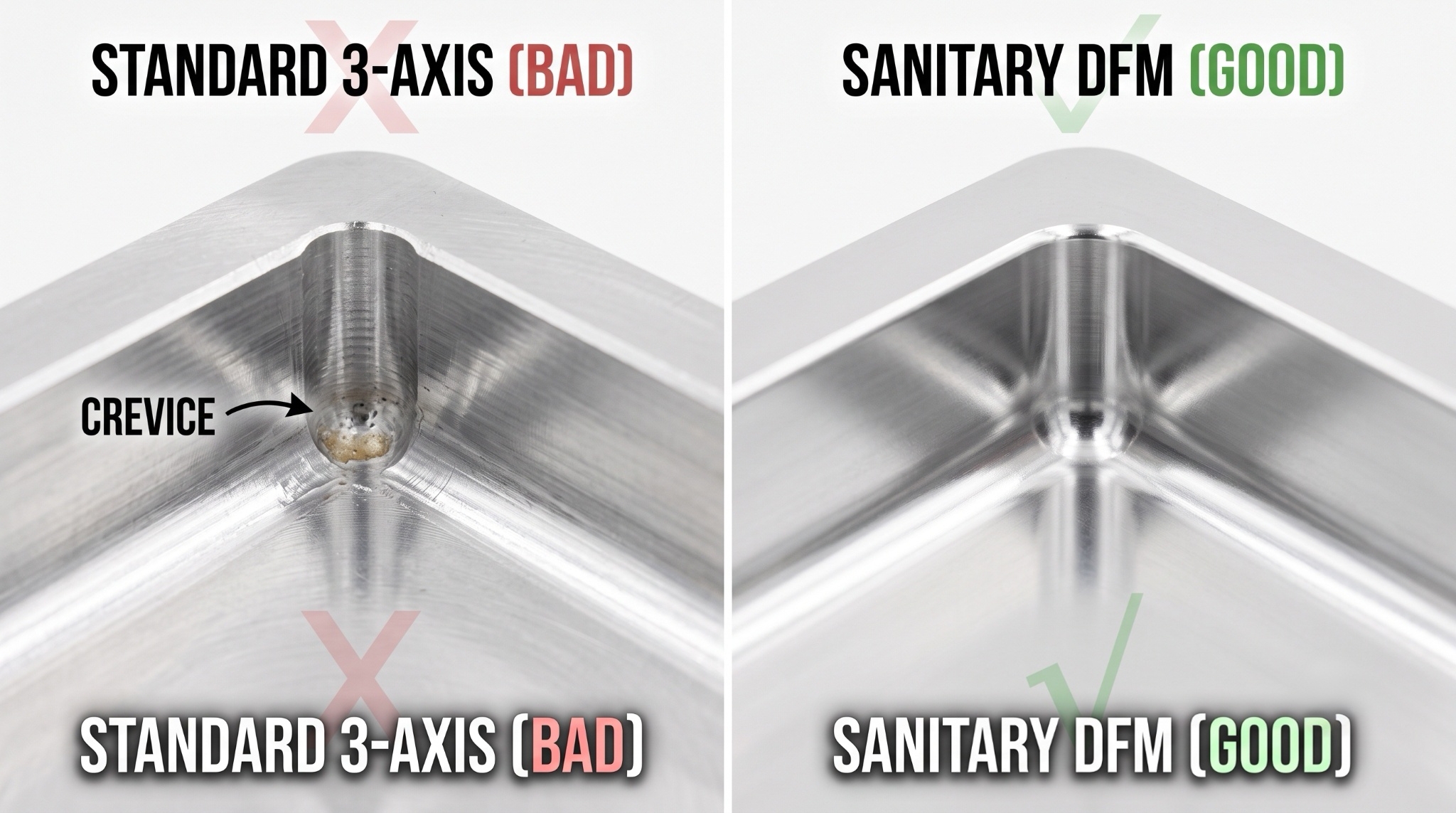
في معالجة الأغذية، العدو النهائي هو "المنطقة الميتة" حيث يتم احتجاز المواد العضوية. إذا قمت بتصميم زاوية بنصف قطر زاوية CNC قياسي ثلاثي المحاور يبلغ 0.5 مم، فقد قمت للتو بإنشاء أرض خصبة للبكتيريا. سوف تستقر جزيئات الطعام هناك، كما أن المواد الكيميائية التي يتم تنظيفها في مكانها (CIP) مثل 1.5% من هيدروكسيد الصوديوم (NaOH) أو حمض النيتريك (HNO₃) التي تتدفق بسرعة 1.5 م/ث لن تولد قوة قص كافية لطردها.
-
<لي>
حدود الشرائح الداخلية: لا تحدد مطلقًا أقل من R1.6 مم (1/16 بوصة) للأسطح الصحية. استخدم طاحونة نهاية ذات أنف كروي مع خطوة محكمة (بحد أقصى 0.05 مم لكل تمريرة) لإزالة علامات الإسكالوب. ارتفاع الإسكالوب (موجة الأداة المتبقية) أكبر من 0.8 ميكرون Ra هو فشل تلقائي.
-
<لي>
مصيدة الثقب المسدود: إذا كان يجب عليك النقر على خيط M6 للحصول على شفة تثبيت ملامسة للطعام، فلا تستخدم مطلقًا الفتحات المسدودة القياسية. يعمل الجزء السفلي من الحفرة بمثابة خزان راكد للمواد العضوية. حدد الثقوب، أو إذا كان ذلك مستحيلًا من الناحية الهيكلية، استخدم مثقاب بزاوية 118 درجة متبوعًا بمطحنة نهاية مسطحة لمسح المخروط، مما يضمن عدم وجود مساحة خالية عند عزم الدوران إلى 9.5 نيوتن متر.
3. الاستقرار الهيكلي تحت إجهاد التعقيم الحراري
فكر في تم تصنيع الجزء السفلي للمقعد الطبي آليًا من مصبوب A365-T6. يخضع لدورة الأوتوكلاف: 134 درجة مئوية (273 درجة فهرنهايت) بخار مشبع عند 2.1 بار لمدة 15 دقيقة. خلال هذه الدورة، يكون التمدد الحراري للألمنيوم حوالي 23 × 10⁻⁶ /ك. إذا كان الجزء يحتوي على ضغوط متبقية غير متوازنة من قطع خشن شديد، فإن الارتفاع الحراري يخفف هذه الضغوط بشكل غير متساو، مما يؤدي إلى تشويه تجاويف المحاذاة الحرجة بما يصل إلى 0.04 مم. لقد تم تدمير التجمع.
-
<لي>
بروتوكولنا لتخفيف الضغط: بعد التخشين الشديد (ترك مخزون 0.8 مم)، قم بتخفيف الضغط الحراري على الأجزاء عند 180 درجة مئوية لمدة ساعتين، ثم اتركها تبرد بالهواء ببطء إلى درجة حرارة الغرفة، وبعد ذلك فقط انتقل إلى التشطيب النهائي. ويضمن هذا أن يظل التفاوت الحرج البالغ ±0.01 مم على تجويف مفصل المقعد الطبي صحيحًا بعد مئات عمليات التعقيم بالأوتوكلاف.
مصفوفة المقارنة الفنية
<جدول بيانات المسار إلى العقدة = "26"> <الرأس> <تر>دراسة حالة عملية: التكلفة الحقيقية للإفراط في الهندسة
المصيدة: وسيلة شرح متراكزة تبلغ ±0.005 مم
-
<لي>
السيناريو: طلب عرض أسعار العميل لـ يأتي مكون المقعد الطبي المصنوع من الألومنيوم المصبوب A365-T6 المخصص مزودًا بتجويف محوري عميق أعمى (قطر 25 مم، عمق 85 مم) يتطلب ±0.005 مم التركيز وRa 0.2 ميكرومتر مرآة نهائية< سوب class="superscript">< data-path-to-node="6,0,0,2">.
<لي>الاحتكاك: يحتوي Cast A365-T6 على ما يصل إلى 11.5% بلورات السيليكون< سوب class="superscript">< مسار البيانات إلى العقدة = "6,1,0,2">. بنسبة عمق إلى قطر تبلغ 3.4:1، تنحرف قضبان التجويف القياسية وتحدث اهتزازًا عند الوصول إلى مراحل السيليكون الصلبة هذه< سوب class="superscript">< مسار البيانات إلى العقدة = "6,1,0,4">. يؤدي تمزيق البلورات إلى ترك فراغات صغيرة، مما يؤدي إلى إجراء عملية شحذ ثانوية باهظة الثمن والتي تفشل بسهولة بسبب أخطاء تكرار التثبيت< سوب class="superscript">< data-path-to-node="6,1,0,6">.
2. الرياضيات الصعبة: الأوتوكلاف مقابل التسامح الجزئي
-
<لي>
الفيزياء: يخضع هذا المكون للتعقيم بالأوتوكلاف عند 134 درجة مئوية< سوب class="superscript">< data-path-to-node="11,0,0,2">.
<لي>الرياضيات: أثناء التسخين، يكون التمدد الحراري لهذا التجويف الذي يبلغ قطره 25 مم تقريبًا:

الحقيقة: التمدد الحراري (0.065mm) أكبر بـ 13 مرة من قدرة الرسم على تحمل درجة حرارة الغرفة (0.005 مم)< سوب class="superscript">< مسار البيانات إلى العقدة = "11,2,0,2">. يتم فقدان أي دقة أقل من الميكرون يتم تحقيقها على أرضية المتجر على الفور في جهاز التعقيم< سوب class="superscript">< data-path-to-node="11,2,0,4">.
3. قرار Liqin DFM
-
<لي>
استرخاء التجويف: أقنعنا العميل بفتح التركيز على ±0.025mm وRa إلى 0.8 ميكرومتر، مما يتيح إعدادًا واحدًا باستخدام الحاسب الآلي ذو 5 محاور باستخدام أدوات PCD< سوب class="superscript">< data-path-to-node="16,0,0,2">.
<لي>جلبة نظرة خاطفة للضغط المناسب: لقد صممنا خطوة لـ قم بتركيب جلبة PEEK ذاتية التشحيم ومتوافقة حيويًا في التجويف< سوب class="superscript">< مسار البيانات إلى العقدة = "16,1,0,2">. تقوم الجلبة بمحاذاة نفسها ذاتيًا، وتخفف الاهتزازات، وتمتص التمدد الحراري للأوتوكلاف< سوب class="superscript">< data-path-to-node="16,1,0,4">.
<لي>التأثير: انخفضت تكاليف التصنيع بمقدار 68%، تم تقليص المهلة الزمنية من 4 أسابيع إلى 8 أيام، وتضاعف عمر التجميع فعليًا< سوب class="superscript">< data-path-to-node="16,2,0,2">.

الأسئلة الشائعة
س1: لماذا يتم استخدام A365-T6 بدلاً من 6061-T6 لبعض المكونات الطبية، وكيف يؤثر ذلك على التشغيل الآلي؟
ج: يتم اختيار الألومنيوم المصبوب A365-T6 للألمنيوم شديد التعقيد والعضوية. هندسة لتقليل هدر المواد الخام وأوقات الطحن الصعبة< سوب class="superscript">< مسار البيانات إلى العقدة = "7,0,0,2">. ومع ذلك، فإن محتواه العالي من السيليكون (9.5% - 11.5%) يجعله شديد الكشط< سوب class="superscript">< مسار البيانات إلى العقدة = "7,0,0,4">. يجب على الميكانيكيين استخدام الأدوات ذات الرؤوس PCD لتجنب التقطيع الدقيق والقضاء على حفر السطح حيث يمكن أن تستعمر البكتيريا< سوب class="superscript">< data-path-to-node="7,0,0,6">.
س2: ما هو التشطيب السطحي الموصى به (Ra) لأجزاء الألومنيوم CNC الملامسة للأغذية؟
ج: لأغراض الصرف الصحي والتنظيف في المكان (CIP)، نوصي بخشونة سطح Ra 0.4 ميكرومتر أو أفضل، بالإضافة إلى الدرجة الثانية الأنودة< سوب class="superscript">< مسار البيانات إلى العقدة = "10,0,0,2">. أي أسقلوب أو ارتفاع علامة أداة يتجاوز Ra 0.8 ميكرومتر يعمل بمثابة شق صغير حيث يمكن لبقايا الطعام العضوي أن يتجاوز التدفقات القياسية ذات الضغط العالي< سوب class="superscript">< data-path-to-node="10,0,0,4">.
س3: كيف تمنع أجزاء الألومنيوم الدقيقة من الالتواء أثناء التعقيم بالأوتوكلاف؟
ج: يتمتع الألومنيوم بمعدل تمدد حراري مرتفع< سوب class="superscript">< مسار البيانات إلى العقدة = "13,0,0,2">. بالنسبة للمكونات عالية الدقة مثل تجاويف مفصلات المقاعد الطبية، فإننا نطبق تحميصًا حراريًا لتخفيف الضغط عند درجة حرارة 180 درجة مئوية لمدة ساعتين بعد الطحن الخشن الثقيل< سوب class="superscript">< مسار البيانات إلى العقدة = "13,0,0,4">. يؤدي ذلك إلى استقرار البنية الجزيئية، مما يضمن عدم تشوه التفاوتات الحرجة التي تبلغ ± 0.01 مم تحت بخار تبلغ درجة حرارته 134 درجة مئوية< سوب class="superscript">< data-path-to-node="13,0,0,6">.
س4: هل يمكننا إجراء أكسدة الطبقة الصلبة من النوع III على الألومنيوم المصبوب A365-T6؟
ج: نعم، ولكن تتطلب السبائك المصبوبة رقابة كيميائية صارمة. يمكن أن تتسبب مراحل السيليكون الغنية في A365-T6 في سماكة طلاء غير متساوية أو بقع إذا تعرض الجزء لرطوبة المتجر لفترة طويلة قبل التخميل< سوب class="superscript">< مسار البيانات إلى العقدة = "16,0,0,2">. نحن نفرض حدود تخزين صارمة بعد التصنيع وأحواض مخصصة للحفر المسبق لضمان طبقة صلبة موحدة ومتوافقة حيويًا بسمك 50 ميكرومتر< سوب class="superscript">< data-path-to-node="16,0,0,4">.
س5: كيف يمكن لمهندسي التصميم تحسين أجزاء الألومنيوم الطبية والغذائية لخفض التكاليف؟
ج: أسرع طريقة لخفض التكاليف هي تجنب النقرات العمياء والتفاوتات شديدة الضيق (مثل ±0.005 مم) حيث لا تكون مطلوبة ديناميكيًا< سوب class="superscript">< مسار البيانات إلى العقدة = "19,0,0,2">. يمكن أن يؤدي فتح حدود التركيز والتصميم باستخدام البطانات البرونزية أو البطانات البرونزية المتوافقة مع الضغط والمتوافقة حيويًا بدلاً من التجاويف الصلبة ذات الآلات الدقيقة إلى تقليل تكاليف التشغيل الآلي بنسبة تصل إلى 60%+< سوب class="superscript">< data-path-to-node="19,0,0,4">.
الملخص
يعد التصنيع الدقيق باستخدام الحاسب الآلي للمعدات الطبية والغذائية نظامًا صارمًا يحكم علم المعادن والهندسة الصحية واستقرار الإجهاد < سوب class="superscript">< مسار البيانات إلى العقدة = "36,2">. الإفراط في الهندسة يؤدي فقط إلى زيادة التكاليف < سوب class="superscript">< مسار البيانات إلى العقدة = "36,4">. في Ningbo Liqin Industrial & Trading، نستفيد من أكثر من 100 ماكينة CNC متعددة المحاور، ومعايير ISO 9001:2015، وخبرة سوق دبي المالي المتقدمة لتحويل المخططات المعقدة إلى واقع إنتاج مخفض التكلفة < سوب class="superscript">< مسار البيانات إلى العقدة = "36,6">. اتصل بنا للحصول على تقييم هندسي وعرض أسعار فوري خلال 24 ساعة < سوب class="superscript">< data-path-to-node="36,8">.
<ديف>