

وصف المنتج
| شيء | يصف |
| التصميم/الحجم | وفقًا لرسومات أو عينات العميل |
| مادة |
الألومنيوم: 6061، 6063، 6082، 7075، 5052، A380، إلخ. الفولاذ المقاوم للصدأ: SS201، SS301، SS303، SS304 (SS304 صالح للاستخدام مع الطعام)، SS316، SS316L، SUS430، SS416 الفولاذ: الفولاذ منخفض الكربون، الفولاذ الكربوني، 4140، 4340، Q235، Q345B، 20#، 45#، إلخ. الفولاذ السبائكي (15Cr، 20Cr، 42CrMo)، إلخ. النحاس الأصفر: HPb63، HPb62، HPb61، HPb59، H59، H68، H80، H90، إلخ. النحاس، البرونز، النحاس، إلخ. التيتانيوم: TC4 (TiAl6v4، الدرجة f5) البلاستيك: ABS، PC، PE، POM، Delrin، النايلون، البلاستيك، PP، PEI، Peek، إلخ. |
| عملية | التصنيع باستخدام الحاسوب (CNC)، الخراطة، الطحن، التشكيل، الخراطة، القطع، إلخ. |
| موعد التسليم | تستغرق العينات عادةً من 3 إلى 7 أيام عمل، وسيتم تنفيذ الإنتاج الضخم وفقًا للكمية المحددة بعد الموافقة على العينة. |
| معالجة السطح | الأنودة الشفافة، الأنودة الملونة، الطلاء الكيميائي، الصقل بالفرشاة، التخميل، التلميع، طلاء الكروم، السفع الرملي، النقش بالليزر، طلاء الزنك، أكسيد أسود، طلاء النيكل، طلاء الكروم، الكربنة، المعالجة الحرارية، الطلاء |
| معدات الاختبار | آلة قياس الإحداثيات (CMM)، أداة قياس ثنائية الأبعاد، جهاز عرض، مقياس ارتفاع، ميكرومتر، مقياس خيوط، جهاز اختبار الصلابة، فرجار، مقياس دبوس، جهاز اختبار رذاذ الملح، أداة قياس التمركز، مطياف. |
| نظام إدارة الجودة |
ISO 9001:2015 ISO 13485:2016 |
| طلب | قطع غيار السيارات، قطع غيار الآلات، قطع غيار الكمبيوتر، قطع غيار الأجهزة الطبية، قطع غيار الأجهزة المنزلية، قطع غيار كهربائية، قطع غيار المنتجات الإلكترونية، قطع غيار إلكترونية، قطع غيار المولدات، قطع غيار المولدات الكهربائية، قطع غيار المولدات، القرطاسية، مفاتيح الطاقة، المفاتيح الصغيرة، مواد البناء، البضائع ومعدات الصوت والفيديو. |
| تنسيق الملف | Solidworks، Pro/Engineer، CAD، PDF، JPG، DXF، IGS |
| طَرد | كيس بلاستيكي داخلي، كرتون خارجي قياسي، أو حسب متطلبات العميل |
| شحن | الشحن البحري، الشحن الجوي، الشحن السريع الدولي (DHL، FedEx، TNT، UPS). |
| يخدم | يقدم فريق التجارة الخارجية المحترف خدمات سريعة الاستجابة وحماسية. تقرير فحص الأبعاد / شهادة المواد الخام / تقرير معالجة السطح / الرسم الهندسي تقرير RoHS / تقرير اختبار رذاذ الملح / تقرير اختبار الصلابة |
مقدمة عن منتجات الصب الدقيق غير القياسي والأجزاء المصنعة آلياً
1. نظرة عامة على المنتج
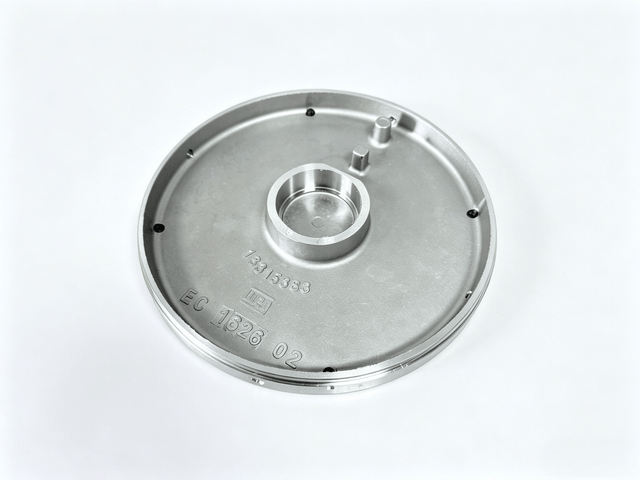
هذا المنتج عبارة عن قطعة مُصممة خصيصًا تجمع بين صب الفولاذ المقاوم للصدأ بدقة عالية وتشطيبات ميكانيكية غير قياسية . وهو مصنوع من الفولاذ المقاوم للصدأ من سلسلة 300. يتم تشكيل القطعة الخام عن طريق الصب الدقيق، ثم تُستكمل بتشطيب ميكانيكي دقيق وشامل. ويُستخدم هذا المنتج كجزء هيكلي دقيق لحماية الطرف الأساسي للمعدات الصناعية.
يشتمل هيكل المنتج على أسطح مائلة متعددة الزوايا، ومقاعد تجميع متدرجة، وأسطح تزاوج مانعة للتسرب، وفتحات تثبيت ملولبة، وأخاديد مرجعية لتحديد المواقع، وهياكل بارزة للشعار. وهو عنصر أساسي لتحمل الأحمال، ومنع التسرب، وتحديد المواقع في تجميع المعدات الكاملة. صُمم المنتج بمقياس رسم هندسي 1:5، وتتوافق جميع أبعاده مع معيار المليمتر. ويتطابق وزنه الصافي مع وزنه الإجمالي. وبفضل تصميمه المدمج وشكله المعقد، يُعدّ مثاليًا للمعدات الصناعية المتطورة.
يتميز هذا المنتج بأبعاد متعددة بالغة الأهمية للجودة ، مما يتطلب معايير عالية للغاية لدقة التركيب، والتفاوتات الهندسية، وتشطيب السطح. الجزء النهائي خالٍ من النتوءات بفضل معالجته السطحية المصقولة. تُصنع الشعارات وأرقام الأجزاء وأرقام التجاويف بتقنية النقش البارز، بما يتوافق مع معايير الجودة العالمية للملحقات الصناعية الراقية.
2. عملية الإنتاج والتصنيع
2.1 عملية التشكيل الأولي: الصب الدقيق
تُستخدم تقنية الصب الدقيق للفولاذ المقاوم للصدأ لتشكيل القطعة الأساسية كوحدة واحدة. يتم صب الهيكل الرئيسي والتجويف الأساسي والجانب المائل مسبقًا مع ترك مساحة كافية للتشكيل. خلال عملية الصب، يتم التحكم بدقة في درجة حرارة الصب ودقة تجويف القالب ومعدل انكماش التبريد لتجنب عيوب الصب مثل المسامية، وارتخاء الانكماش، والتشوه، والتشققات. يضمن ذلك مرجعًا ثابتًا للقطعة الأساسية، ويترك مساحة كافية ومتساوية للتشكيل النهائي لاحقًا، ويقلل من حجم القطع ومخاطر التشوه.
2.2 تدفق عمليات التشغيل النهائية
- المعالجة المسبقة للقطعة الخام : يتم تنظيف قطعة الصب الخام من الرمل والزوائد، ومعالجتها عن طريق تقادم تخفيف الإجهاد لإطلاق الإجهاد الداخلي للصب ومنع التشوه أثناء التشغيل النهائي والتطبيق.
- التسوية المرجعية : تقوم بوابات CNC ومراكز التشغيل بطحن مستويات مرجعية وبيانات تحديد المواقع بدقة لإنشاء معايير معالجة موحدة لجميع إجراءات العمل.
- الطحن الخشن والتشطيب : معالجة الخطوط العريضة المعقدة، والمستويات المائلة متعددة الزوايا، والأسطح المتدرجة، وانتقالات الأقواس، والأخاديد ذات المقطع العرضي الخاص من خلال الطحن الخشن والطحن التشطيب بشكل منفصل.
- تصنيع الثقوب بدقة : ثقوب مرجعية للتجميع الكامل، وثقوب سفلية ملولبة، وعمليات تثبيت لضمان المحورية ودقة الموضع وتوافق التجميع.
- عمليات الحفر والتشكيل الدقيقة لأسطح تركيب المفاتيح : إجراء عمليات الحفر والتشكيل الدقيقة على أسطح التجميع الأساسية للتحكم بدقة في الدقة الهندسية وخلوص التركيب.
- تشكيل النقوش البارزة والتفاصيل : اعتماد تقنية النقش الدقيق لإكمال النقوش البارزة للشعارات وأرقام الأجزاء وأرقام التجاويف.
- إزالة النتوءات والتشطيب : قم بشطف وإزالة جميع الحواف لضمان عدم وجود نتوءات أو زوايا حادة.
- تلميع السطح : يحقق التشطيب المصقول المتكامل متطلبات مقاومة التآكل والجماليات والتجميع.
- فحص الجودة الشامل : يتم فحص أبعاد الجودة الحرجة، والتفاوتات الهندسية، ومظهر السطح، وأداء التجميع بشكل كامل. يتم التحكم في جميع الأبعاد الحرجة ضمن نطاق التفاوت المسموح به قبل التسليم.
3. صعوبات تشكيل اللب
-
جودة غير مستقرة لقطع الصب تتميز عملية صب الفولاذ المقاوم للصدأ بخصائص سيولة وانكماش خاصة، مما يؤدي بسهولة إلى تشوه الخام، والمسامية، وثقوب الرمل، وعدم انتظام التفاوت، الأمر الذي يؤثر بشكل مباشر على معيار ومعدل تأهيل عملية التشغيل النهائية.
-
صعوبة عالية في تشكيل الهياكل المعقدة ذات الأشكال الخاصة يتميز هذا المنتج بأسطح مائلة متعددة الأجزاء، وانتقالات قوسية، وتجاويف متدرجة، وأخاديد ذات أشكال خاصة. ولا يمكن تشكيل بنيته غير المنتظمة بالتثبيت لمرة واحدة على المعدات العادية، مما يؤدي بسهولة إلى ظهور علامات الأدوات وانحرافات في الشكل.
-
متطلبات دقة عالية لمواقع التركيب الحرجة تُعتبر نقاط تجميع متعددة أساسية نقاطًا حاسمة لمراقبة الجودة، مع معايير صارمة للاستدارة والمحورية والتسطيح والتوازي. ويحدث التشوه الدقيق بسهولة نتيجةً لإجهاد القطع وإجهاد التثبيت أثناء عملية التشغيل.
-
من الصعب ضمان دقة موضع ثقوب الخيوط تتطلب فتحات التثبيت الموزعة تقسيمًا متساويًا دقيقًا، واستقامة رأسية، ودقة في تحديد الموضع. أي انحراف طفيف سيؤدي إلى عدم محاذاة تجميع الجهاز بأكمله.
-
توازن صعب بين تقنية النقش البارز وتقنية السطح تتطلب العلامات البارزة حدودًا واضحة وارتفاعًا موحدًا، بينما يجب أن يفي السطح النهائي بمعايير التلميع. ومن السهل حدوث نتوءات على الحواف أو تلف في حدود العلامات البارزة نتيجة الإفراط في التلميع.
-
أداء تشغيل المواد الخام الذي يصعب التحكم فيه يتميز الفولاذ المقاوم للصدأ من سلسلة 300 بصلابة عالية، وسهولة التصاق الأدوات به، وقدرته الفائقة على التصلب أثناء القطع. إلا أنه يتسبب في فقدان كبير للأدوات، وظهور خطوط اهتزاز، وخشونة سطح غير مرغوب فيها أثناء المعالجة.
4. حلول الصعوبات وضمان عمليات المصنع
-
حلول التحكم في قوالب الصب قوالب صب مخصصة ومحسّنة لعمليات الصب والتبريد. إضافة خاصية الكشف عن عيوب الصب وفحص المظهر العام للقطعة الخام. تقويم القطع المشوهة وإصلاح التفاوتات في المقاسات مسبقًا. مزودة بمعالجة تخفيف الإجهاد لإزالة الإجهاد الداخلي للصب تمامًا وتجنب التشوه في عمليات التشغيل اللاحقة.
-
تحسين تكنولوجيا التثبيت والتشغيل الآلي تُتيح تجهيزات التثبيت الدقيقة المتكاملة والمصممة خصيصًا إمكانية معالجة الأسطح والزوايا المتعددة في عملية تثبيت واحدة، مما يقلل من انحرافات القياسات المعيارية الناتجة عن عمليات التثبيت المتكررة. كما تعتمد هذه التجهيزات مراكز تشغيل رباعية/خماسية المحاور لمعالجة الأسطح المائلة ذات الأشكال الخاصة والهياكل المقوسة، وذلك لتجنب أخطاء وصلات الأدوات وضمان اتساق المحيط.
-
التحكم الدقيق في الأبعاد تعتمد عملية التشطيب النهائي على القطع الطبقي بسرعة منخفضة وتغذية بطيئة لتقليل حرارة القطع والإجهاد. وتتبع مواضع التركيب الرئيسية عملية التخشين ← تخفيف الإجهاد ← التشطيب النهائي. تُعالج جميع أبعاد CTQ بدقة وفقًا لمعايير مركز التفاوتات، باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) ومؤشرات القياس ومقاييس القطر الداخلي لإجراء فحص شامل.
-
التحكم الدقيق في عملية تشكيل الثقوب استخدم برمجة النقطة الثابتة CNC وتحديد موضع التثبيت المخصص. اتبع عملية الحفر ← التوسيع ← التثبيت الدقيق مع تحديد موضع مرجعي موحد، مما يضمن درجة ممتازة للموضع، والعمودية، وقابلية تبديل جميع ثقوب الخيوط.
-
المعالجة المنسقة للنقوش البارزة والتلميع استخدم أدوات نقش خاصة ذات عمق قطع مضبوط لضمان حواف بارزة واضحة دون تشقق. اعتمد أسلوب التلميع اليدوي والميكانيكي المجزأ، مع تجنب مناطق محيط النقوش البارزة للحفاظ على شكلها الكامل وضمان نعومة السطح بشكل عام.
-
تكييف عملية قطع الفولاذ المقاوم للصدأ اختر أدوات كربيد خاصة للفولاذ المقاوم للصدأ، مزودة بسائل تبريد وسائل تبريد احترافيين للحد من تصلب السطح والتصاق الأداة. حسّن معايير القطع لتقليل خطوط الاهتزاز وضمان ثبات جودة السطح وثبات الأبعاد.
5. مزايا خدمة العملاء
نُركز على تقديم خدمات متكاملة ومخصصة لصب الفولاذ المقاوم للصدأ بدقة عالية، بالإضافة إلى خدمات التشطيب غير القياسية . نقدم خدمات مُخصصة تشمل تشطيب قطع الصب ذات الأشكال الخاصة والمعقدة، وتخصيص الرسومات، وإعادة إنتاج العينات. تتم جميع مراحل العملية بشكل مستقل، بدءًا من تطوير قوالب الصب، مرورًا بصب القطع الخام، والمعالجة الميكانيكية، والطحن والتجويف الدقيق، ومعالجة الثقوب، والنقش البارز، وتلميع الأسطح، وصولًا إلى الفحص النهائي والتسليم.
نُصمّم ونُخصّص قطعًا هيكلية دقيقة أساسية للمعدات الصناعية، وآلات النقل، ومعدات السوائل. ندعم الإنتاج التجريبي بكميات صغيرة والإنتاج بكميات كبيرة. نُطبّق رقابة صارمة على خصائص الجودة الحرجة (CTQ) مع إمكانية تتبع كاملة لإصدارات الرسومات، وسجلات التعديلات، وتقارير فحص الجودة. نُلبي تمامًا متطلبات التوريد عالية الجودة والدقة لعملاء المحطات المستقلة في الخارج فيما يخص الملحقات غير القياسية.

الهاتف: +86 187 5714 8656
البريد الإلكتروني: zhouli@chinaliqin.com
واتساب: +86 187 5714 8656
الموقع الإلكتروني: https://www.cncliq.com/
