Bei der Präzisions-CNC-Bearbeitung geht es beim Festlegen einer Toleranz nie nur um die richtige mechanische Passung; Es handelt sich um eine wichtige Geschäftsentscheidung, die sich direkt auf Ihren F&E-Zeitplan und Ihr Einkaufsbudget auswirkt. Sobald Sie Ihre Zeichnungstoleranz von standardmäßig ±0,05 mm auf ultrapräzise ±0,01 mm verkleinern, lösen Sie einen massiven Kostenanstieg in der Fertigung aus, da sich jeder Mikrometer, den Sie einsparen, auf den gesamten Herstellungsprozess auswirkt.
Um diese Marke zu erreichen, müssen Sie auf mehrachsige Bearbeitungszentren der Spitzenklasse umrüsten, auf kundenspezifische, hochsteife Vorrichtungen mit extrem geringer Wärmeausdehnung umsteigen und sogar Inspektionen in klimatisierten Räumen durchführen, um Temperaturschwankungen entgegenzuwirken. Basierend auf jahrelanger Erfahrung in der Fertigung an vorderster Front bei Ningbo Liqin Industrial & Trading Co., Ltd. erläutert dieser Leitfaden, wie ein so geringer Genauigkeitsgewinn eine vollständige Überarbeitung des Prozesses erzwingt und warum dieser scheinbar unbedeutende $0.04\text{ mm}$ Differenz löst einen explosiven, nichtlinearen Kostenanstieg aus.
Tabelle: CNC-Bearbeitung Toleranz, Schwierigkeit und Kostenkoeffizient
| Toleranzklasse | Nomineller Toleranzbereich | Kernausrüstung und Umgebung | Kostenkoeffizient |
| Standard |
±0,1 mm - ±0,2 mm< !----> < !----> |
Standard 3/4-Achsen-CNC-Fräsmaschinen; Standardwerkstatt< !----> < !----> |
Basislinie (1,0x) < !----> |
| Präzision |
±0,02 mm - ±0,05 mm< !----> < !----> |
Vertikalbearbeitungszentren der mittleren bis oberen Preisklasse< !----> < !----> |
1,5x - 2,0x < !----> |
| Ultrapräzision |
±0,005 mm - ±0,01 mm< !----> < !----> |
Importierte 5-Achsen-CNC/Fräsdrehmaschine; klimatisierte Werkstatt< !----> < !----> |
3,5x - 5,5x |
Warum sollten Sie sich für unseren Leitfaden entscheiden? Echte Werkstatterfahrung von Liqin Industrial & Trading
Die in diesem Leitfaden offengelegten Branchendaten und Fertigungslogik basieren auf realen Daten, die durch Designüberprüfungen und Werkstattmontageprozesse bei Liqin Industrial & Trading Co., Ltd < !---->. Als integriertes High-Tech-Unternehmen für Fertigung und Handel, das sich intensiv mit der globalen industriellen Automatisierung befasst, Precision Automotive Components, Präzisionskomponenten in Lebensmittelqualität und Präzisionskomponenten für medizinische Geräte unterstützen wir globale Forschungs- und Entwicklungsteams bei der Durchführung von Design for Manufacturability (DFM)-Prüfungen Tag .
Wir sind fest davon überzeugt, dass exzellentes Design nicht um seiner selbst willen nach „extremer Präzision“ strebt, sondern vielmehr nach „der perfekten Balance zwischen funktionaler Umsetzung und …“ strebt Kosteneffizienz.“ Wir scannen immer jede Toleranz und markieren die Sekunde, in der eine neue 3D-CAD-Datei auf unserem Schreibtisch landet. Das ist der Standard-Workflow unseres Liqin-Engineering-Teams. Als nächstes werde ich Sie durch alle Kerndetails der Präzisionsbearbeitung führen – einfaches Fachgespräch, kein vager Fachjargon, alles solide technische Logik.
Die physikalische Natur der Toleranz und die Unsicherheit der mechanischen Fertigung

Ein geometrischer Fehler von Null ist in der realen Fertigung unmöglich. Unabhängig davon, wie hoch die Wiederholgenauigkeit einer Maschine ist, werden die Endabmessungen eines Teils bei der tatsächlichen Bearbeitung zwangsläufig durch die folgenden physikalischen Faktoren beeinflusst data-path-to-node="14,3"> :
-
Thermische Belastung und Umwelt Schwankungen: Die Schneidzone erzeugt während des Schneidens aufgrund der starken Reibung sofort Temperaturen von mehreren hundert Grad Celsius, was zu einer Mikroausdehnung von Werkzeug und Werkstück führt.< !---->. Selbst eine geringfügige Schwankung der Werkstatttemperatur um 2 °C kann zu Dimensionsänderungen im Mikrometerbereich bei Metallrohstoffen führen (Wärmeausdehnung und -kontraktion). data-path-to-node="15,0,0,3">< !---->.
-
In der Maschine eingebauter Rundlauffehler Probleme: Selbst Hochleistungsspindeln mit hoher Drehzahl, die sich mit Zehntausenden U/min drehen, weisen immer noch geringfügige radiale Wackelbewegungen auf. Wenn man das Spiel der Kugelumlaufspindel und ein leichtes Gleiten der Schiene hinzufügt, sind Maßabweichungen unvermeidbar.
-
Werkzeugkantenabrieb ist unvermeidlich: Durch die stundenlange Bearbeitung von zähem Material wie Edelstahl 304, 316 oder Titanlegierung werden die Schneidkanten dauerhaft abgenutzt. Der verschlissene Fräser entfernt weniger Material als programmiert, wodurch die Teileabmessungen über die oberen Toleranzgrenzen hinausgehen.
Toleranzen stellen daher keine Hindernisse für die Fertigung dar . Stattdessen stellen sie einen Sicherheitsspielraum dar, der für Fertigungsabweichungen definiert ist, um sicherzustellen, dass „Teile zusammengebaut werden können, zusammenpassen, keine Flüssigkeit austreten und nicht vibrieren.“ < !---->
Vier zentrale Prozessfaktoren, die die Kosten in der Ultrapräzisionsbearbeitung steigern
1. Vollständige Modernisierung der Maschinen- und Umgebungsbedingungen
Für Arbeiten mit einer Toleranz von ±0,05 mm funktionieren normale Geräte einwandfrei. Eine gut gewartete 3-Achsen- oder 4-Achsen-CNC-Fräse oder eine Standard-Hochgeschwindigkeits-CNC-Drehmaschine kann in normalen, nicht temperaturkontrollierten Werkstätten eine stabile Serienproduktion durchführen. Wir erzielen hohe Erträge, geringe Abschreibungen auf die Ausrüstung und einen schnellen täglichen Durchsatz ohne zusätzliche Gemeinkosten.
Abgesehen von der Modernisierung der Ausrüstung können diese Präzisionsmaschinen nicht in normalen Werkstätten betrieben werden. Sie erfordern spezielle Produktionszonen mit streng konstanter Temperatur, fester Luftfeuchtigkeit und professioneller Schwingungsisolation. All diese Hardware- und Umgebungs-Upgrades bringen enorme Fixkosteninvestitionen mit sich.
2. Strenge Werkzeugkontrolle und häufiger proaktiver Austausch
Beim Schneiden von Rohmetallen mit hoher Härte geben Werkzeugkanten kontinuierlich Spuren von Atomen ab, was dazu führt, dass die Abmessungen in Richtung „Unterschnitt“ driften. Bei einer Toleranz von ±0,05 mm kann der normale Werkzeugverschleiß dadurch bewältigt werden, dass Bediener alle paar Stunden manuell Mikroeinstellungen vornehmen .
Bei einer Bearbeitung von ±0,01 mm führt jedoch selbst ein Werkzeugverschleiß von 10 Mikrometer direkt zu Teilen außerhalb der Toleranz . Um hohe Ausbeuten aufrechtzuerhalten, muss das Bearbeitungssystem High-End-Schnittparameter verwenden, maschineninterne Laser-Werkzeugeinstellvorrichtungen verwenden und hochfrequente „proaktive Werkzeugwechselstrategien“ implementieren. Dadurch wird die Werkzeugstandzeitauslastung um mehr als 60 % reduziert, was die Kosten für den Werkzeugverbrauch in die Höhe schnellen lässt .
3. DFM-Positionierungssysteme und physikalische Klemmverformung
Alle Metallwerkstücke erzeugen unter Spanndruck eine elastische Verformung. Nach dem Lösen verändert die elastische Rückfederung die Abmessungen des Teils. Diese winzige Verformung ist bei einer Toleranz von ±0,05 mm vernachlässigbar, bei Ultrapräzisionsstandards von ±0,01 mm jedoch fatal.
4. Erweiterte Inspektions- und Temperaturstabilisierungsprozesse
Ultrapräzisionsteile lassen sich nur schwer genau messen. Gewöhnliche Messschieber und Mikrometer werden durch manuelle Bedienung und Temperatur leicht beeinträchtigt und versagen bei der Genauigkeitserkennung von ±0,01 mm.
Fallstudie zur klassischen DFM-Optimierung von Liqin Industrial & Trading: Eine wissenschaftliche Kostensenkung um 42 %
-
Kundenhintergrund: Ein langfristiger globaler Der multinationale europäische Verpackungsmaschinenhersteller schickte uns eine Zeichnung für eine Getriebehalterung aus Edelstahl 316 mit einer Erstbestellung von 800 Stück< !---->. Because the client’s R&D engineers were chasing a flawless assembly fit, the entire outer profile, edge thicknesses, deep slots, and assembly mounting holes were uniformly labeled with an extremely high precision of ±0.01 mm< !---->.
-
Analysis & Hurdles: Once we received the client’s 3D and 2D drawings, our Liqin DFM engineering team immediately completed process feasibility evaluation. 316 stainless steel is notoriously difficult to machine. It features high internal stress and strong thermal deformation tendency.
If we followed the original full-part ±0.01 mm tolerance requirement, we would be forced to manufacture almost every surface through slow grinding and low-speed wire EDM. Scrap rates would surge, and unit costs would become commercially unviable. -
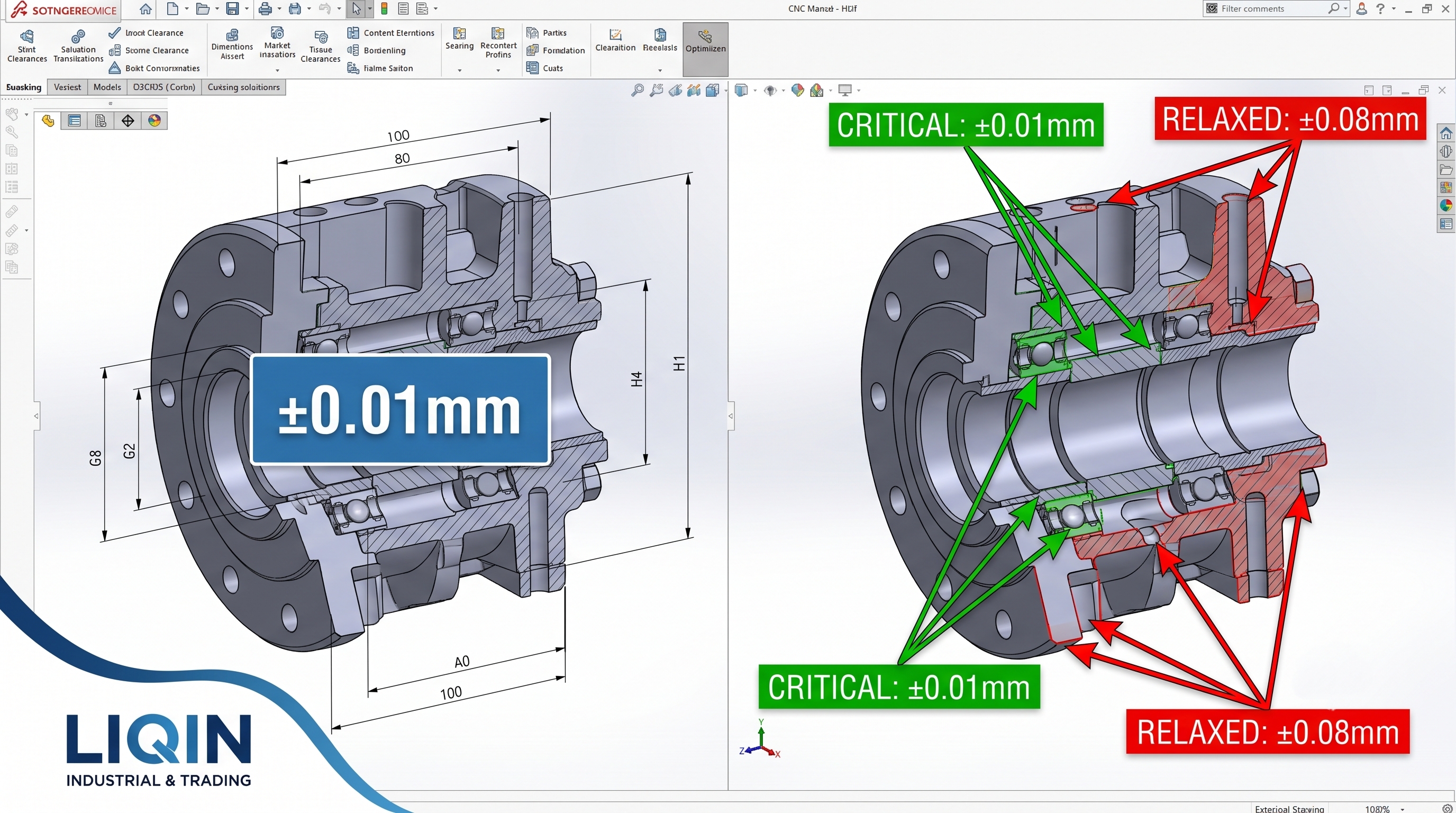
Tailored Solution: We delivered a targeted localized functional tolerance optimization proposal during our online technical meeting with the client:
We reserved the strict ±0.01 mm interference tolerance only for the core central bearing bore, which fits imported precision rolling bearings. This critical hole is finished via ultra-precision boring and fine grinding to guarantee assembly accuracy and rotational stability.All non-critical features — outer profiles, contact surfaces, side gaps, and bolt clearance holes — were reasonably relaxed to ±0.08 mm. -
Project Benefits: The client fully approved our DFM optimization plan. The original cumbersome process — repeated stress relief + full-scale slow grinding — was replaced with efficient CNC milling plus localized precision finishing.
This upgrade brought tangible results: single-piece cost reduced by 42%, lead time shortened from 15 days to 10 days, while the mechanical performance and assembly precision remained fully unchanged. This project also strengthened our long-term technical cooperation with the client.
FAQs
Q1: Why do material physical and chemical properties directly affect tight-tolerance machining costs?
A: It all comes down to real-world machinability and thermal stability. Tough, sticky alloys like 316 stainless steel and titanium generate massive cutting heat during processing. They harden quickly and build up thermal stress easily. This accelerates tool wear significantly, forcing us to adopt strict, costly process controls just to hold ±0.01 mm precision.
Q2: How to guarantee high-precision rotational fits without excessive cost?
A: Stick to standard hole-basis or shaft-basis fit systems. You do not need ultra-tight tolerances on both mating parts.
Q3: How does Liqin handle dimensions with no tolerance marked on drawings?
A: Undimensioned tolerances follow unified international standards. At Liqin, we strictly apply ISO 2768-m medium tolerance class. Most unmarked dimensions fall within ±0.1 mm to ±0.2 mm deviation.
Q4: What physical conflicts occur between high-precision tolerances and subsequent surface treatments (such as anodizing, chemical passivation, or Teflon coating)?
A: This is a very common design pitfall. All surface coatings alter part dimensions.
Aluminum anodizing adds 5–15 μm thickness per side. Passivation, chemical plating, and Teflon coating also create measurable dimensional changes. If you machine parts dead on ±0.01 mm before treatment, the final size will definitely go out of tolerance after coating.
Q5: How to maximize cost savings via Liqin’s technical support without sacrificing part performance?
A: The most efficient solution is early supplier involvement (ESI).
Send over your STEP/STP 3D CAD files plus tolerance and assembly specs. Our engineering crew will deliver a full DFM review, tolerance adjustment advice and competitive quotation in under 24 hours.
You can quickly check if your design works, cut unnecessary ultra-tight tolerance costs and make the most of your purchasing budget.
Contact Information
Intellectual Property and Technical Specification Disclaimer
-
Design Confidentiality & IP Protection: Liqin strictly protects all client design data and intellectual property. All submitted 3D files, 2D drawings and technical specs remain fully confidential. We will never disclose, share or reuse your designs without your written approval. We also support formal NDA signing per client request.
-
Precedence of Technical Drawings: In case of any inconsistency in dimensions, tolerances or technical requirements between 3D models and 2D drawings during quotation and production, annotations on 2D engineering drawings shall prevail, unless otherwise agreed in writing by both parties.
-
Standard Applicability: All machining cases, tolerance benchmarks and lead-time data on this page serve only for general technical reference. Actual manufacturability and precision performance are subject to the part’s unique structure, material properties and surface treatment processes.