
Unsere 5-Achs-CNC-Bearbeitung löst das Problem von Passungsfehlern in der Montage, die durch unkontrollierten Materialaufbau nach dem Anodisieren entstehen. Wir beherrschen die Maßabweichungen und vermeiden Ausschuss von vornherein.
Wir liefern kundenspezifische , CNC-gefräste Aluminiumgehäuse mit bis zu 45 % schnellerer Montagefreigabe. Unsere integrierten DFM-Kompensationsprotokolle prognostizieren den tatsächlichen Materialverlust und das elektrochemische Wachstum und gewährleisten so, dass Ihre Teile auf Anhieb perfekt passen.
Wichtigste Erkenntnisse: CNC-Präzision & Anodisierung – Kurzübersicht
-
Die 50/50-Regel ist absolut: Anodisieren ist nicht gleich Galvanisieren. Eine 50 µm dicke Harteloxierung vom Typ III trägt nicht 50 µm auf den Block auf; sie dringt 25 µm tief in das rohe AL6061 ein und wächst 25 µm nach außen. Die Toleranzen der Aussparungen müssen diese Ausdehnung exakt kompensieren.
-
Alkalisches Ätzen ist ein Materialdieb: Standardmäßiges Ätzen mit Natronlauge ( NaOH bei 55 °C ) trägt 3–5 µm Aluminium pro Minute ab. Ein üblicher, dreiminütiger Entfettungsvorgang kann bis zu 12 µm (0,012 mm) Rohmetall pro Oberfläche abtragen, was selbst bei einer eng anliegenden Gleitpassung zu Materialversagen führen kann.
-
Standard-Gewindebohrer sind ungeeignet: Bei Hartbeschichtungen führen Standard-Gewindebohrer der H3-Klasse zu einem Engpass. Sie müssen überdimensionierte GH-Gewindebohrer (z. B. H6 oder G-Klasse) verwenden und die Grundbohrungen mit einem Hartmetallbohrer (Ø 5,15 mm) anstelle des Standardbohrers (Ø 5,0 mm) bohren, um einen Engpass des Gewindesteigungsdurchmessers zu vermeiden.
-
Bitte senden Sie uns native .STEP-Dateien + 2D-PDF: Senden Sie keine unformatierten 3D-Dateien. Native .STEP-Dateien ermöglichen uns die Extraktion von Koordinaten mit einer Auflösung von 0,01 mm . Ein begleitendes 2D-PDF, das die Anodisierungsgrenzen spezifiziert, verkürzt die Bearbeitungszeit unserer Angebotsanfrage von 24 Stunden auf unter 2 Stunden.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen aus der Filiale von Ningbo Liqin

Während Lehrbücher die Anodisierung als gleichmäßige, theoretische Schicht beschreiben, ist die Realität in der Fertigung ein komplexes Zusammenspiel von Chemie und Thermodynamik. Wir führten monatelang 480-stündige Salzsprühtests (ASTM B117) an mehrteiligen HF-Gehäusen durch, die auf unseren Mazak 5-Achs-Bearbeitungszentren gefräst wurden. Dabei stellten wir fest, dass die Lagerung roher, gefräster Aluminiumteile in feuchter Werkstattluft ( >65 % rF) für mehr als vier Stunden vor dem Anodisieren eine schnelle, ungleichmäßige Passivierung auslöst. Dieser natürliche Oxidfilm ( 2–5 nm dick) blockiert das Eindringen der Säure, was zu einer ungleichmäßigen Farbstoffaufnahme und einer inkonsistenten Barriereschichtdicke von bis zu 8 µm innerhalb eines einzelnen 300-mm- Gehäuses führt.
Einkaufsingenieure interessieren sich nicht für Laborideale; ihnen geht es um die Erstmusterprüfung (FAI) und die Vermeidung von Nachbesserungen in der Montage. Als ein großer Medizintechnikhersteller zu uns kam, weil sich das Gleitgehäuse seines vorherigen Lieferanten nach der Hartbeschichtung verklemmte, zeigten wir ihm, dass das vorgesehene Spiel von 0,03 mm durch ein 2 A/dm² starkes Säurebad, das 4 °C zu warm war, vollständig aufgebraucht worden war und die äußere Schicht abgetragen hatte. Wir überarbeiteten die Werkzeugwegkompensationen im CAM-Postprozessor, legten eine strikte Kontaktfläche von 15 mm² für die kundenspezifisch verschraubten Aluminiumgestelle fest und hielten die Toleranzen der Nuten über eine Produktionsserie von 5.000 Teilen innerhalb von ±0,015 mm . Wir raten nicht, sondern messen und vergleichen die Daten mit den MIL-A-8625-Standards, denn das ist die Sprache der Qualitätssicherung, die Ihre Montagehalle verlangt.
Warum Standardtoleranzen bei der kundenspezifischen Bearbeitung bei der Montage hochpräziser Gehäuse versagen
Bei der Bearbeitung von HF-Abschirmungen, optoelektronischen Gehäusen oder medizinischen Sensorbaugruppen greifen die Toleranzen nach ISO 2768-m nicht, da die Grenzflächentoleranzen bei ≤ ± 0,02 mm liegen müssen. Sobald diese Rohbearbeitungsteile in ein Säurebad eingetaucht werden, führen die chemischen Prozesse zu Verformungen dieser engen Maße. Nicht kompensierte Werkzeugwege berücksichtigen weder den Materialverlust bei der Vorreinigung noch das physikalische Wachstum während der Anodisierung.
Kontrolle des Materialverlusts während des alkalischen Vorätzens
Um native Oxide zu entfernen und hartnäckige silikonbasierte Werkzeugschmierstoffe – wie das von uns in 8%iger Konzentration verwendete Blasocut 357 – zu beseitigen, müssen die Teile in NaOH bei 50–60 °C geätzt werden. Dies ist kein schonendes Ätzbad, sondern ein hochaggressives Verfahren zur Materialabtragung. Verweilt der Bediener nur 60 Sekunden zu lange im Bad, um Werkzeugspuren zu entfernen, vergrößert sich der Bohrungsdurchmesser um 8 µm . Um dies zu vermeiden, verwenden wir bei Passungsanforderungen von ±0,01 mm ein Vorbehandlungsbad auf Säurebasis anstelle einer starken alkalischen Ätzung und halten den Materialabtrag unter 2 µm .
Die 50/50-Wachstumsrate bei Paarungsregistern meistern
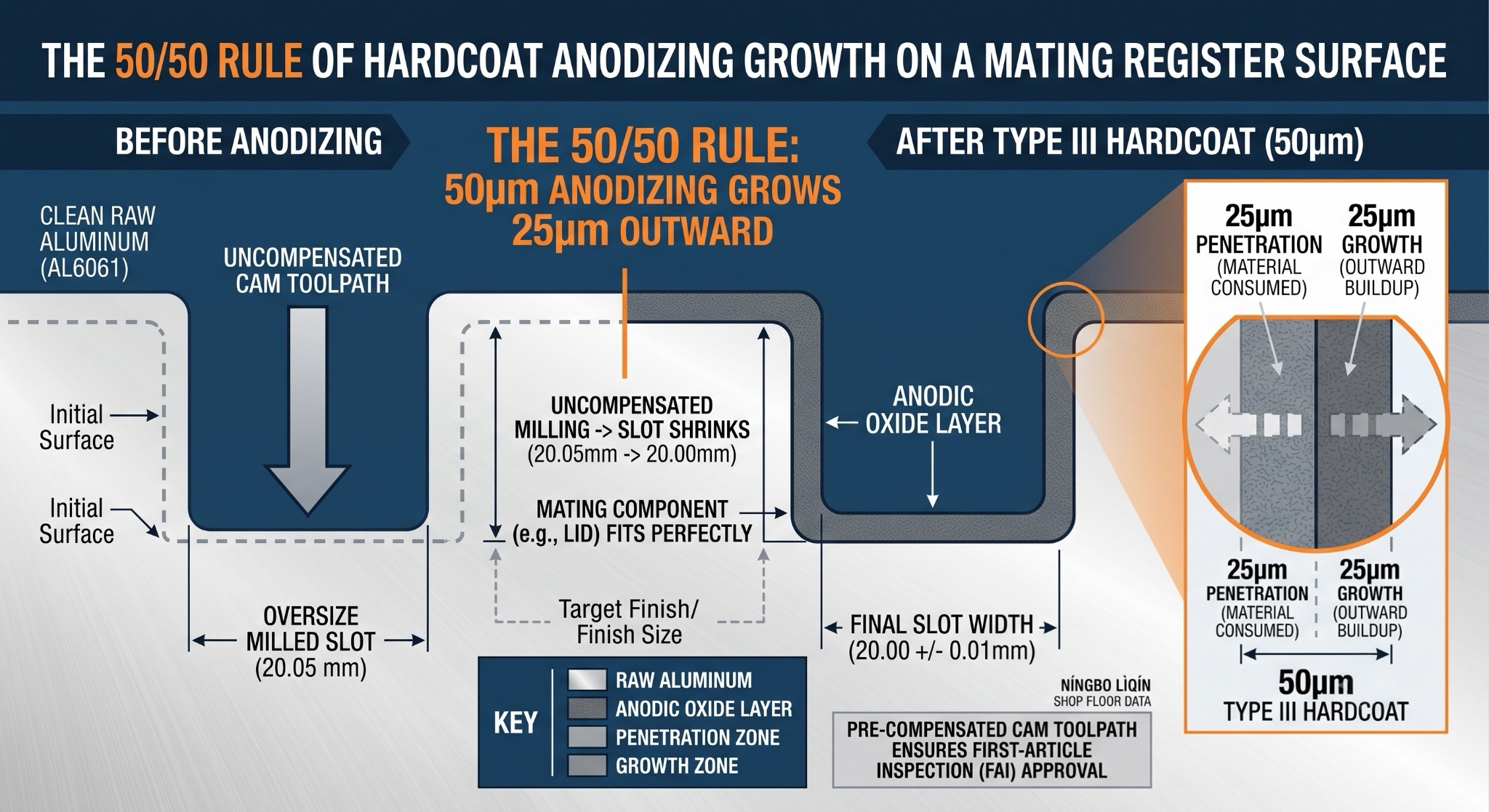
Beim Anodisieren wird die Oxidschicht von innen nach außen aufgebaut. Bei einer 50 µm dicken Harteloxierung vom Typ III werden 25 µm des ursprünglichen Aluminiums verbraucht, um das Oxid zu bilden, während sich weitere 25 µm nach außen aufbauen. Hat Ihre Gegennut eine Nennbreite von 20,00 mm , verringert sich die Nutbreite durch das Wachstum an beiden Wänden auf 19,95 mm . Unser Entwicklungsteam kompensiert dies im CAM-Werkzeugweg, indem die Nut absichtlich auf 20,05 mm gefräst wird. So schrumpft das Bauteil nach dem Harteloxieren exakt auf 20,00 ± 0,01 mm .
Beseitigung von Gewindeklemmen in Sacklöchern mit Gewinde
Der Flankendurchmesser eines Gewindes reagiert sehr empfindlich auf das Auswachsen nach außen. Da die Anodisierung senkrecht zur Gewindeflanke nach außen wächst, verringert sich der effektive Flankendurchmesser etwa viermal so schnell wie das Wachstum an der Oberfläche. Bei einer 50 µm Hartbeschichtung ( 25 µm Wachstum pro Seite) verringert sich der Flankendurchmesser um 0,10 mm . Wir eliminieren diese Gewindeblockierung vollständig durch die Verwendung von überdimensionierten, voranodisierten Gewindebohrern der Klasse H6 oder G. Dadurch entsteht eine berechnete, „lockere“ Passung, die sich nach der Hartbeschichtung auf eine perfekte Passung der Klasse 6H verkleinert.
Auslegung von elektrischen Kontakt- und Erdungsbereichen
Gehäuse benötigen häufig blanke Metallflächen zur HF-Erdung, die gesamte Außenfläche muss jedoch aus Korrosionsschutzgründen eloxiert sein. Viele Anbieter verwenden lediglich Maskierungsmittel, doch billige Flüssigmasken verlaufen und beschädigen angrenzende Kontaktflächen. Wir entwickeln kundenspezifische mechanische Maskierungsvorrichtungen mit speziellen Fluorsilikondichtungen, die die Erdungsfläche während des Stromstoßes von 3 A/dm² abdichten und so saubere, oxidfreie Leiterbahnen ohne Randablösung gewährleisten.
Die hochpräzise Aluminiumfertigung erfordert eine penible Kontrolle der Oberflächenchemie, der CAM-Pfadbearbeitung und der mechanischen Maskierung. Dieses bewährte Verfahren hat bereits über 1.200 Gehäuseprojekte erfolgreich realisiert und komplexe theoretische Zeichnungen in einbaufertige Baugruppen umgesetzt. Wenn Ihre Fertigungslinie keine chemische Unsicherheit von ± 0,05 mm toleriert, ist diese hohe Fertigungsqualität die einzige Möglichkeit, die Passgenauigkeit Ihrer Teile sicherzustellen.
Welche CNC-Bearbeitungsstrategien erzielen eine perfekte Passform bei nacheloxierten Gehäusen?
Die Erzielung enger Passgenauigkeit bei eloxiertem Aluminium erfordert gezielte Kompensation, nicht bloßes Hoffen. Durch den Ausgleich von CAM-Offsets mit spezifischen Parametern des chemischen Bades vermeiden wir den Ausschuss nach dem Eloxieren.
1. Echtzeit-Werkzeugverschleißkompensation (ATC-Überwachung)
Beim Bearbeiten von AL6061-T6 mit Hartmetall-Schaftfräsern kommt es an den Außenkanten zu Mikroausbrüchen. Bereits 5 µm Werkzeugverschleiß, kombiniert mit 5 µm unerwartetem Ätzverlust im Säurebad, können die Toleranzgrenzen erheblich überschreiten. Wir verwenden maschinenintegrierte Laser-Werkzeugvoreinstellgeräte, um den Fräserdurchmesser alle 50 Teile zu messen und den CNC-Controller-Offset dynamisch anzupassen. So stellen wir sicher, dass das Rohmaß stets im oberen Bereich des Kompensationsbereichs liegt.
2. Geschlossener Chemie-Feedback-Kreislauf mit dem Finisher
Wir geben die Teile nicht einfach an einen externen Endbearbeiter ab. Wir verlangen von dessen Labor, dass es für jede Charge die Schwefelsäurekonzentration und die Badtemperatur protokolliert. Weicht die Temperatur des Typ-II-Bades von 20 °C auf 22 °C ab, wird die Oxidschicht weicher und poröser, wächst zwar schneller, bietet aber weniger Verschleißfestigkeit. Basierend auf diesen Echtzeit-Badanalysen passen wir unsere Fräsparameter an.
3. Zweistufige Spannungsarmglühung für komplexe Geometrien
Das Fräsen tiefer Taschen aus massiven AL6061-T6-Blöcken baut innere Eigenspannungen ab, die beim Anodisieren zu einer Einwölbung der dünnen Wände um bis zu 0,08 mm führen können. Um dies zu verhindern, wird die Tasche vorgefräst, wobei 0,5 mm Material stehen bleiben. Anschließend werden die Teile zwei Stunden lang bei 180 °C spannungsarmgeglüht und abschließend mit einem Hochgeschwindigkeits-Schlichtgang bearbeitet. Dadurch bleibt die Wandparallelität auch nach 40 Minuten im Säurebad innerhalb von 0,01 mm .
Die Kontrolle der physikalischen Veränderungen beim Anodisieren erfordert aktives Engineering, nicht passives Hoffen. Durch die Überwachung der Variablen im chemischen Bad und die Anpassung der Nockenwellenpositionen (CAM) reduzieren wir die Ausschussrate bei Erstanfertigungen (FAI) auf unter 1,5 %.
[Laden Sie unseren Leitfaden zur CNC-Anodisierung herunter], um zu erfahren, wie Sie Ihre CAD-Modelle vor der Einreichung von Angebotsanfragen anpassen können.
Hochpräzise CNC- und Anodisierungstechnik-Matrix
| Optimierungszone | Häufiger Fehlermodus | Liqin Engineering Solution | Verifizierte Ergebnisse |
| Steckplatz / Register | Der Deckel schließt nicht richtig; der 120-mm -Registerring schließt sich nach der Hartbeschichtung Typ III um 0,05 mm . | CAM-Nachbearbeitungs-Werkzeugweg-Vorkompensation: Tasche um +0,044 mm überdimensioniert gefräst, um ein Wachstum von 22 μm aufzunehmen. | Der 120,00 mm lange Schlitz weist nach der Anodisierung eine Planheitstoleranz von ±0,015 mm auf. |
| Gewindebohrungen (M6x1) | Das Gewinde blockiert vollständig; die Schrauben verkanten aufgrund geringfügiger Durchmesserverringerung. | Bohren Sie mit einem Bohrer Löcher in die Basis.
ϕ 5,15 mm Hartmetallbohrer; Gewindebohrer mit H6 Übermaßgewindebohrern. |
100% ige Erfolgsquote bei der Gutlehrenprüfung, ohne dass nach der Anodisierung manuelle Nachbearbeitungen erforderlich waren. |
| Tiefe Taschenwände | Wandverformung und -wölbung bis zu 0,08 mm aufgrund von Restspannungsabbau. | Grobes Ausformen der Taschen, 2 Stunden bei 180 °C spannungsfreies Backen, gefolgt von einem Hochgeschwindigkeits-Fertigschnitt. | Die Wandparallelität wird über einen 150 mm tiefen Schlitz innerhalb von 0,01 mm eingehalten. |
| Erdungsplatten | Durch das Ausbluten der Maskierung werden angrenzende Kontaktflächen beschädigt; hoher Kontaktwiderstand. | Maßgefertigte mechanische Maskierungsblöcke aus Fluorsilikon unter verschraubter Spannung. | Kontaktzonen aus blankem Metall mit Null-Randabfluss und einem Widerstand von <0,02Ω . |
| Bearbeitungszeit der Angebotsanfrage | Verzögerung von 3-5 Tagen aufgrund fehlender Angaben zu Grundstücksgrenzen und Ausführungsdetails. | Einreichung einer nativen .STEP-Datei + 2D-PDF-Datei, die die Begrenzungsmaskierungszonen anzeigt. | Vollständig qualifiziert, verbindliches DFM und Preisangebot innerhalb von 2 Stunden. |
Wie die Vorkompensation von Gewindebohrungen das Verklemmen des Gewindes verhindert
Wenn Sie ein Gewinde auf Standardmaße schneiden und es anschließend hartbeschichten, entsteht ein selbstsicherndes Gewinde, das Ihre Fertigungslinie lahmlegen wird. Sehen wir uns an, warum Standardtabellen versagen und wie unsere Fertigung diesen Fehler von vornherein vermeidet:
1. Die Geometrie des 60°-Gewindes in V-Form
Da die Anodisierung senkrecht zu jeder Metalloberfläche erfolgt, breitet sie sich an beiden Flanken des Gewindewinkels nach außen aus. Bei einem Standardgewinde mit 60° ergibt sich aus dieser geometrischen Beziehung, dass der Flankendurchmesser genau um das Vierfache des nach außen gerichteten Wachstumsparameters abnimmt.
Bei einer 50 µm dicken Hartbeschichtung (die sich um 25 µm nach außen ausdehnt) verringert sich der Flankendurchmesser um 100 µm ( 0,10 mm ). Schneidet man dieses Gewinde mit einem Standard-H3-Gewindebohrer, klemmt die Schraube bereits nach zwei Umdrehungen.

2. Die Gefahr des manuellen Nachschneidens (Neueinfädelns)
Manche Betriebe versuchen, das Festklemmen von Gewinden zu „lösen“, indem sie nach dem Eloxieren einen Standardgewindebohrer durch das Loch schneiden. Dies ist ein schwerwiegender Verstoß gegen die Konstruktionsnormen. Durch das manuelle Nachschneiden wird die hart eloxierte Schicht, für die Sie gerade bezahlt haben, abgetragen, wodurch rohes, unpassiviertes Aluminium an den Gewindeflanken freigelegt wird. In feuchter Umgebung greift galvanische Korrosion diese blanken Stellen an, was zu Gewindeausrissen und Ausfällen im praktischen Einsatz führt. Wir verbieten das manuelle Nachschneiden strikt; alle Toleranzen müssen durch Vorkompensation eingehalten werden.
3. Hochdruck-Evakuierung und Emulsionskontrolle
Beim Gewindeschneiden mit übergroßen Gewinden entfernt der Gewindebohrer in einem Arbeitsgang mehr Material, was die Schnittkräfte erhöht und lokale Hitze erzeugt. Wenn sich Späne im Gewinde festsetzen, reißen sie die Gewindeflanken ein und bilden Mikrorisse, in denen sich während des Anodisierens Säure ansammelt und lokale Lochfraßkorrosion verursacht. Wir verwenden eine Spindelkühlung mit Hochdruck (70 bar) und einer 10%igen wasserlöslichen Esteremulsion, um die Späne sofort auszuwerfen und die Gewindeflanken spiegelglatt zu halten.
Klicken Sie hier für Ihre Anfrage 👆
Erhalten Sie innerhalb von 2 Stunden ein Angebot für eine Präzisions-CNC-Fräsmaschine.
Sie wollen Montagefehler und Ausschuss aufgrund von Toleranzüberschreitungen endlich vermeiden? Senden Sie Ihre .STEP Dateien und die zugehörigen 2D-PDFs direkt an unser Entwicklungsteam. Wir betrachten nicht nur die Zahlen, sondern analysieren die Geometrie, berechnen die exakten chemischen Verschiebungen für Ihre gewünschte Oberflächenbehandlung und erstellen Ihnen innerhalb von zwei Stunden ein verbindliches Angebot mit DFM-Garantie.
Kontaktinformationen
Haftungsausschluss
Die in diesem Leitfaden enthaltenen technischen Daten und Empfehlungen dienen lediglich Informationszwecken. Die tatsächlichen Ergebnisse der CNC-Bearbeitung und Anodisierung können je nach verwendeter Ausrüstung, Legierungen und Bedingungen des chemischen Bades variieren. Bitte überprüfen Sie alle Prozessparameter, bevor Sie mit der Serienproduktion beginnen.